



1 实验材料与方法
2 结果与讨论
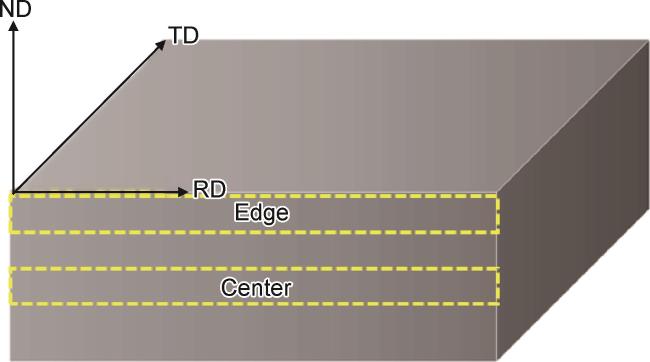
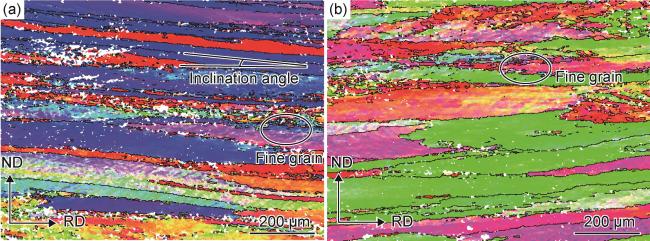
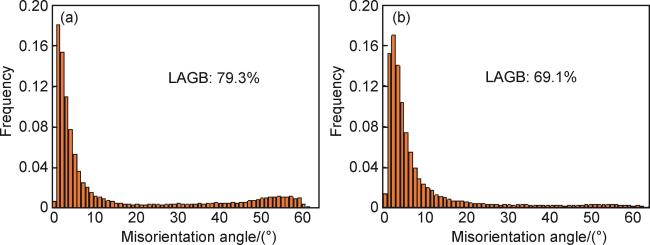
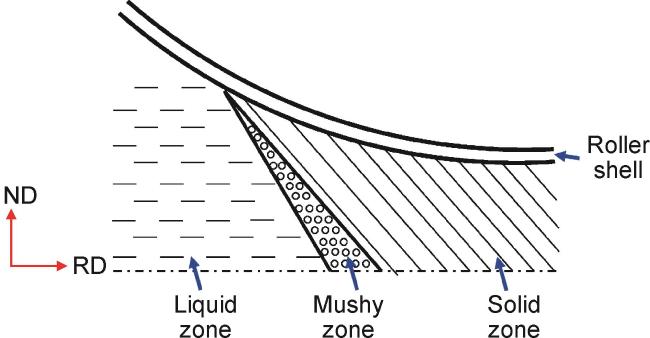
2.1 铸轧板坯边部与心部晶粒形貌差异研究
表1 6061铝合金铸轧板坯化学成分(质量分数/%)Table 1 Chemical compositions of 6061 aluminum alloy twin-rolling casting plate(mass fraction/%) |
| Si | Fe | Mn | Mg | Al |
|---|---|---|---|---|
| 1.48 | 0.34 | 0.16 | 0.49 | Bal |
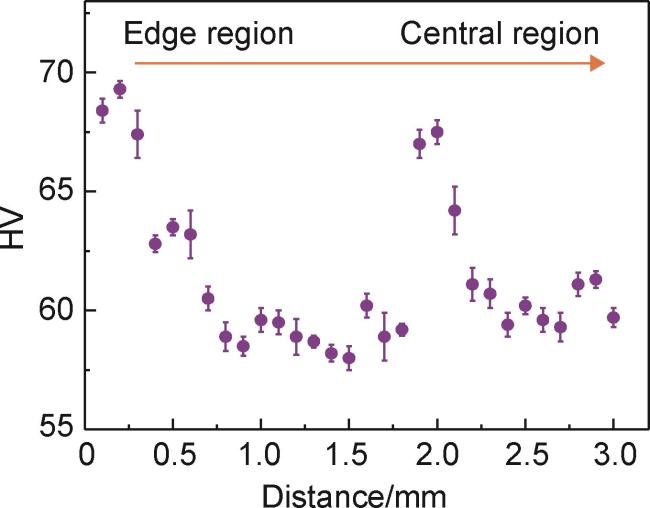
2.2 铸轧板坯边部与心部第二相以及元素差异对板坯硬度的影响
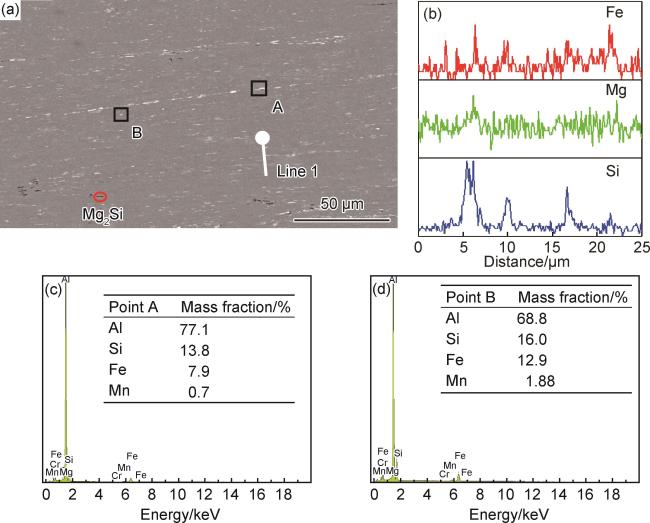
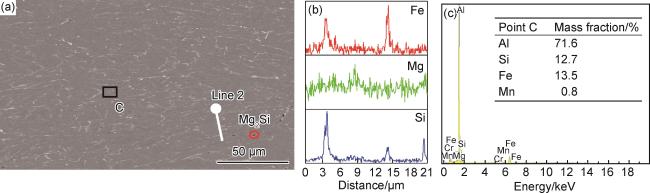
图5 铸轧板坯边部第二相扫描电镜图片(a)与元素线扫描结果(b)以及元素点扫描结果(c),(d)Fig.5 SEM image(a),element line scanning results(b) and element point scanning results(c),(d) of the second phase at the edge of twin-rolling casting plate |
2.3 铸轧板坯边部与心部织构差异对板坯性能的影响
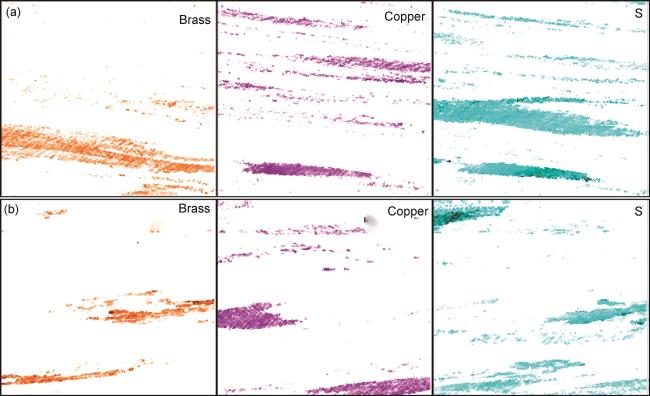
图8 板坯边部(a)与心部(b)织构组分Fig.8 Texture components at the edge(a) and center(b) of the plate |
表2 板坯边部和心部织构组分的体积分数Table 2 Volume fraction of texture components at the edge and center of the plate |
| Texture component | Volume fraction/% | Category | |
|---|---|---|---|
| Edge | Center | ||
| Brass | 15.3 | 6.2 | Deformation texture Deformation texture Deformation texture |
| Copper | 12.7 | 9.4 | |
| S | 20.1 | 16.6 | |
| Goss | 3.8 | ||
| Others | 51.9 | 67.8 | Random texture |
2.4 铸轧板坯边部与心部第二相相变的热动力学研究
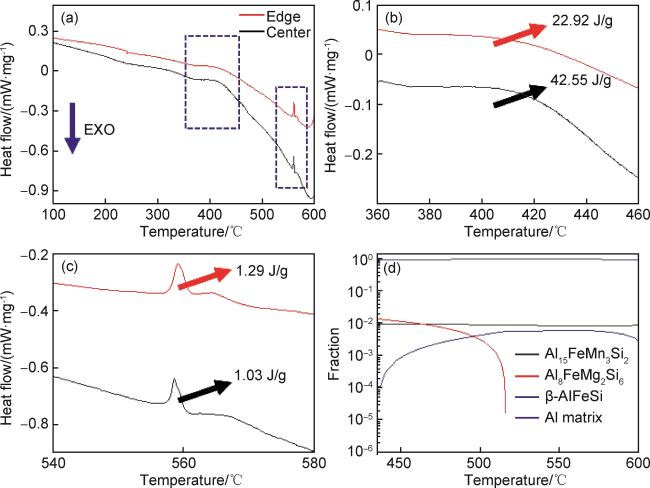
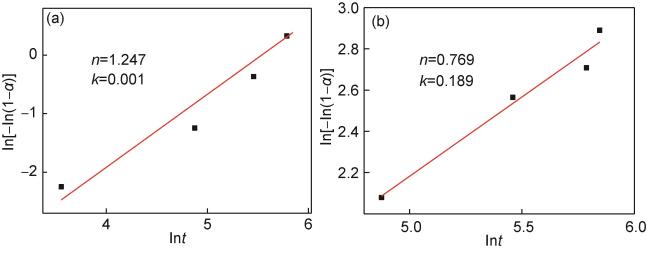
图10 板坯边部ln[-ln(1-α)]-lnt曲线(a)第二相相变G(α)拟合结果;(b)Mg2Si相G(α)拟合结果(a)fitting result of the second phase transition G(α);(b)fitting result of the Mg2Si phase transition G(α) Fig.10 ln[-ln(1-α)]-lnt curves at the edge of the plate |
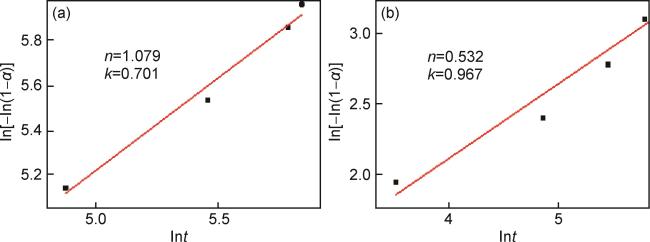
图11 板坯心部ln[-ln(1-α)]-lnt曲线(a)第二相相变G(α)拟合结果;(b)Mg2Si相G(α)拟合结果Fig.11 ln[-ln(1-α)]-lnt curves in the center of the plate(a)fitting result of the second phase transition G(α);(b)fitting result of the Mg2Si phase transition G(α) |
表3 372~458 ℃温度范围板坯中第二相和Mg2Si转化率与时间的关系Table 3 Relationship between the phase conversion rate and time of second phase and Mg2Si at 372-458 ℃ |
| Second phase at edge | Mg2Si phase at edge | Second phase in center | Mg2Si phase in center | ||||
|---|---|---|---|---|---|---|---|
| α/% | t/s | α/% | t/s | α/% | t/s | α/% | t/s |
| 0.1 | 35 | 0.1 | 6 | 0.1 | 95 | 0.1 | 7 |
| 0.25 | 131 | 0.25 | 8 | 0.25 | 170 | 0.25 | 11 |
| 0.5 | 235 | 0.5 | 13 | 0.5 | 254 | 0.5 | 16 |
| 0.75 | 326 | 0.75 | 15 | 0.75 | 353 | 0.75 | 22 |
| 0.9 | 346 | 0.9 | 18 | 0.9 | 392 | 0.9 | 25 |
| 1 | 371 | 1 | 25 | 1 | 443 | 1 | 30 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}