Published: 20 July 2026
-
Select all|
-
 HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 1-18. https://doi.org/10.11868/j.issn.1001-4381.2024.000745
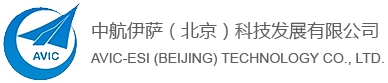
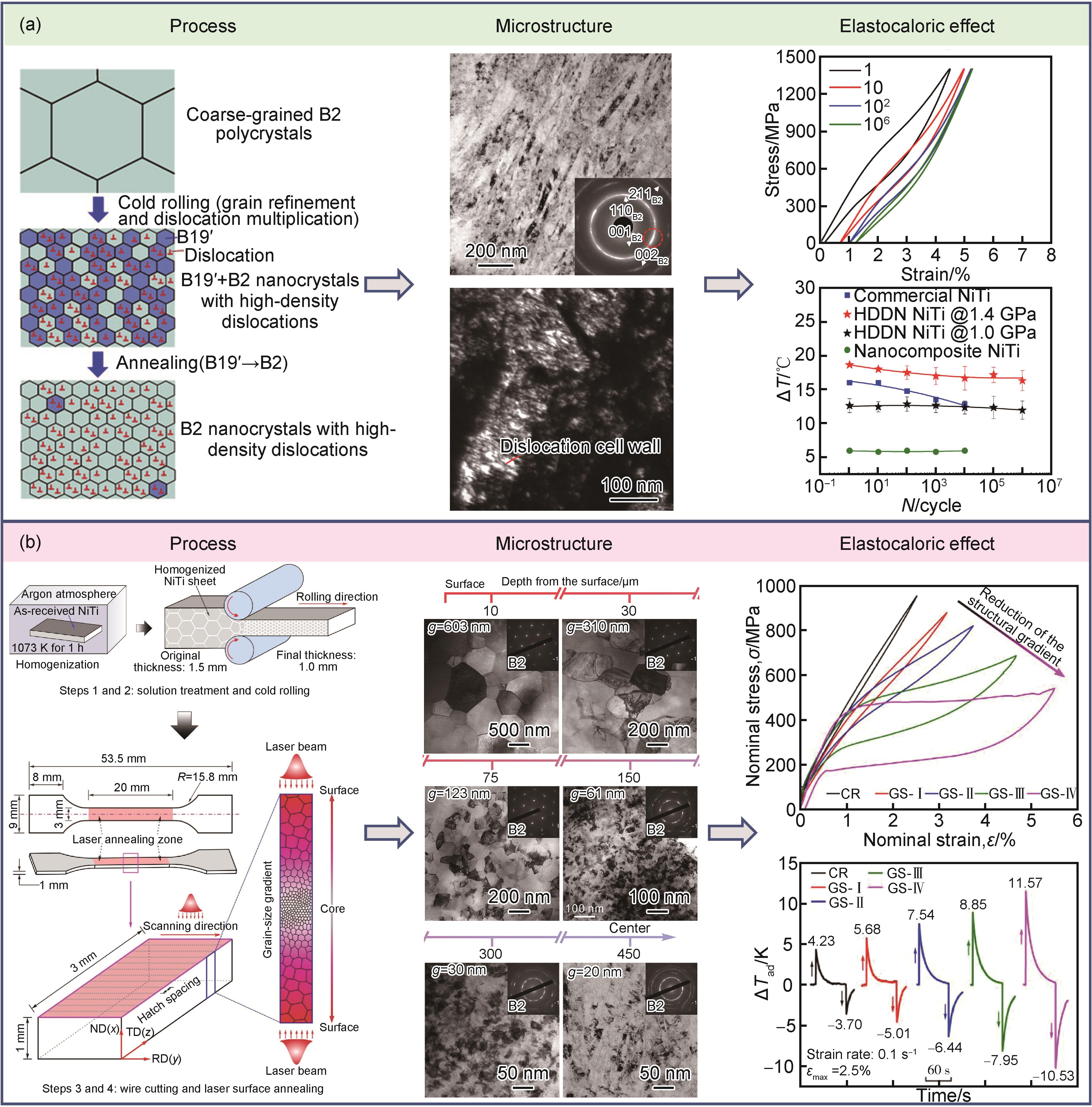
HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 1-18. https://doi.org/10.11868/j.issn.1001-4381.2024.000745Elastocaloric refrigeration technology based on shape memory alloys offers high efficiency, energy saving, and environmental protection, making it an ideal alternative to the traditional vapor compression refrigeration technology. Among materials exhibiting the elastocaloric effect, NiTi-based shape memory alloys have become the most promising elastocaloric materials for both scientific research and engineering application, due to their excellent mechanical properties and elastocaloric performance. However, the challenges, such as large stress hysteresis, relatively high transformation stress, and limited cycling stability, hinder largely their commercial applications. This review discusses first the thermodynamic fundamentals and characterization methods of elastocaloric effect, followed by a summary of the recent advancements on enhancing the elastocaloric performance of NiTi alloys through mechanical processing, heat treatment, elemental doping, additive manufacturing, and strain glass, as well as the development of the elastocaloric refrigeration devices and prototypes based on NiTi alloys. Finally, this review discusses the research perspectives, such as the improvement of the material fatigue life, cycling stability and elastocaloric effect by doping elements, microstructure modulation, introduction of strain glass transition, and crystallographic compatibility adjustment; developing new NiTi-based or other alloys with small driving force and large elastocaloric effect; designing and optimizing the material structure to improve the heat transfer efficiency; designing new type of elastocaloric refrigeration devices with high cooling efficiency, long fatigue life, high adaptability of working conditions to broaden their application range.
-
 HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 19-33. https://doi.org/10.11868/j.issn.1001-4381.2026.000068
HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 19-33. https://doi.org/10.11868/j.issn.1001-4381.2026.000068The rapid development of the aerospace field imposes stringent requirements on elastic materials, which need to simultaneously exhibit light weight, high strength, large recoverable strain, excellent energy dissipation, and fatigue resistance over a wide temperature range. NiTi shape memory alloys are promising candidates due to their superelasticity derived from thermoelastic martensitic transformation. However, limited by their low yield strength and high temperature dependence of superelastic stress, they exhibit a narrow superelastic temperature range, which limits their engineering applications in extreme environments such as aerospace. This paper focuses on NiTi-based alloys with wide-temperature-range superelasticity, systematically reviews the governing mechanisms of the superelastic temperature window, and summarizes the research progress of optimization strategies for expanding the superelastic temperature window, including grain refinement, elemental doping, heat treatment regulation, and composite structure construction. The temperature window expansion efficiency and engineering applicability of each strategy are analyzed. Furthermore, it summarizes the latest frontier applications in the aerospace field and discusses prospective technical pathways for improving material properties as well as potential directions for application expansion. This work aims to provide theoretical reference and technical insights for the high-performance design and engineering application of such materials.
-
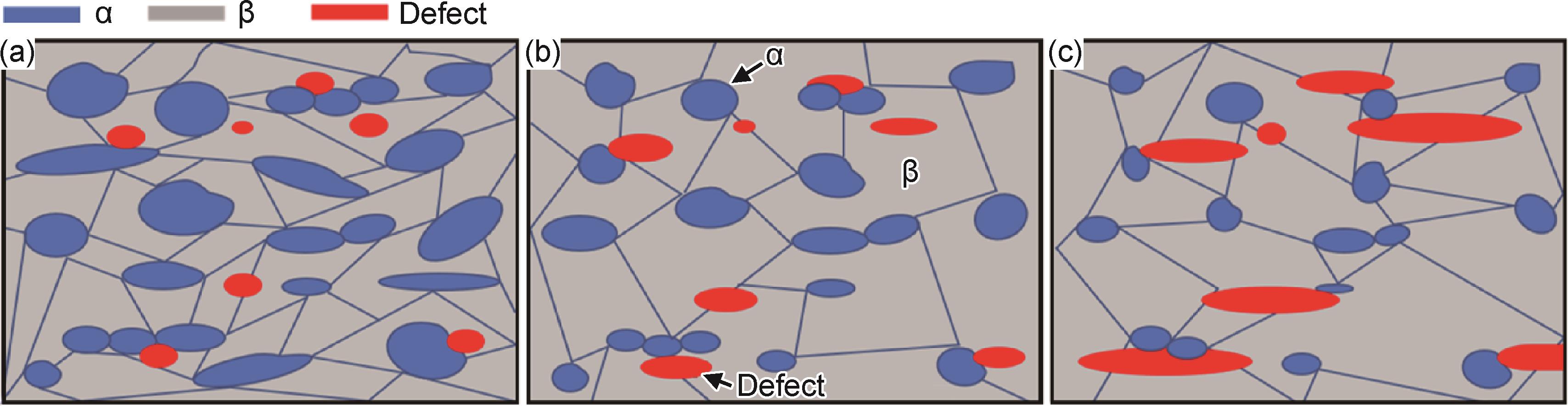
 HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 34-50. https://doi.org/10.11868/j.issn.1001-4381.2025.000346
HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 34-50. https://doi.org/10.11868/j.issn.1001-4381.2025.000346Shape memory alloys (SMAs), owing to their unique superelasticity and shape memory effect, have been widely utilized as intelligent materials in aerospace, marine engineering, biomedicine, automotive industries, and other fields. With the continuous advancement of national major scientific projects and engineering initiatives, traditional forming technologies have become inadequate to meet the stringent requirements for SMAs structural components in terms of lightweight design, intelligent functionality, multifunctional integration, and superior comprehensive performance. Wire arc additive manufacturing (WAAM) technology demonstrates distinct advantages in the efficient and cost-effective fabrication of medium to large-scale complex metal structures, attributed to its short production cycles, high material utilization rates, and excellent forming performance. This technology effectively addresses issues inherent in conventional forming methods, such as poor forming quality, low strength and toughness, and spatial constraints in forming, thereby greatly meeting the manufacturing requirements for SMAs. However, due to the complex thermal cycling effects in WAAM, the microstructure exhibits defects such as coarse grains, pores, inhomogeneous deformation, and cracks, severely affecting the performance of structural components. This paper comprehensively reviews recent domestic and international research progress on WAAM-processed SMAs, encompassing fundamental characteristics of SMAs, principles and classifications of WAAM, microstructure control, precipitation phases, phase transformation and hysteresis characteristics, defect suppression, superelasticity and shape memory effects, and performance enhancement. Finally, an outlook is provided from the perspective of synergistic control of material-process-microstructure-property, indicating that the deep integration of intelligent, composite, and cross-scale precision control technologies will be the future direction.
-
 HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 51-61. https://doi.org/10.11868/j.issn.1001-4381.2024.000714
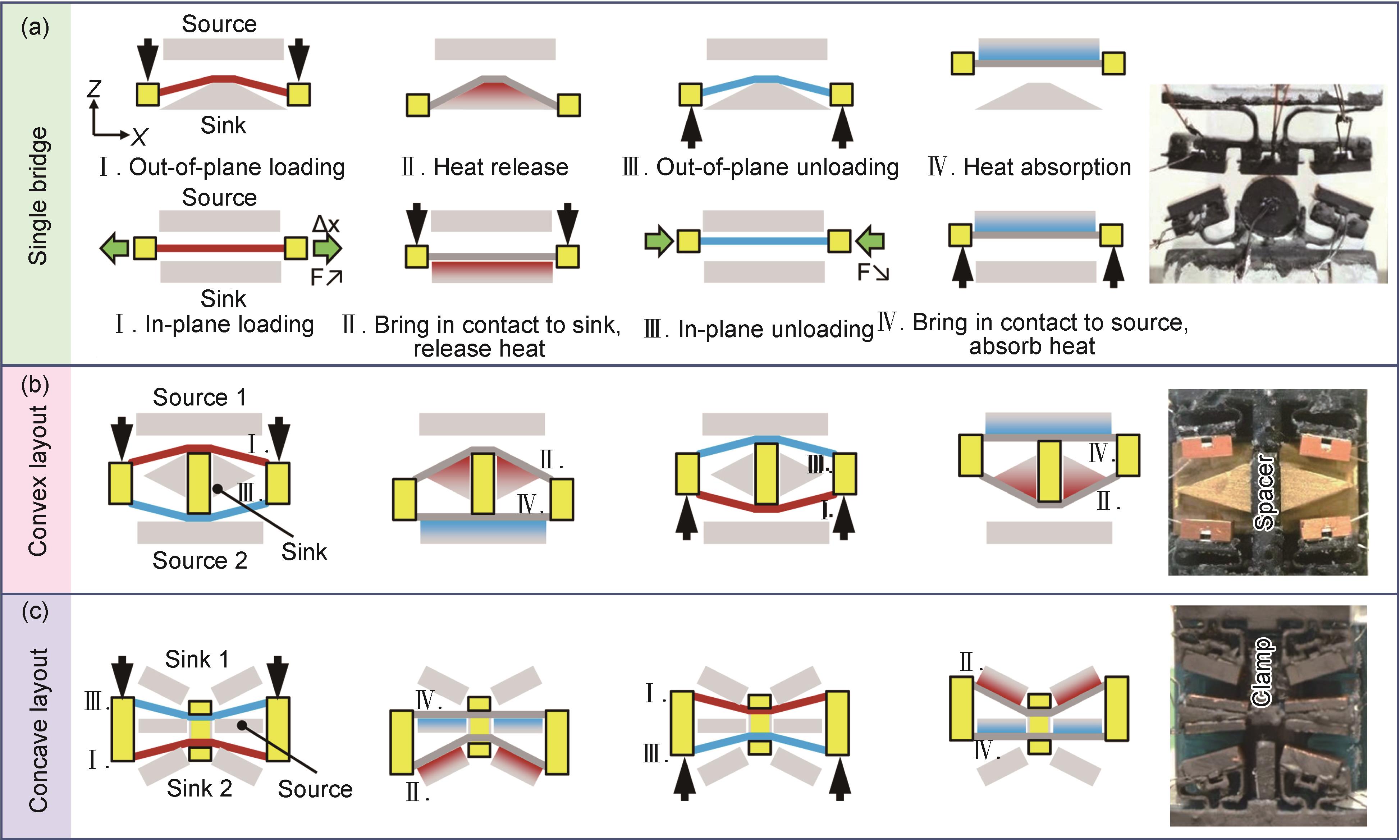
HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 51-61. https://doi.org/10.11868/j.issn.1001-4381.2024.000714Fe-Mn-Al-Ni based shape memory alloys exhibit an extremely low temperature dependence of the critical stress for martensitic transformation and display an ultra-wide superelastic temperature range (from -263 ℃ to 240 ℃). Therefore, these shape memory alloys show promising applications in aerospace, space exploration, vibration and seismic damping, and other environments with variable working conditions. In this work, the main factors affecting the superelasticity of Fe-Mn-Al-Ni based shape memory alloys are reviewed and prospected. Since the precipitation of the coherent B2 nano-phase plays a key role in the martensitic transformation from non-thermoelastic to thermoelastic in Fe-Mn-Al-Ni-based shape memory alloys. The mechanism by which the coherent B2 nano-phase modulates the martensitic transformation of Fe-Mn-Al-Ni-based shape memory alloys and the related progress of its size regulation are firstly discussed. Since the superelasticity of Fe-Mn-Al-Ni-based shape memory alloys is known to be positively correlated with the grain size, the preparation of single crystals is a prerequisite for achieving excellent superelasticity. Therefore, the single-crystal growth studies of Fe-Mn-Al-Ni-based shape memory alloys in recent years are reviewed. Then, the functional properties of single-crystal Fe-Mn-Al-Ni-based shape memory alloys are summarized. Finally, the further research and development of the Fe-Mn-Al-Ni based shape memory alloys, such as the regulation mechanism of the coherent B2 nano-phase for martensitic transformation, the further development of large-size single crystals, and the improvement of the natural aging and cyclic superelasticity stability, are prospected.
-
 HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 62-70. https://doi.org/10.11868/j.issn.1001-4381.2025.000300
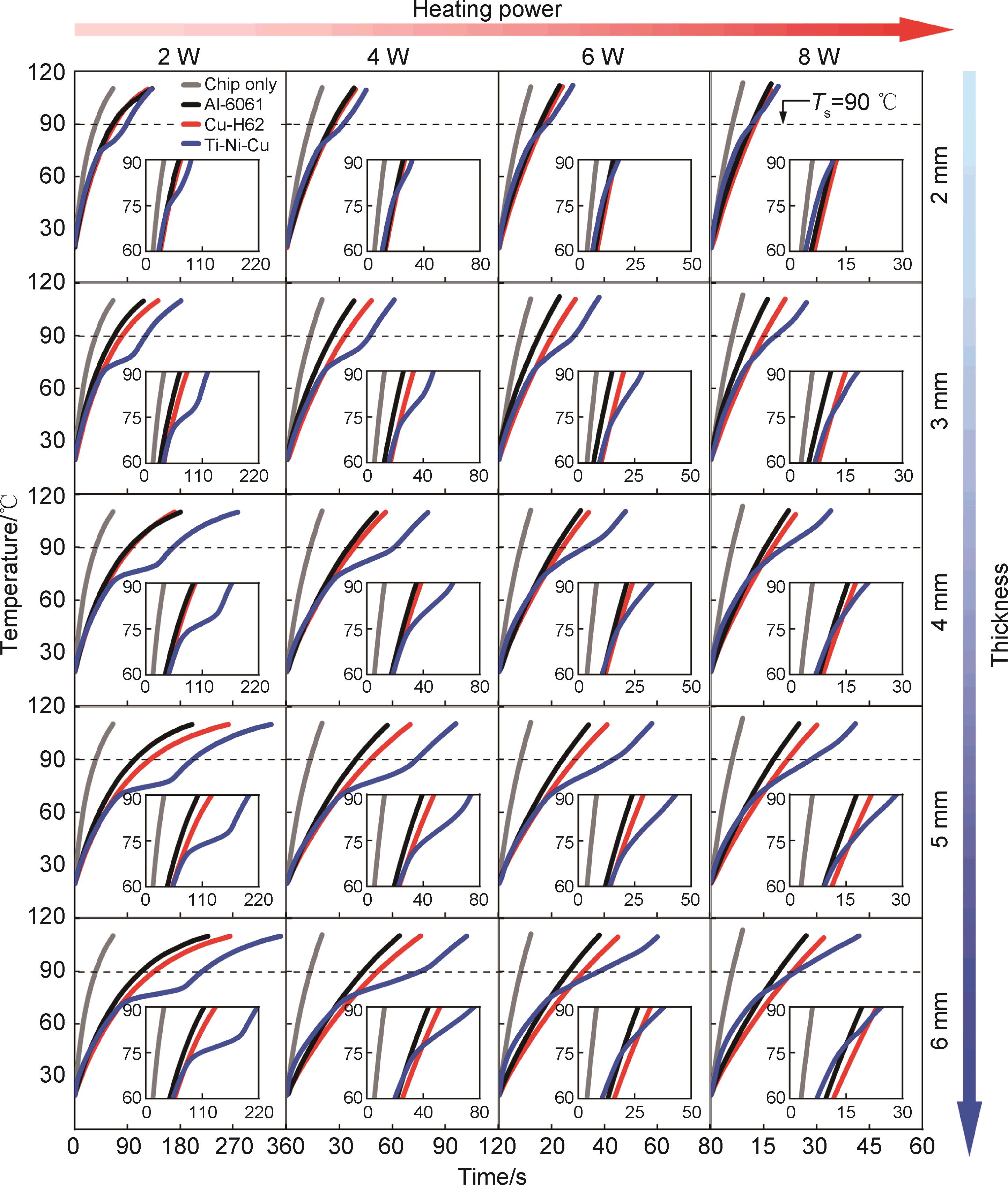
HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 62-70. https://doi.org/10.11868/j.issn.1001-4381.2025.000300Aiming at the contradiction between the high heat flux density heat dissipation requirement and the confined space of chips in the thin electronic devices, this work proposes a solid-state phase transformation thermal control technology based on the structure transformation of the alloys to meet the efficient heat dissipation requirement of chips in confined space. By comparing the thermal response characteristics of sensible thermal energy storage materials and solid-state phase transformation alloys, the effects of the type, the thickness of thermal energy storage materials and the heating power on the temperature rise behavior of the chip are systematically studied. The experiment results show that the Ti-Ni-based solid-state phase transformation alloys with martensite ↔ austenite structure transformation exhibit significant thermal energy storage advantages benefiting from the synergistic effect of structural sensible heat consumption and latent heat absorption of phase transformation. The thermal energy storage capacity per unit volume of the investigative Ti-Ni-based solid-state phase transformation alloys is 285.4 J·cm-3, which is 3.9 times and 2.8 times that of the 6061 aluminum alloys and H62 copper alloys, respectively. The test results of the chip in the working conditions show that the application of Ti-Ni-based solid-state phase transformation alloys can reduce the heating rate of the chip by up to 82%, and the time when the temperature of the chip reaches critical temperature is extended by up to 96% and 73% respectively compared with the architectural systems of aluminum-6061 alloys and copper-H62 alloys. The parametric analysis results indicate that the measured time ( ) when the temperature of the chip reaches critical temperature using the Ti-Ni-based solid-state phase transformation alloys has a quadratic functional relationship ( ) with the thickness (h) of the thermal energy storage alloy layers, and shows an exponential attenuation law ( ) with the heating power ( ). The solid-state phase transformation alloys are able to absorb sensible heat through intrinsic specific heat capacity and extend the duration of the slowly rising temperature of the chip through latent heat effect. Both of the two abilities form a dual-mode intelligent thermal control response mechanism of “sensible heat absorption-latent heat buffering” during the heating process. This work confirms that solid-state phase transformation alloys can achieve effective thermal buffering in millimeter-level narrow space, providing a new solution for compact thermal management of miniaturized electronic devices.
-
 HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 71-82. https://doi.org/10.11868/j.issn.1001-4381.2025.000666
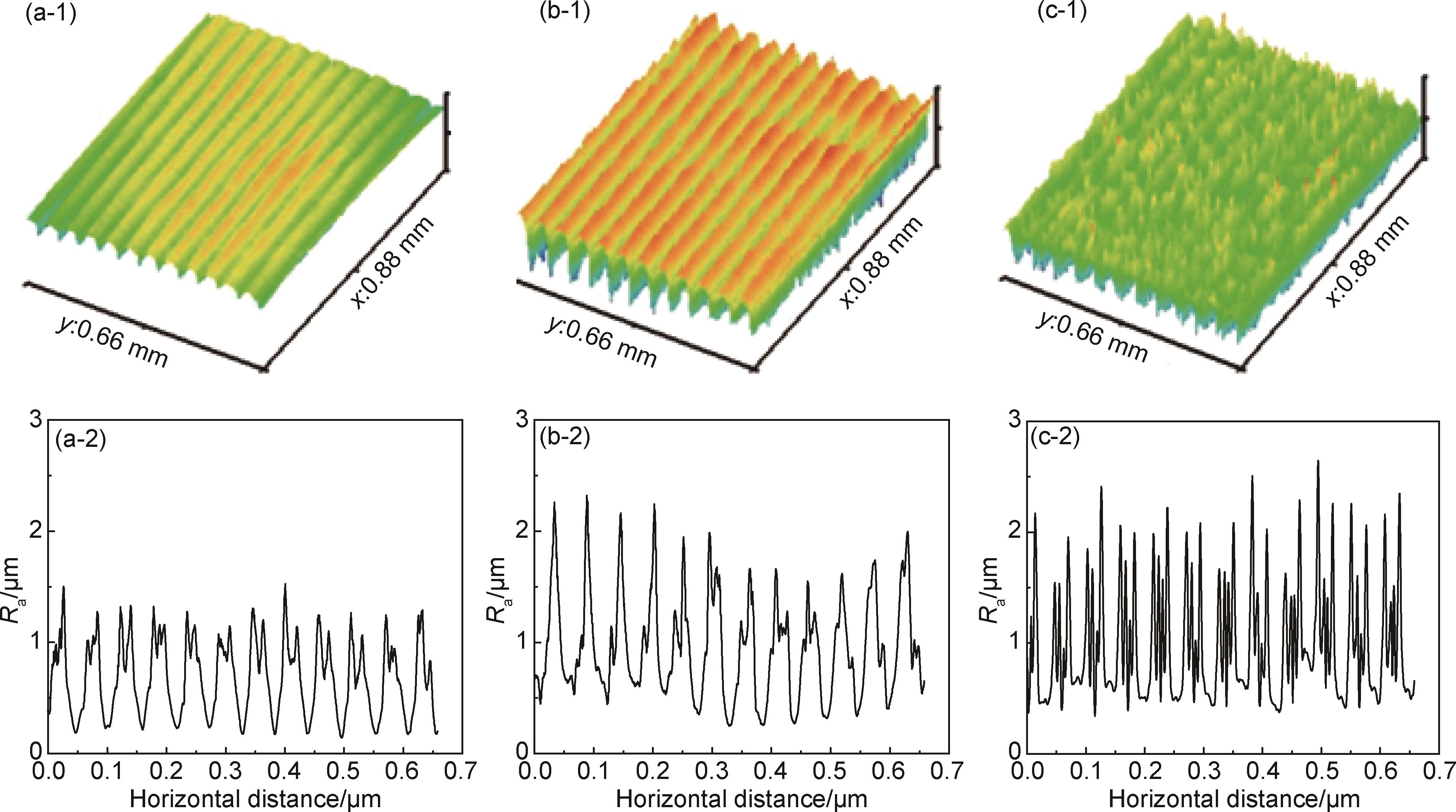
HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 71-82. https://doi.org/10.11868/j.issn.1001-4381.2025.000666NiTi alloy has garnered significant attention due to its unique functional properties, and laser powder bed fusion has become the mainstream additive manufacturing technique for producing NiTi alloy components. However, the surface roughness of as-fabricated parts is generally too high to permit direct assembly and application, and it is difficult to reduce via conventional machining. Laser remelting, as a non-contact surface treatment technique, can modify the surface morphology and microstructure of materials. This work aims to reduce the surface roughness of NiTi alloy fabricated by laser powder bed fusion through laser remelting, and to elucidate its effects on the mechanical and functional properties of the alloy. Based on experimental data, a regression equation relating the laser remelting process parameters to surface roughness is established. The optimal parameter combination is determined through response surface optimization. The differences in mechanical properties and superelasticity of the alloy before and after laser remelting are evaluated, and the underlying mechanisms are analyzed via microstructure characterization. The results show that the optimal parameter combination for laser remelting is a defocusing distance of 175 mm, a spot diameter of 0.1 mm, a pulse frequency of 250 MHz, a laser power of 60.2 W, and a scanning speed of 1966.4 mm/s. After remelting, the roughness of the alloy decreases from 8.04 μm to 0.763 μm, the tensile strength increases from 588 MPa to 656 MPa, and the stable recoverable strain in tensile superelasticity improves from 2.1% to 2.8%. The enhancement in strength can be primarily attributed to grain refinement in the remelted surface layer, while the improved superelastic stability and recoverable strain result from the synergistic effects of grain refinement and the precipitation of Ti2Ni phase.
-
 HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 83-89. https://doi.org/10.11868/j.issn.1001-4381.2025.000314
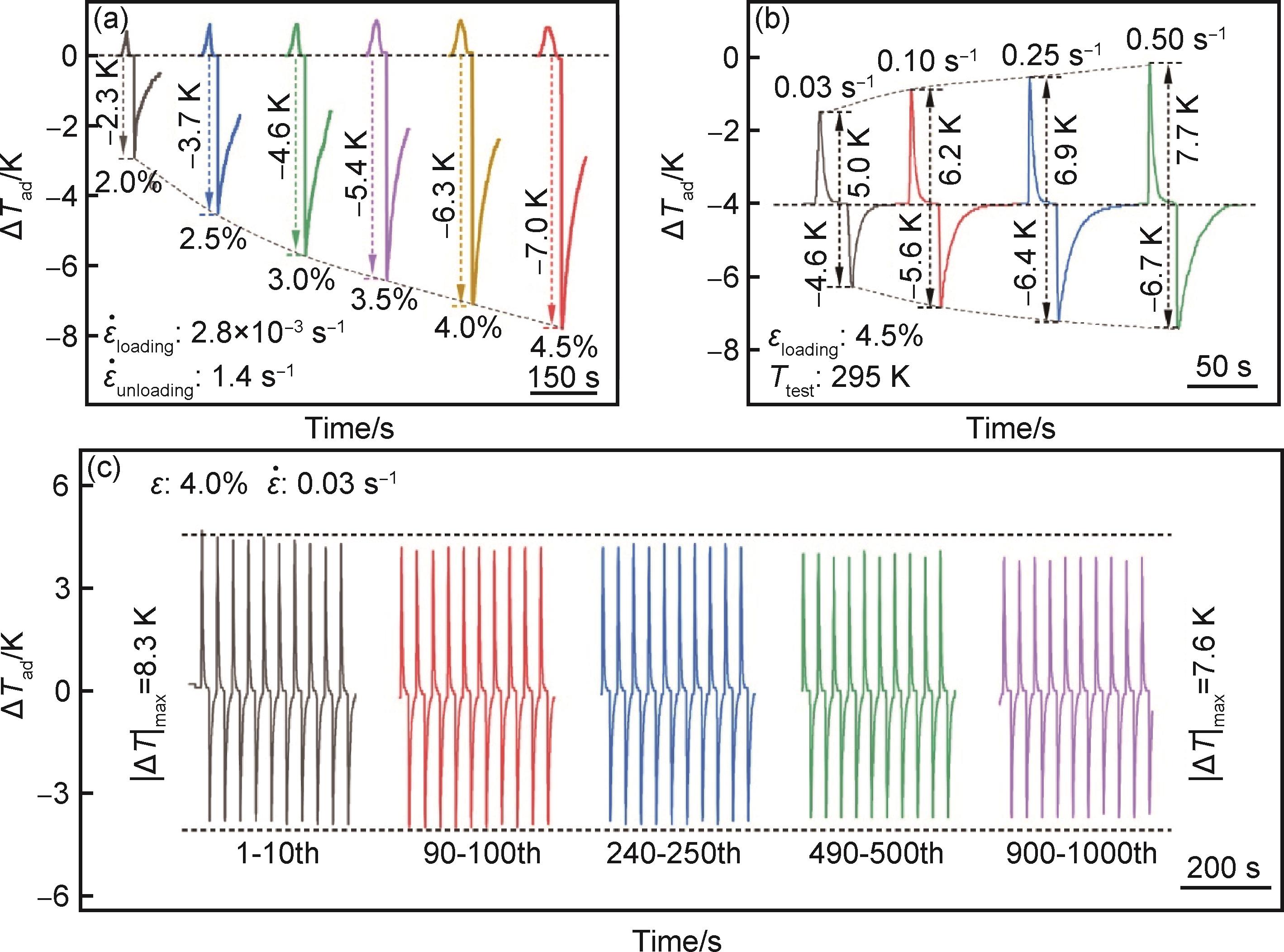
HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 83-89. https://doi.org/10.11868/j.issn.1001-4381.2025.000314Developing shape memory alloys with well-balanced comprehensive elastocaloric performance is essential for advancing solid-state refrigeration technologies. Given the excellent mechanical properties and superelasticity of TiZrMoSn alloys, their crystal structure, martensitic transformation, superelasticity, and elastocaloric effect are systematically investigated. By introducing a textured, coarse-grained microstructure to enhance the elastocaloric response and reduce stress hysteresis, alongside a Mo-alloying strategy to tune the stability of austenite and optimize phase transformation reversibility and critical stress, a TiZrMoSn alloy with superior comprehensive performance is successfully developed. The results show that the Ti76Zr18Mo3Sn3 alloy exhibits a dual-state grain structure (columnar and equiaxed grains) with a dominant 〈001〉A texture. Under a strain of 4.5%, the alloy reaches a maximum superelastic stress of 700 MPa, a critical transformation stress of 211 MPa, and a stress hysteresis of about 100 MPa, demonstrating high-stress superelasticity with low energy dissipation. At room temperature, the alloy exhibits a peak adiabatic temperature change (ΔT ad) of -7 K, approaching the highest values reported for Ti-based alloys. After 103 elastocaloric cycles, ΔT ad only decays by 8%, showing excellent cycling stability. Moreover, the alloy exhibits a wide theoretical working temperature window of up to 220 K, with ΔT ad remaining stable (≈7.5 K) across the 300-370 K range, highlighting its outstanding temperature stability and broad applicability in elastocaloric refrigeration.
-
 HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 90-100. https://doi.org/10.11868/j.issn.1001-4381.2025.000416
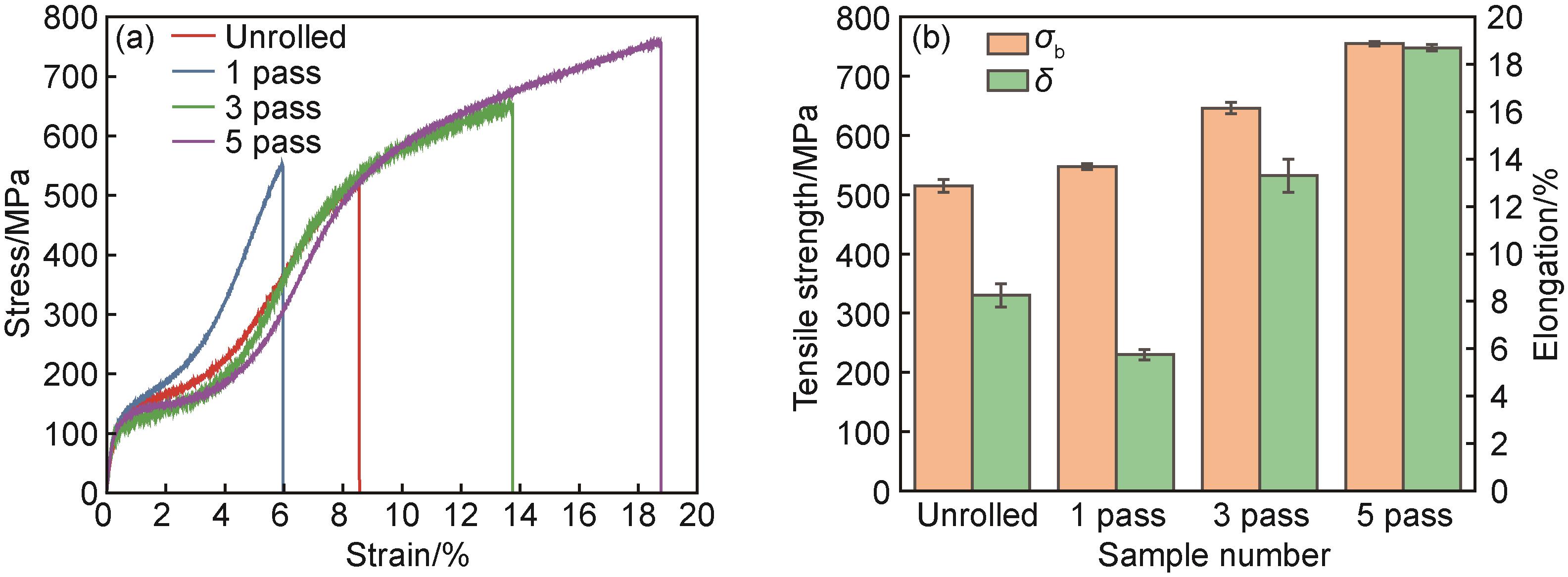
HIGH-PERFORMANCE SHAPE MEMORY MATERIALS COLUMN2026, 54(7): 90-100. https://doi.org/10.11868/j.issn.1001-4381.2025.000416Equiatomic TiNi shape memory alloys reinforced by TiB particle are prepared via vacuum arc melting by introducing MoB powder particles with varying mass fractions. The influences of in situ reaction products on the microstructure, mechanical properties, and shape memory effect of the alloy are systematically investigated. Moreover, the mechanical properties are further optimized by multi-pass cold-rolling and subsequent annealing treatment. The experimental results indicate that the alloy exhibits optimal comprehensive mechanical properties with tensile strength increasing from 461 MPa to 522 MPa and elongation after fracture rising from 4.5% to 8.6%, when the MoB addition amount is 0.1%(mass fraction). In addition, the alloy maintains a high shape recovery rate of 93.3% under 3% pre-compression strain.The mechanical properties of the alloy are further improved subjected to cold rolling and annealing treatment. For instance, the tensile strength and elongation after fracture respectively increase to 757 MPa and 18.8% after 5 passes of cold-rolling (75% deformation) and annealing, representing increases of 45% and 118.6% compared to the unrolled alloy. Microstructural analysis reveals that the Ti2Ni precipitate particles are severely fragmented during the rolling process, resulting in reduced particle size. Recovery and recrystallization take place in the deformation zones, with the matrix exhibiting submicron grains, nanoscale martensitic structures, and nanotwins. High-density dislocations are observed both within the matrix and surrounding the TiB particles. Finally, the improved mechanism of the comprehensive mechanical properties of the TiNi alloy is systematically discussed through the evolution of microstructure.
-
 2026, 54(7): 101-116. https://doi.org/10.11868/j.issn.1001-4381.2025.000489
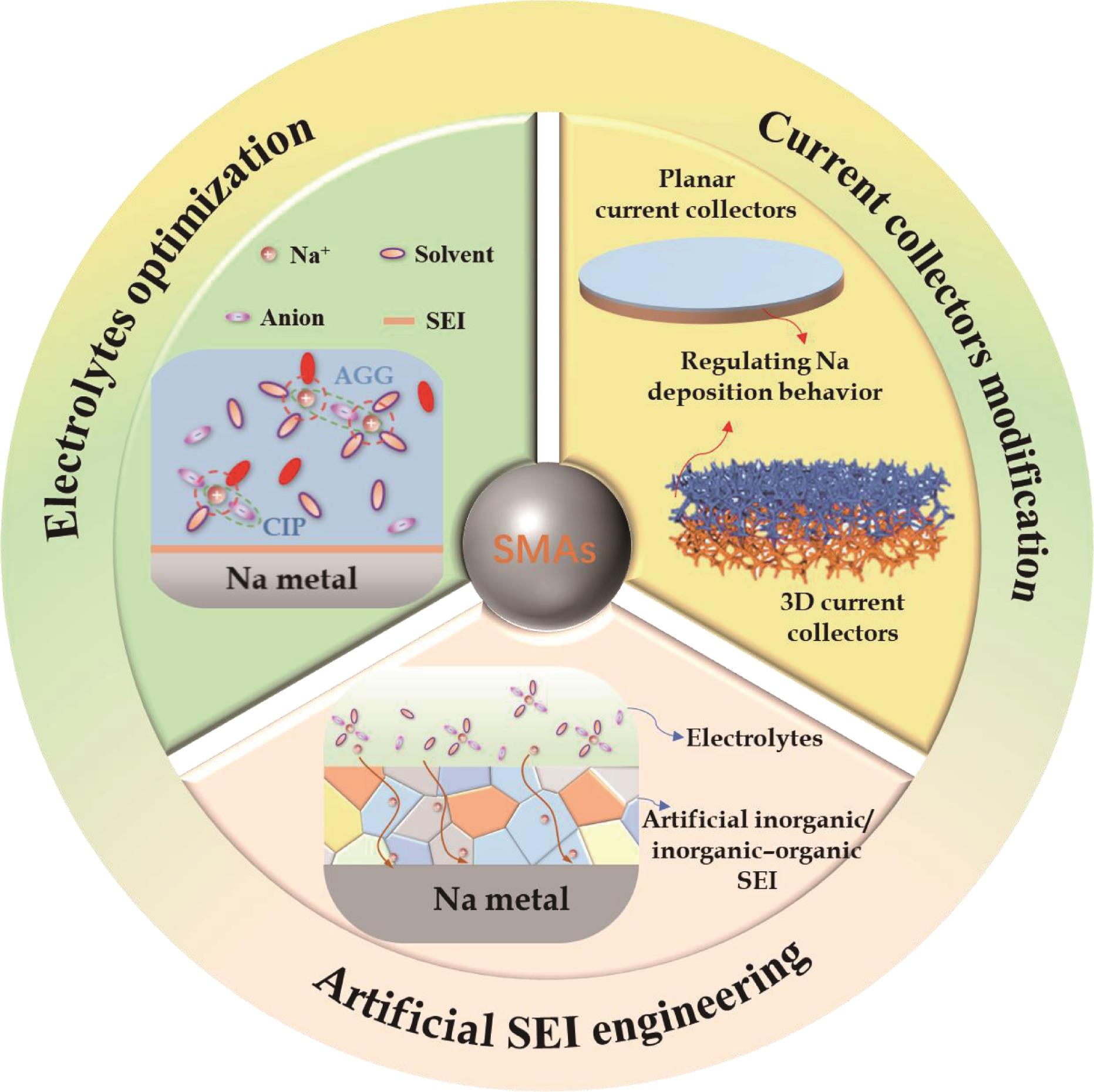
2026, 54(7): 101-116. https://doi.org/10.11868/j.issn.1001-4381.2025.000489Sodium metal is regarded as one of the most promising anode materials for sodium metal batteries due to its high specific capacity (1166 mAh·g-1), low reduction potential (-2.71 V vs. the standard hydrogen electrode), and low cost. However, unstable solid electrolyte interphase (SEI), inevitable volume expansion, and uncontrollable dendrite growth have hindered the practical application of sodium metal anodes (SMAs). Currently, strategies such as electrolyte optimization, current collector design, and artificial SEI construction have been developed to achieve stable SMAs. In this review, the latest strategies adopted in the design of electrolytes, current collectors, and artificial SEI have been systematically summarized. Firstly, the optimization strategies of electrolytes are reviewed, including the optimization of solvents and salts, and additives to regulate the solvation structures to achieve high-performance SEI. Then, the modification strategies of current collectors to regulate sodium deposition behavior are discussed, aiming to achieve uniform sodium deposition, alleviate volume changes, and avoid the formation of dendrites. Moreover, the latest progress in improving the performance of SMAs by artificial SEI layers is systematically reviewed. Finally, the future researches and prospects for high-performance sodium metal batteries are also proposed.
-
 2026, 54(7): 117-132. https://doi.org/10.11868/j.issn.1001-4381.2025.000288
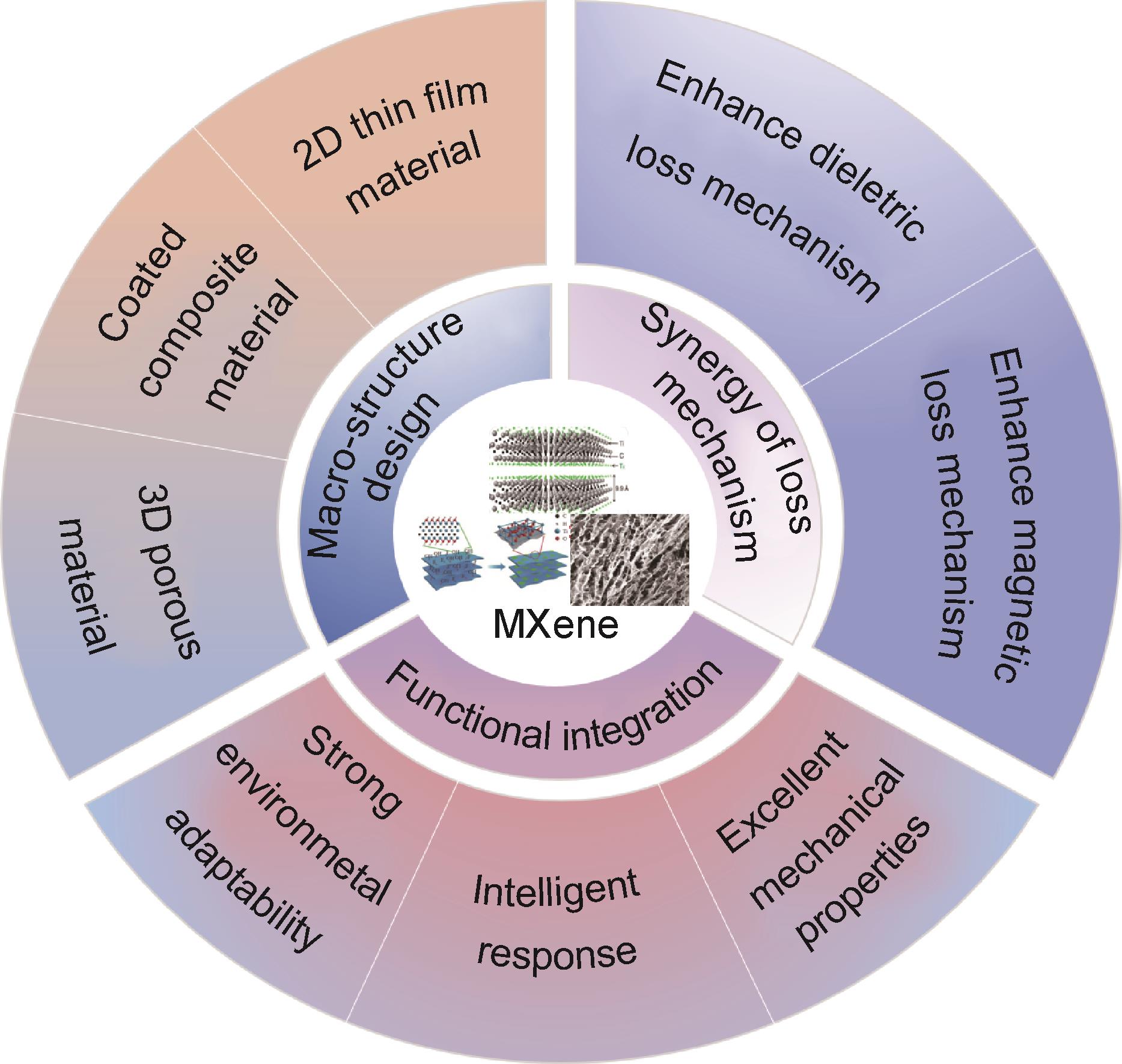
2026, 54(7): 117-132. https://doi.org/10.11868/j.issn.1001-4381.2025.000288High-performance electromagnetic interference (EMI) shielding materials have consistently been a focal point in the research endeavors related to informatization construction across the globe. MXene, a novel class of layered two-dimensional transition metal carbide/nitride materials, is characterized by its outstanding electrical conductivity, substantial specific surface area, abundant surface functional groups, and exceptional mechanical properties. These features endow it with vast application potential in the realm of electromagnetic protection. Drawing on an introduction to the EMI shielding mechanism and commonly employed EMI shielding materials, this review comprehensively summarizes the current research advancements of MXene-based materials in the field of EMI shielding from three perspectives: electromagnetic synergistic loss, functional integration, and macro-structure design. Moreover, it highlights the immense potential of MXene-based materials in extreme environment applications and multi-functional integration.
-
 2026, 54(7): 133-148. https://doi.org/10.11868/j.issn.1001-4381.2025.000703
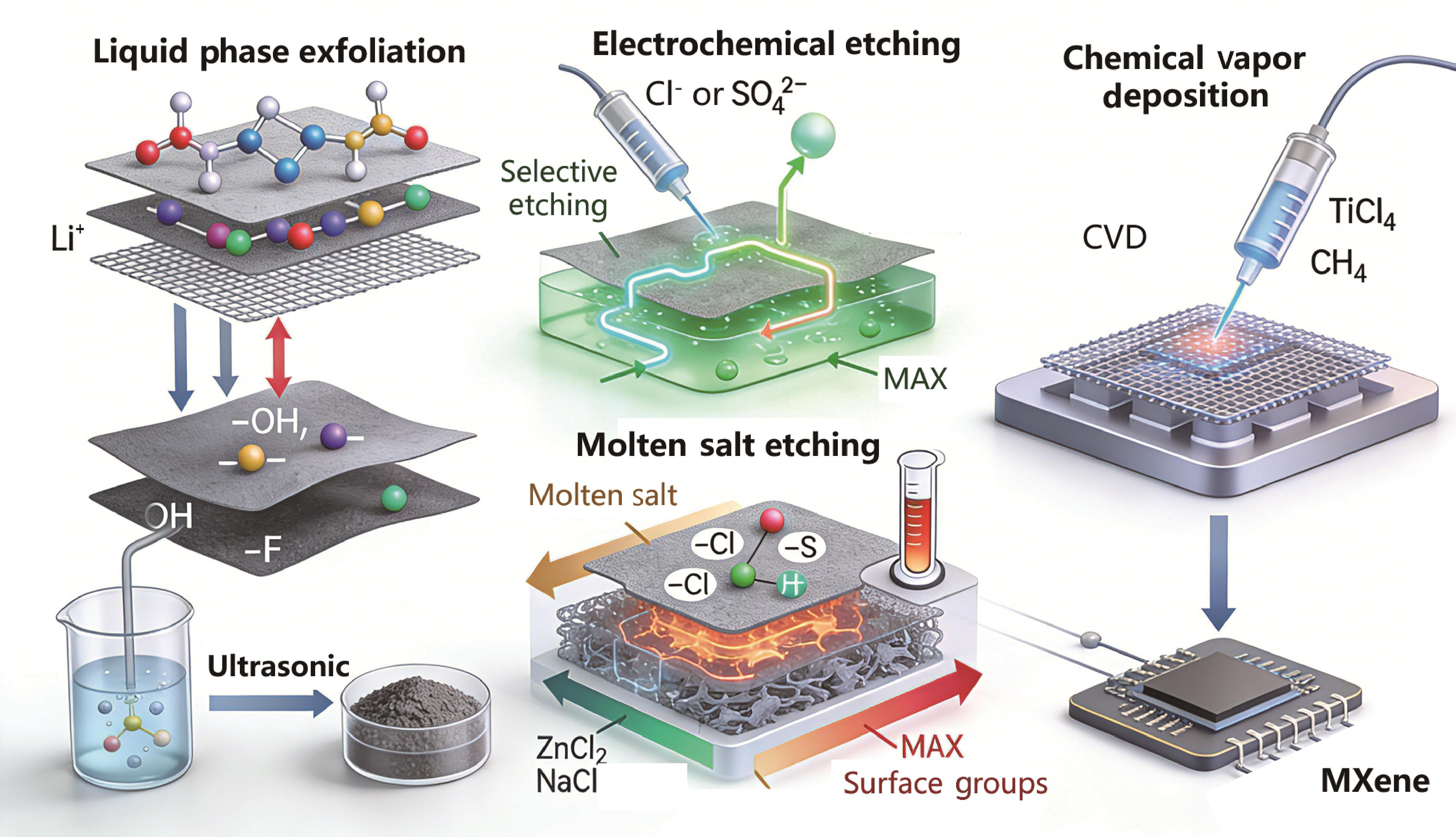
2026, 54(7): 133-148. https://doi.org/10.11868/j.issn.1001-4381.2025.000703MXene, a cutting-edge two-dimensional transition metal carbide/nitride material, has exhibited immense potential for applications across diverse fields. This potential stems from its distinctive layered structure, exceptional electrical conductivity, rich surface chemistry, and adjustable physical properties. This article presents a comprehensive review of the research and application progress of MXene materials in the aviation sector. MXene’s application potential are analyzed selectively in lightweight structures, electromagnetic interference shielding, sensors, energy systems, and thermal management. The article delves into the synthesis methods and structural characteristics of MXene, highlighting their compatibility with the performance requirements of aviation materials. Through tabular presentations and data analysis, it compares the performance disparities between MXene and traditional aviation materials. Meanwhile, this review summarizes the current innovative breakthroughs in the aviation applications of MXene, such as ultra-lightweight composites, self-healing coatings, and multifunctional integrated systems, and expounds on their scientific significance. In light of the challenges encountered in the aviation application of MXene, including scalable production, environmental stability, and cost management, corresponding solutions and development directions are proposed. Finally, based on the current research landscape, the article prospects future development trends for MXene in the aviation field, covering green synthesis processes, intelligent design, and large-scale industrialization routes. This review aims to serve as a valuable reference and guide for in-depth research and engineering application of MXene in the aviation domain.
-
 2026, 54(7): 149-160. https://doi.org/10.11868/j.issn.1001-4381.2024.000471
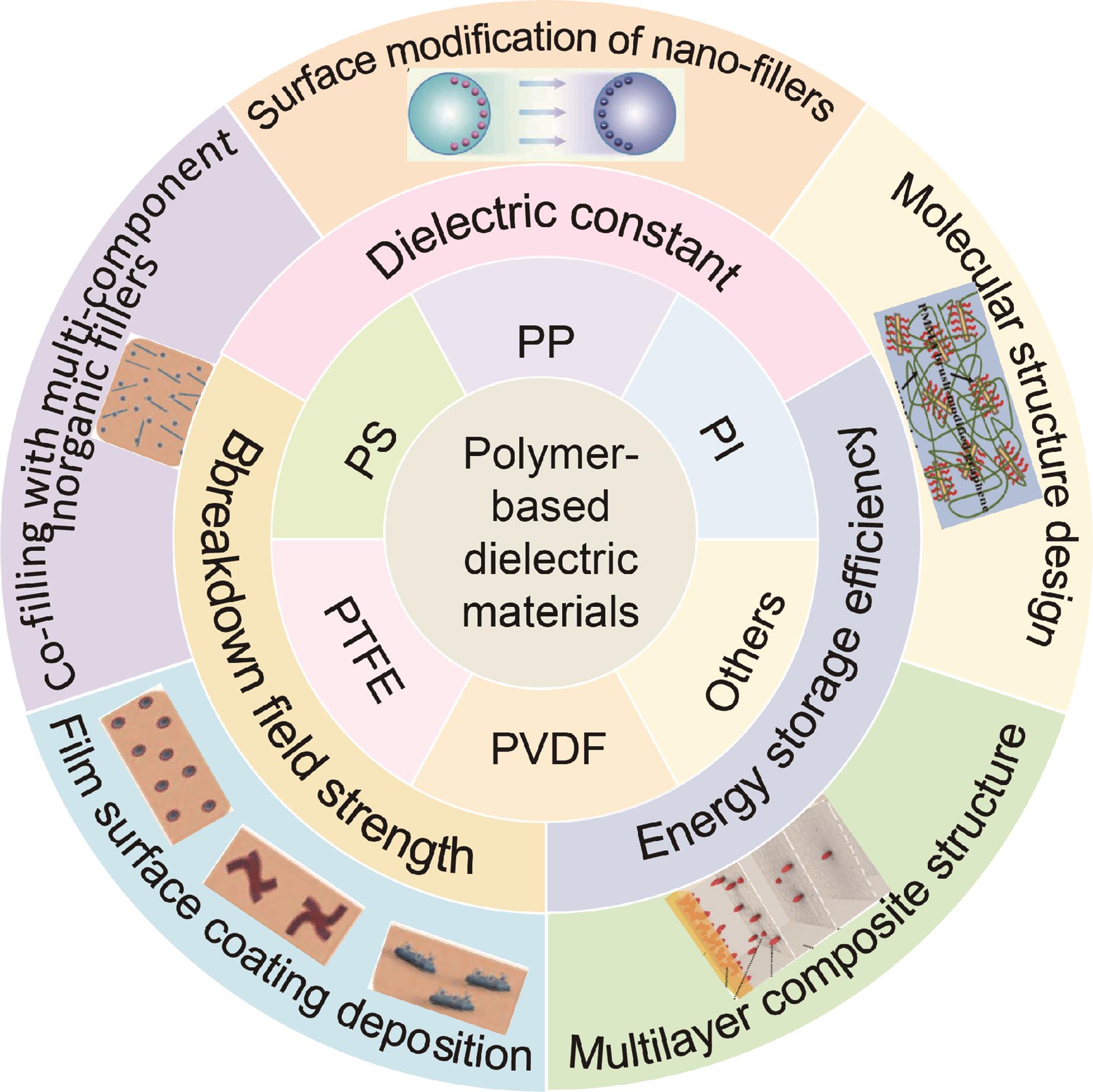
2026, 54(7): 149-160. https://doi.org/10.11868/j.issn.1001-4381.2024.000471In recent years, capacitors have become widely utilized as core components in modern electrical equipment and electronic facilities, due to advancements in electric power systems, communication, and the electronic industry. However, film capacitors cannot meet the demand for future device miniaturization due to limitations in energy storage density and temperature resistance. Therefore, the advancement of dielectric materials with high energy storage density is crucial for achieving compact and lightweight dielectric capacitors in the future. This review offers a succinct summary of the research progress in polymer-based film capacitor dielectric materials. It begins by discussing the energy storage materials used in polymer-based film capacitors, including their structural properties, dielectric properties, and energy storage mechanisms. The study focuses on various dielectric materials, such as polypropylene-based, polyimide-based, polyvinylidene fluoride, polystyrene-based, and polytetrafluoroethylene-based. It also includes an analysis and summary of the advantages and disadvantages of each material,which includes the improvement of its energy storage density, the regulation of its temperature resistance, and the optimization of its preparation process. Finally, in view of some existing shortcomings and deficiencies of the current polymer-based film capacitor energy storage materials, the development direction of polymer-based dielectric materials is prospectively discussed.
-
 2026, 54(7): 161-176. https://doi.org/10.11868/j.issn.1001-4381.2024.000363
2026, 54(7): 161-176. https://doi.org/10.11868/j.issn.1001-4381.2024.000363Copper is widely used in conventional industries owing to its excellent electrical and thermal conductivity. With the growing demand for complex copper components featuring higher manufacturing accuracy, lower cost, and improved material utilization, additive manufacturing (AM) has opened up new opportunities for processing copper and its alloys. This review summarizes the major production routes for copper powders and wires, including electrolytic methods, plasma rotating electrode processing, atomization, wire drawing, and wire fabrication method,and compares their advantages, limitations, and suitable application scenarios. It further highlights recent progress in AM technologies for copper alloys, such as powder bed fusion, directed energy deposition, binder jetting, cold-spray additive manufacturing, and wire-based electron beam additive manufacturing, and systematically discusses their advantages, bottlenecks, and key technical challenges in fabricating copper parts. In addition, the effects of copper’s intrinsic material characteristics—high reflectivity, high thermal conductivity, susceptibility to oxidation, and high thermal expansion coefficient on AM processes are analyzed. Finally, potential mitigation strategies are proposed, including appropriately increasing scan spacing and laser power, switching laser sources, surface modifications, and post-processing treatments.
-
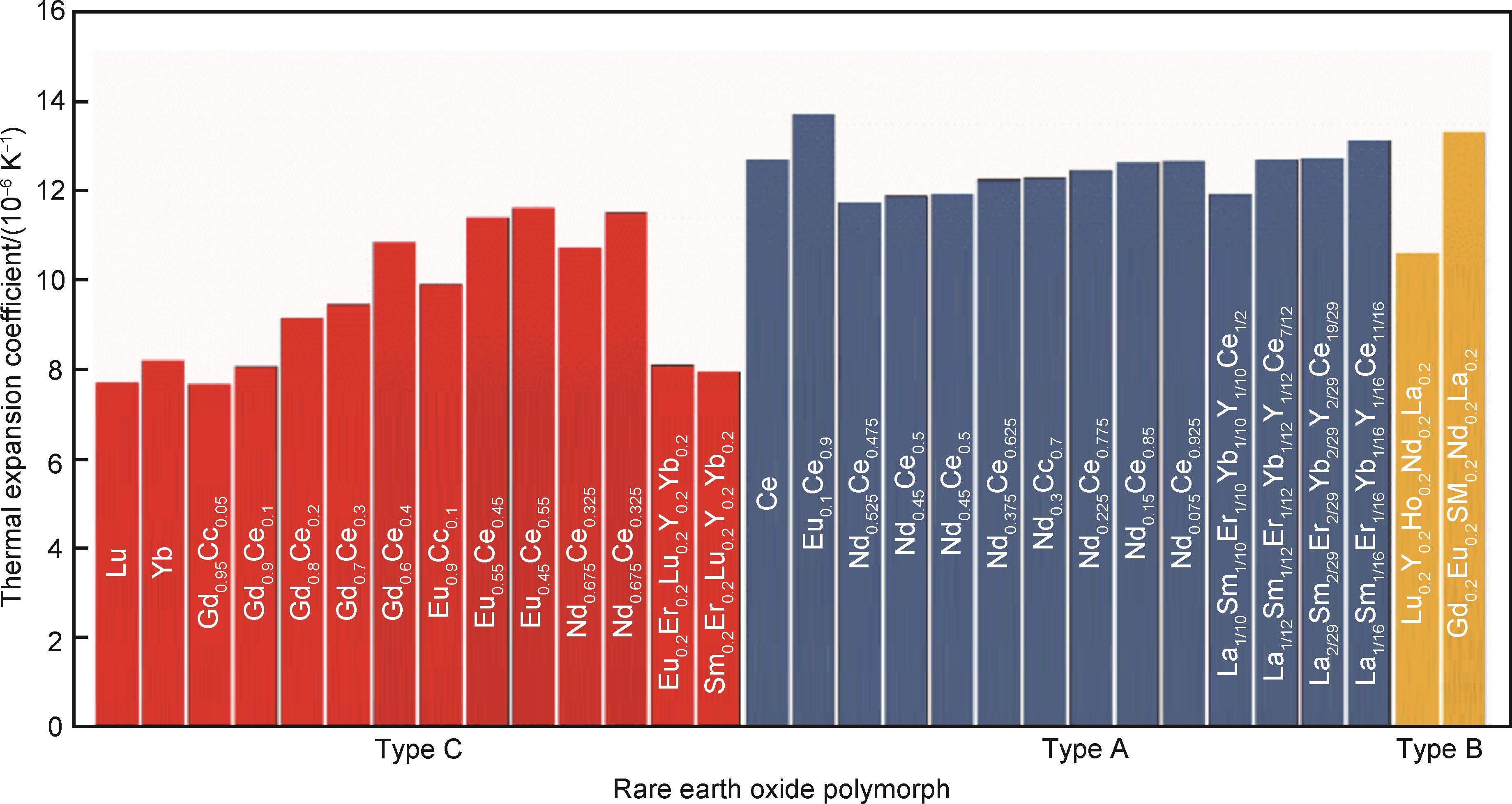 2026, 54(7): 177-191. https://doi.org/10.11868/j.issn.1001-4381.2025.000111
2026, 54(7): 177-191. https://doi.org/10.11868/j.issn.1001-4381.2025.000111The development and manufacturing capability of aeroengines embodies the country's comprehensive national strength and the level of cutting-edge science and technology and is also an important guarantee for national defense and security. Silicon carbide fiber-reinforced silicon carbide (SiCf/SiC) composites have been developed as promising structural materials that are applied in the hot-end components of high thrust-to-weight ratio aeroengines, due to their high temperature capability, high strength, low density, high thermal shock resistance, etc. The typical service environment of high-temperature structural components in the new generation of high thrust-to-weight ratio aeroengines is extremely harsh, with the gas-side wall temperature reaching up to 1500 ℃; however, the reliable service temperature of the third generation of SiCf/SiC composites is about 1350-1400 ℃. Therefore, it is necessary to apply a thermal/environmental barrier coating (T/EBC) system with high temperature resistance, low thermal conductivity, thermal expansion matching the matrix, and excellent corrosion resistance, which is expected to provide both thermal protection and gas corrosion resistance for the SiCf/SiC composites. Rare earth oxide ceramic materials, such as rare earth phosphates, tantalates, hafnates, zirconates, aluminates, and pure rare earth oxides, exhibit high average atomic weight, weak atomic bonds, complex crystal structure, and high concentration of oxygen vacancies, etc. These properties fulfill the necessary requirements for protective coating materials, making them highly promising candidates for T/EBC applications and a key focus of current research.In this paper, the roadmap of development on T/EBC systems as well as various rare earth oxide ceramics is reviewed. Particularly, the thermal-mechanical and corrosion properties of rare earth oxide ceramics, such as elastic modulus, thermal expansion, thermal diffusivity, thermal conductivity, and corrosion resistance against CMAS melts, etc., are comprehensively reviewed and discussed. Moreover, given that the thermal-mechanical properties and corrosion resistance of rare earth oxides are closely related to the type of rare earth elements, it is proposed that designing high-entropy rare earth oxides-based materials is a rational strategy to achieve a synergetic optimization of the thermal-mechanical properties and corrosion resistance of these materials. Specifically, by adjusting the ratio of various rare earth elements in high-entropy oxides, controlling the average size of ions in rare earth oxides, and comprehensively considering the thermophysical and corrosion resistance properties of various rare earth elements, the performance of the material can be flexibly modified, which further promotes their application in the next-generation T/EBC coating system.At last, by reviewing the current research stage, we propose that the future development directions of the next generation turbine components of aero-engines highly rely on the multi-level design and whole-process preparation technology of high-quality coatings, including the efficient screening of coating materials, the innovative architectural design and microstructure modulation for coatings, advanced coating spraying technology, and the discovery of new mechanisms to slow down the corrosion and damage rate of coatings under thermal-oxidation coupled environment, etc., especially for the application of new T/EBC coatings at temperatures above 1500 ℃. These research and advanced technologies are expected to generate new breakthroughs in the development of T/EBC for high-temperature structural components made of SiCf/SiC composites in next-generation aero-engines.
-
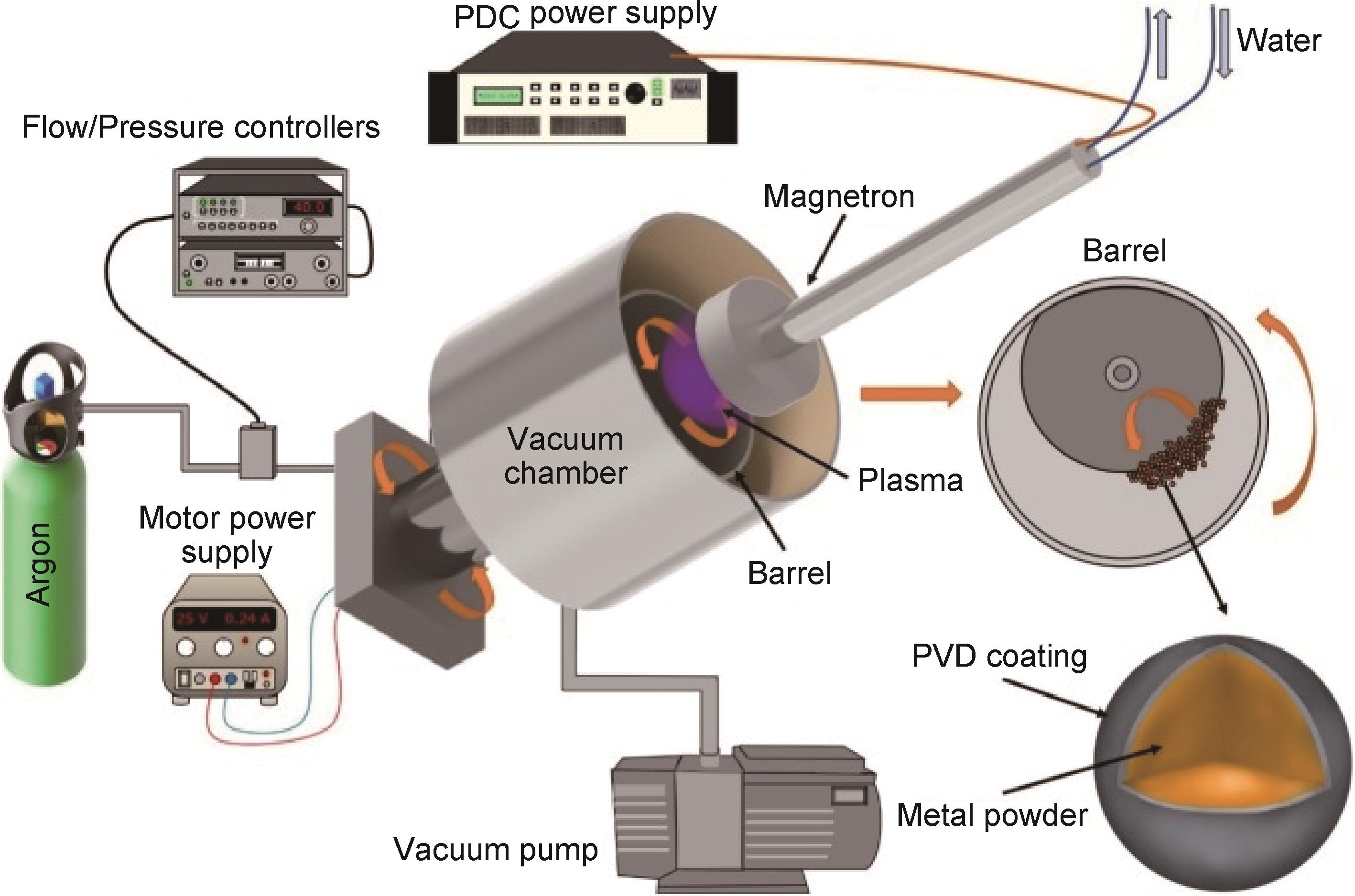
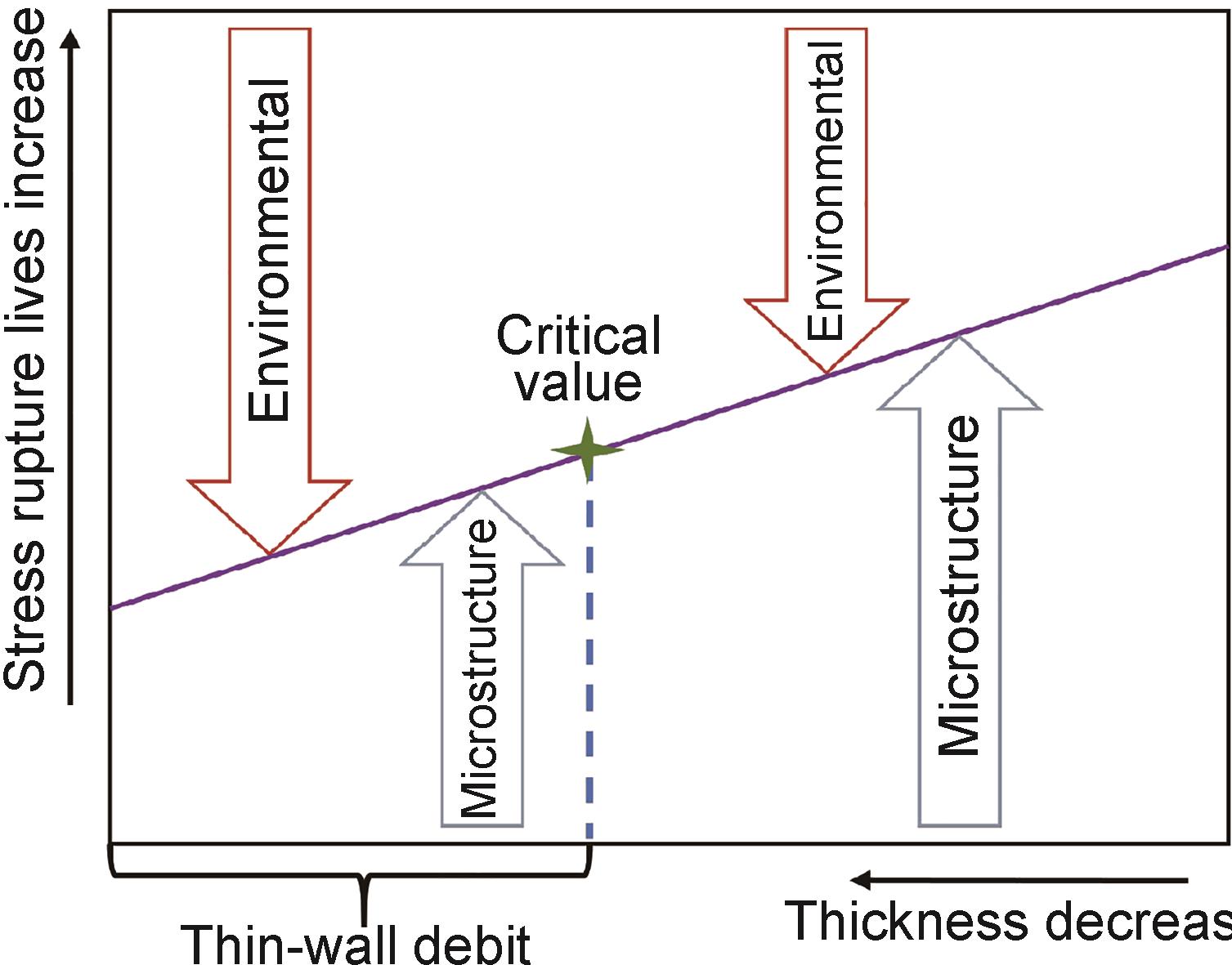 2026, 54(7): 192-200. https://doi.org/10.11868/j.issn.1001-4381.2025.000499
2026, 54(7): 192-200. https://doi.org/10.11868/j.issn.1001-4381.2025.000499Thin-walled specimens of DD6 single-crystal superalloy with varying thicknesses are fabricated using the Bridgman method. An investigation is carried out to examine the influence of cross-sectional size on the stress-rupture properties of these thin-walled specimens under the conditions of 980 ℃/250 MPa and 1100 ℃/130 MPa. The results reveal that a thin-walled phenomenon occurs in specimens with a thickness less than 1.0 mm at 980 ℃/250 MPa and less than 1.5 mm at 1100 ℃/130 MPa. This thin-walled becomes more pronounced at elevated temperatures. The reduction in the effective loading area, which is attributed to oxidation and internal nitridation, serves as the primary factor contributing to the decline in the stress-rupture properties of thin-walled specimens. Based on the relationship between creep properties and microstructure, a concept of the thin-wall effect coefficient for single-crystal superalloys has been proposed. By utilizing specific surface area as a crucial intermediate variable, this method facilitates the extrapolation of the creep life for thin-walled components.
-
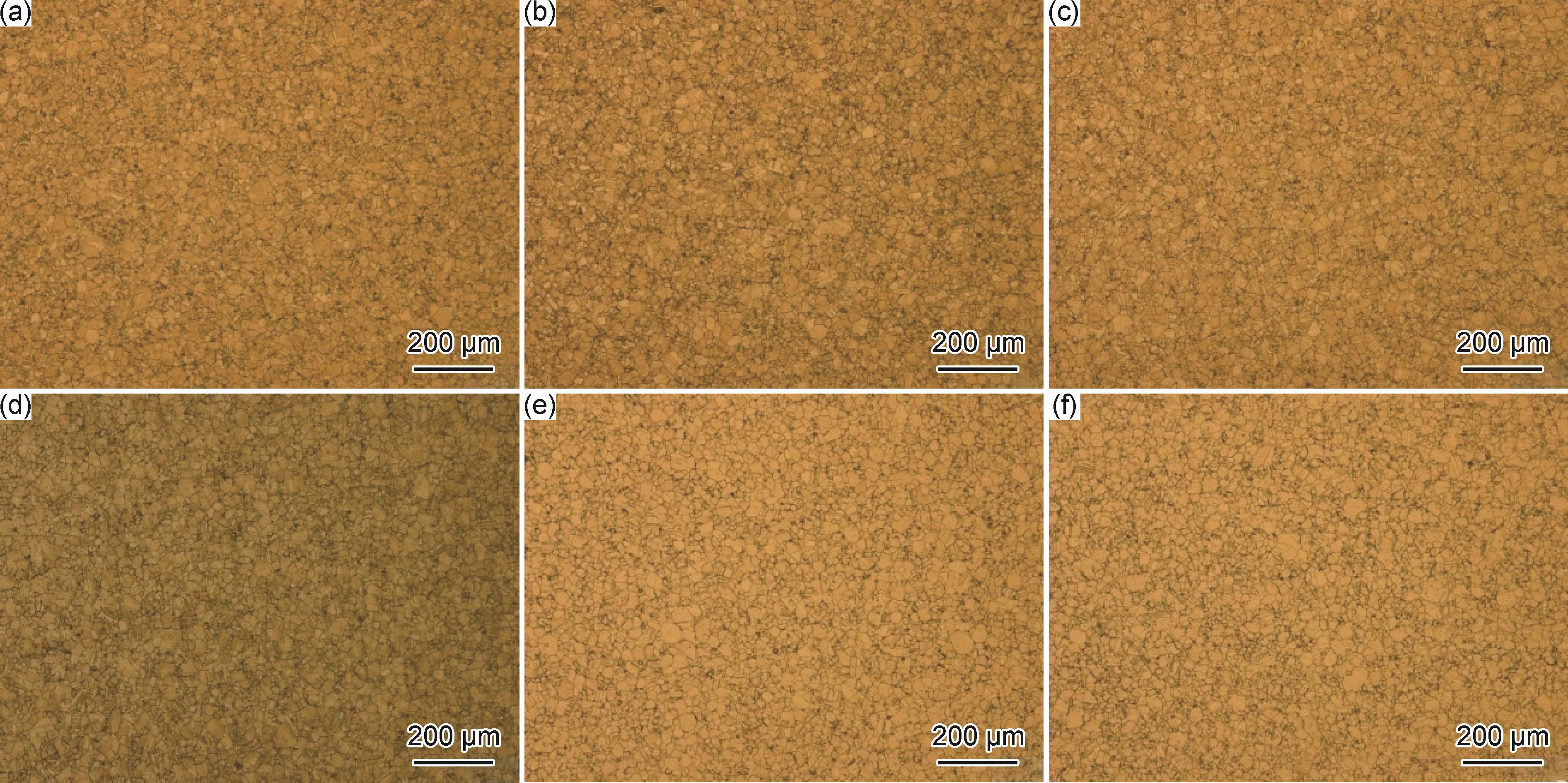 2026, 54(7): 201-211. https://doi.org/10.11868/j.issn.1001-4381.2025.000478
2026, 54(7): 201-211. https://doi.org/10.11868/j.issn.1001-4381.2025.000478The cooling process following solution heat treatment significantly influences the microstructure and mechanical properties of powder metallurgy superalloy turbine disks. This study investigates the effects of air-forced cooling process parameters, including gas flow rate, air pipe diameter, and disk rotation, on the temperature distribution and cooling rate of turbine disk billets.The results reveal that an increase in the gas flow rate enhances the surface heat transfer of the turbine disk billet, creating a larger temperature gradient and achieving a higher cooling rate. When the gas flow rate remains constant, reducing the air pipe diameter leads to an increase in the local gas flow velocity, thereby strengthening the surface heat convection and raising the cooling rate. During rotation, the internal temperature gradient of the disk is reduced, resulting in a more uniform temperature distribution.The optimized air-forced cooling parameters, namely a gas flow rate of 240 m/s, an air pipe diameter of 10 mm, and disk rotation, are validated through experiments. After heat treatment, the grain size is uniformly distributed, measuring ASTM 7.5-8. The closer to the surface of the turbine disk billet, the higher the cooling rate, the finer the γ' phase, and the better the creep performance. Conversely, the core of the turbine disk billet has the lowest cooling rate, a coarser γ' phase size, and relatively poor creep performance.The grain size and creep properties of turbine disk billets quenched by air-forced cooling are comparable to those quenched by conventional oil cooling. Moreover, the creep plastic elongation at 68 h during creep is superior to that of oil-cooled quenching. Therefore, air-forced cooling quenching holds great promise as a turbine disk preparation process.
-
 2026, 54(7): 212-221. https://doi.org/10.11868/j.issn.1001-4381.2025.000013
2026, 54(7): 212-221. https://doi.org/10.11868/j.issn.1001-4381.2025.000013To clarify the effect of composition optimization on the hot corrosion behavior of powder metallurgy superalloys, a new powder metallurgy superalloy (hereinafter referred to as the new alloy) and FGH96 superalloy are selected as research objects. Gas hot corrosion and salt-coated hot corrosion tests are carried out at 700, 750 ℃, and 800 ℃, and the hot corrosion behavior are analyzed by X-ray diffraction (XRD), scanning electron microscopy (SEM), and electron probe micro analysis (EPMA). The results show that the gas hot corrosion mechanism for both alloys is accelerated oxidation, while the salt-coated hot corrosion mechanism involves the synergistic effect of oxidation and sulfidation. Compared with the FGH96 alloy, the new alloy exhibits superior hot corrosion resistance, particularly at 800 ℃. This phenomenon is mainly attributed to the increasing contents of Co and Al element in the new alloy. The high Co and Al contents promote the rapid formation of continuous and dense Cr2O3 and Al2O3 scales on the alloy surface. Moreover, the high Co content suppresses the internal oxidation of Al and reduces the inward diffusion of sulfur through the third-element effect, resulting in a complete and continuous Al2O3 scale. This effectively protects the alloy substrate and reduces the oxidation and sulfidation rates of the alloy.
-
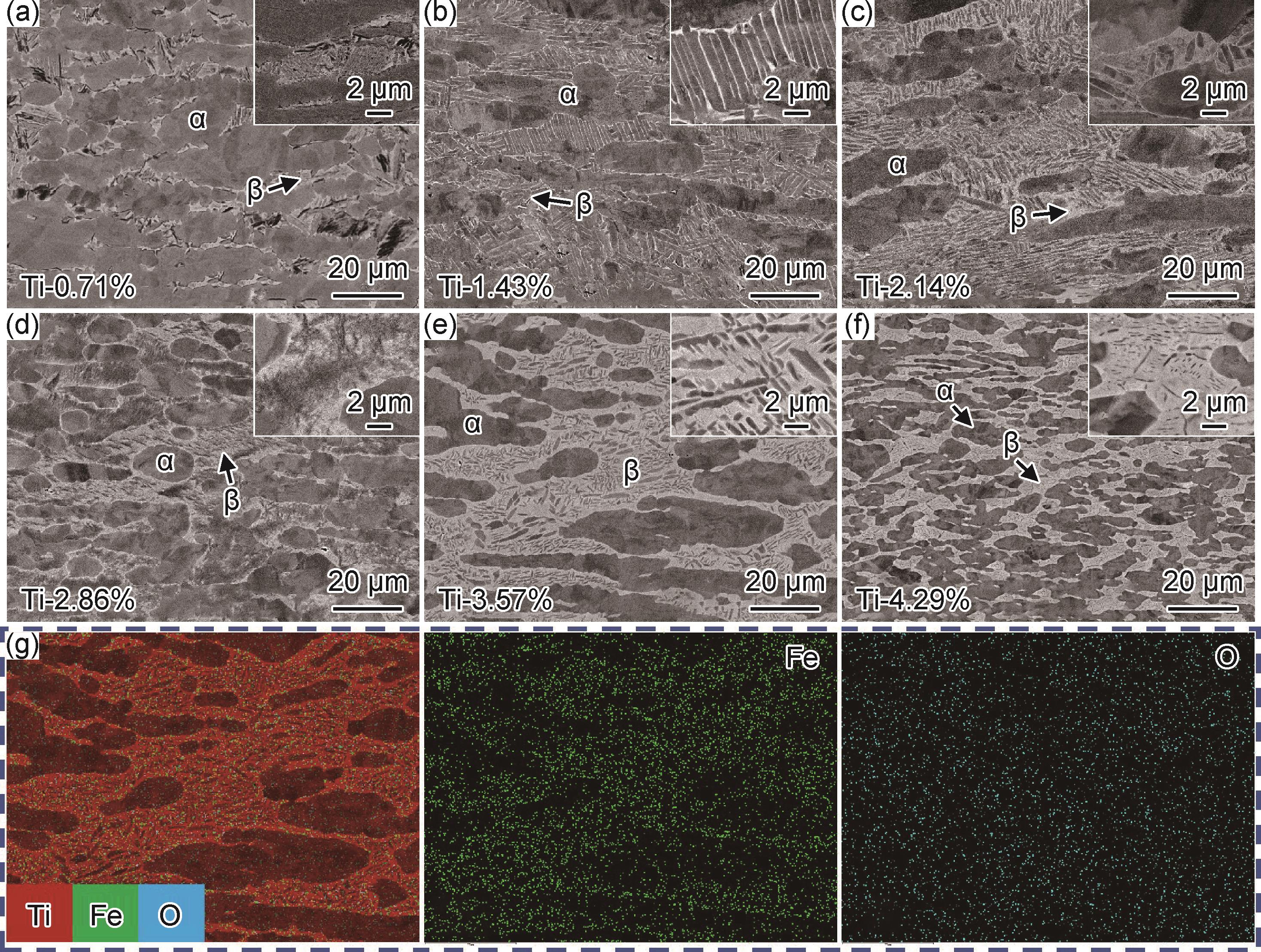 2026, 54(7): 222-230. https://doi.org/10.11868/j.issn.1001-4381.2025.000591
2026, 54(7): 222-230. https://doi.org/10.11868/j.issn.1001-4381.2025.000591Ti-Fe-O alloy with excellent comprehensive mechanical properties is prepared using resource rich Fe2O3 as a strengthening agent and pure Ti powder as raw material, based on ball milling powder mixing, electric field assisted hot pressing sintering technology, and hot rolling process. The impacts of Fe₂O₃ content and the particle size of Ti powder on the microstructure and quasi-tatic tensile properties of the Ti-Fe-O alloys is investigated. The research reveals that an increase in Fe₂O₃ content and a decrease in Ti powder size facilitate the formation of the β phase and refine the α phase grains within the alloy. Hot rolling leads to a significant enhancement in the comprehensive mechanical properties of Ti-Fe-O alloys. The strength improvement is attributed to the interstitial solid-solution strengthening by O elements, grain refinement strengthening resulting from the refinement of the α phase, and the precipitation strengthening of nano-scale acicular secondary α phase within the β phase. Under the condition where the pure Ti particle size ranges from 15 μm to 45 μm (D 30), the as-rolled Ti-0.71%Fe₂O₃ (Ti-0.58Fe-0.29O) and Ti-1.43% Fe2O3(Ti-1.08Fe-0.62O) alloys achieve an excellent strength-plasticity matching effect. Their tensile strengths and elongations at break reach 975 MPa with 20.6% elongation and 1128 MPa with 18.4% elongation, respectively.
-
 2026, 54(7): 231-240. https://doi.org/10.11868/j.issn.1001-4381.2024.000352
2026, 54(7): 231-240. https://doi.org/10.11868/j.issn.1001-4381.2024.000352The effect of solution temperatures,aging temperatures and aging time on the microstructure and mechanical properties of novel high-strength Ti-B25 titanium alloy is investigated by means of optical microscope,scanning electron microscope and electron backscatter diffraction. The results show that the microstructure of Ti-B25 titanium alloy consists of equiaxed primary α phase (αp) and β matrix after solution treatment. As the solution temperature increases,the volume fraction and size of αp phase gradually decrease,accompanied by the simultaneous deterioration of strength and ductility of the alloy. When the solution temperature is 780 ℃ and 800 ℃,with the increase of aging temperature,the secondary α phase (αs) coarsens and decreases in volume fraction,causing a decrease in strength and an increase in ductility. At the solution temperature of 800 ℃ and aging temperature of 600 ℃,with the increase of aging time,the αs phase continuously coarsens,and the volume fraction of αs phase increases firstly and then decreases,resulting in an increase and then a decrease in the strength of the alloy,but little change in the ductility. After solution and aging treatment at 800 ℃/1 h/AC+600 ℃/8 h/AC,the size and volume fraction of αs phase achieve a good balance,and the alloy achieves the best balance between strength and ductility. The tensile strength and yield strength reach 1270 MPa and 1220 MPa,respectively,while the elongation and reduction of area are 15% and 49%. Therefore,the optimal heat treatment scheme of the alloy is determined to be 800 ℃/1 h/AC+600 ℃/8 h/AC. After the optimal heat treatment,the volume fraction and grain orientation of α and β phases in the Ti-B25 titanium alloy microstructure change significantly. The volume fraction of the α phase and the proportion of high angle grain boundaries increase obviously. The α phase texture transforms from T-type texture to B-type texture,〈11 0〉∥TD and 〈10 0〉∥AD fiber texture,while the β phase texture changes from cubic texture to〈111〉∥TD fiber texture,and the texture intensity of both phases is enhanced.
-
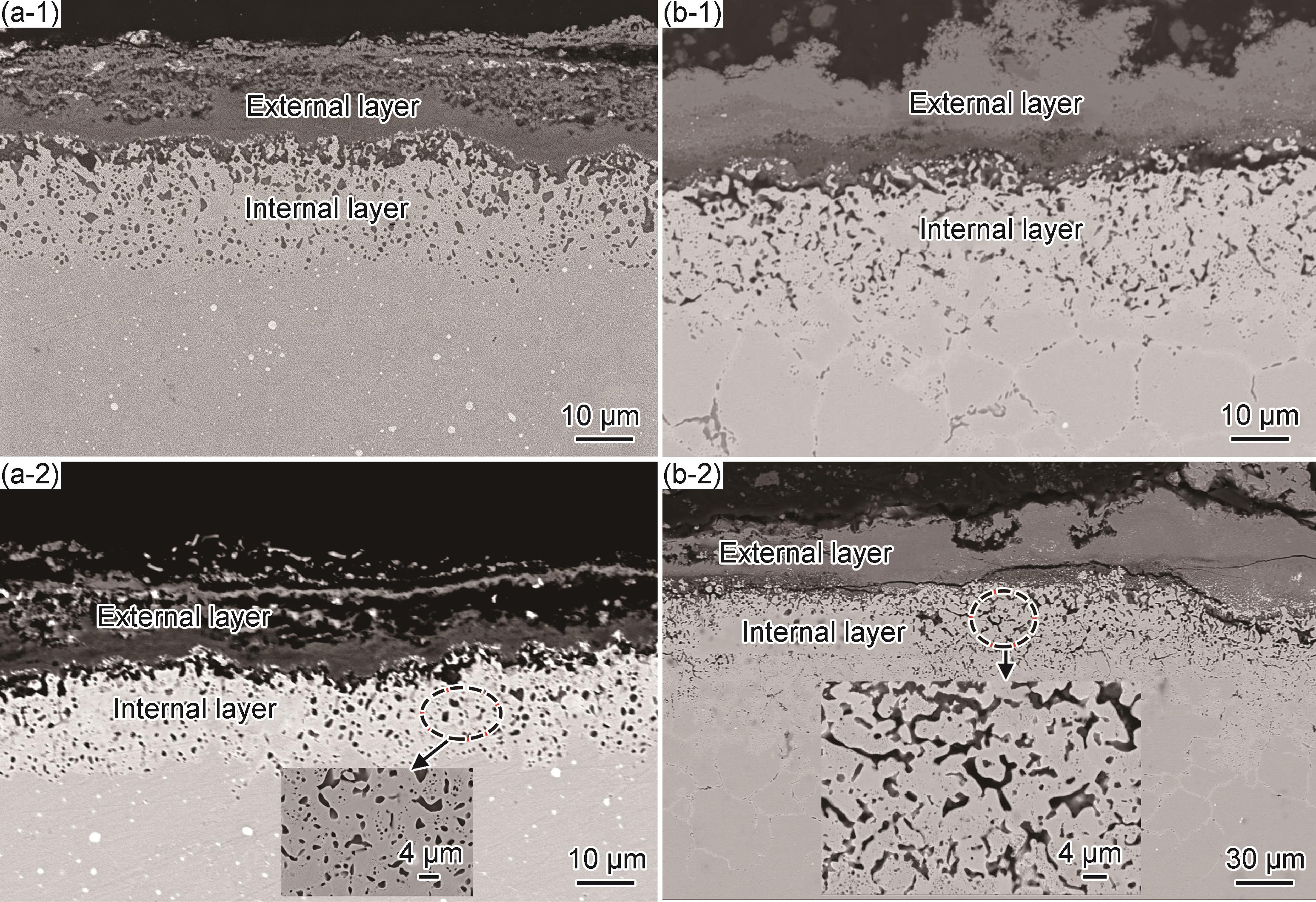
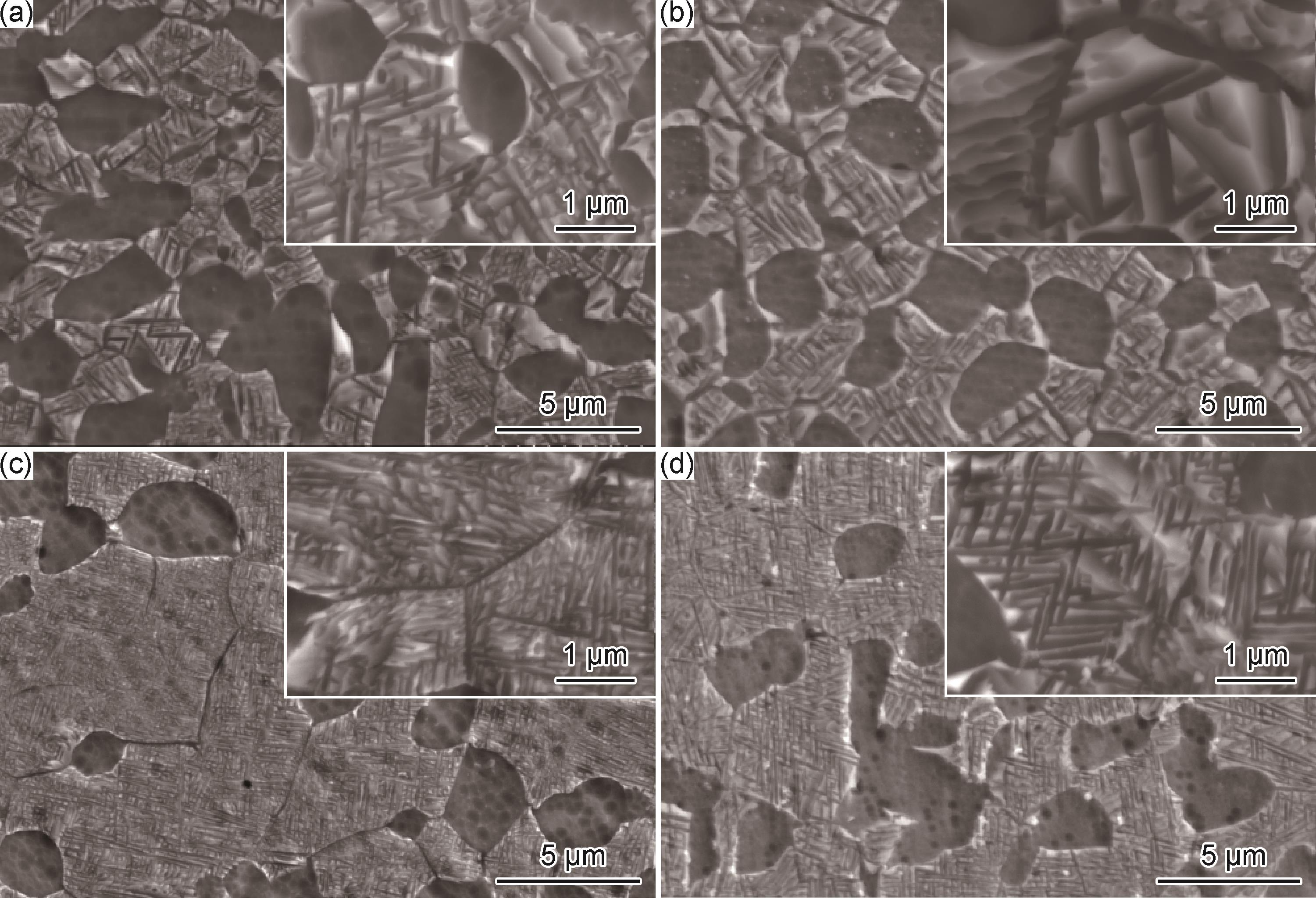
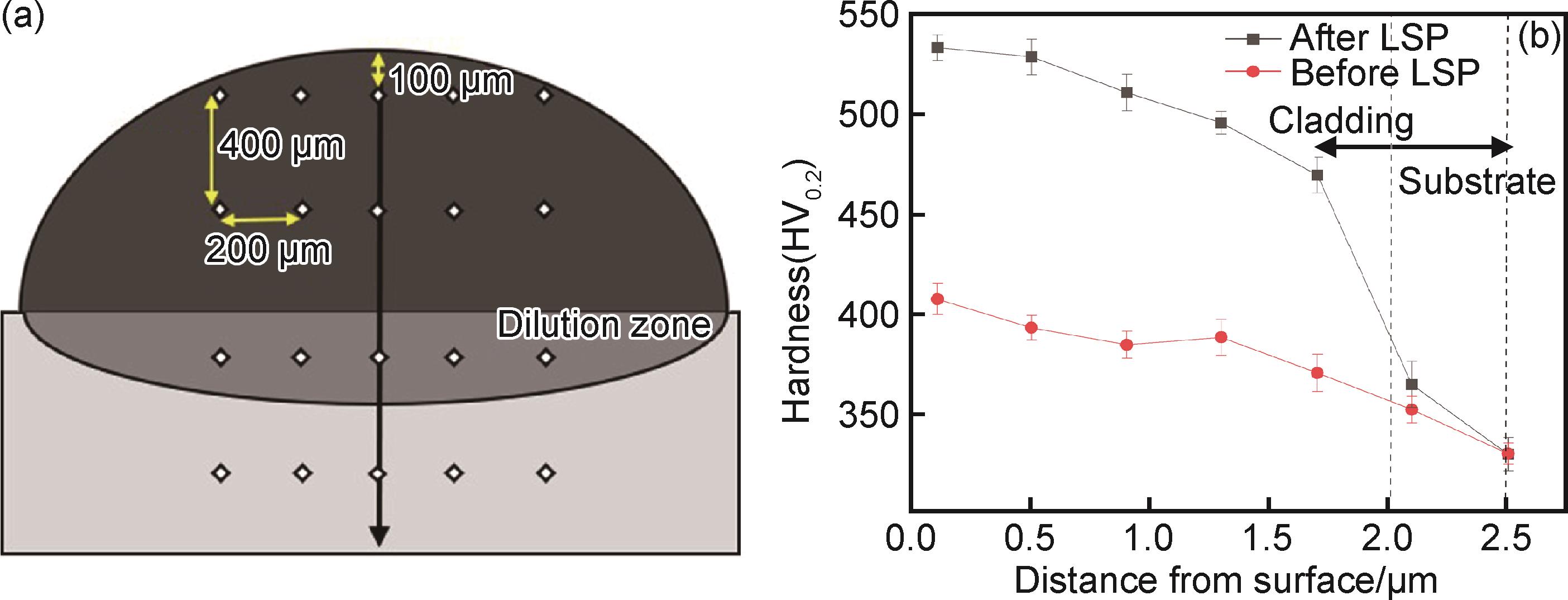 2026, 54(7): 241-250. https://doi.org/10.11868/j.issn.1001-4381.2024.000684
2026, 54(7): 241-250. https://doi.org/10.11868/j.issn.1001-4381.2024.000684Laser cladding is widely used in additive manufacturing, damaged-surface repair, and surface modification of Ti-6Al-4V alloys. However, the performance optimization of laser-cladded layers on this alloy is still limited by several issues, including locally coarse grains, excessive residual tensile stress, and limited improvement in corrosion resistance. In this study, a novel process combining laser cladding with synchronous laser shock peening is proposed. Through this synchronous composite process, a laser-shock forging effect is generated, enabling simultaneous cladding layer fabrication and strengthening. This further refines the microstructure, enhances the mechanical properties, and improves the corrosion resistance of the cladding layer. The results show that the lamellar β-Ti phase and acicular martensitic α′-Ti phase in the cladding layer prepared by the composite process are significantly refined, forming an interwoven and dense basket-weave structure. The microhardness of the cladding layer increases from 360-405HV0.2 to 470-530HV0.2, indicating a remarkable strengthening effect. Meanwhile, the average friction coefficient decreases from 0.42 to 0.35, corresponding to a reduction of 16.67%, and the volume wear loss decreases by 25.93%, confirming the significant improvement in wear resistance of the cladding layer. In addition, the shock wave induced by laser shock processing effectively promotes the transformation of residual tensile stress into compressive stress. The maximum residual compressive stress reaches 390 MPa, and the stress distribution becomes more uniform. The corrosion potential (E corr) of the cladding layer increases by 0.027 V, while the corrosion current density (i corr) decreases by 8.71×10-8 A·cm-2, indicating that the corrosion resistance is significantly enhanced and that passivation behavior occurs more readily.
-
 2026, 54(7): 251-262. https://doi.org/10.11868/j.issn.1001-4381.2024.000348
2026, 54(7): 251-262. https://doi.org/10.11868/j.issn.1001-4381.2024.000348Cross wedge rolled Ti-6Al-4V (TC4) titanium alloy workpieces with a large cross-section reduction, often display surface necking and internal defects during the forming process. True stress-strain(ɛ) curves for TC4 titanium alloy are derived from hot compression tests conducted within a deformation temperature range of 800-950 ℃ and a strain rate ( ) range of 0.1-30 s⁻¹. An Arrhenius constitutive model, which includes strain compensation, and DMM (dynamic material model)-type processing maps are developed to analyze the deformation and defect evolution in cross-wedge rolling. The influence of rolling temperature and heating methods on process defects is thoroughly investigated. The results indicate that both the necking and internal defects of the rolled workpieces diminish as the experimental temperature rises, corroborating the precision of the processing maps and finite element simulations. Microstructure characterization and mechanical property tests reveal that the better surface and internal quality of rolled workpieces can be obtained by induction heating compared with resistance furnace heating. Workpieces rolled using induction heating at 900 ℃ show a tensile strength of 1073.18 MPa, while retaining a hardness of approximately 400HV. The mechanism for internal defects formation in rolled workpieces is the preferential nucleation of microscopic voids at β phase regions or α/β phase interfaces. These voids then undergo axial extension under applied stress, leading to a banded distribution of microscopic cracks.
-
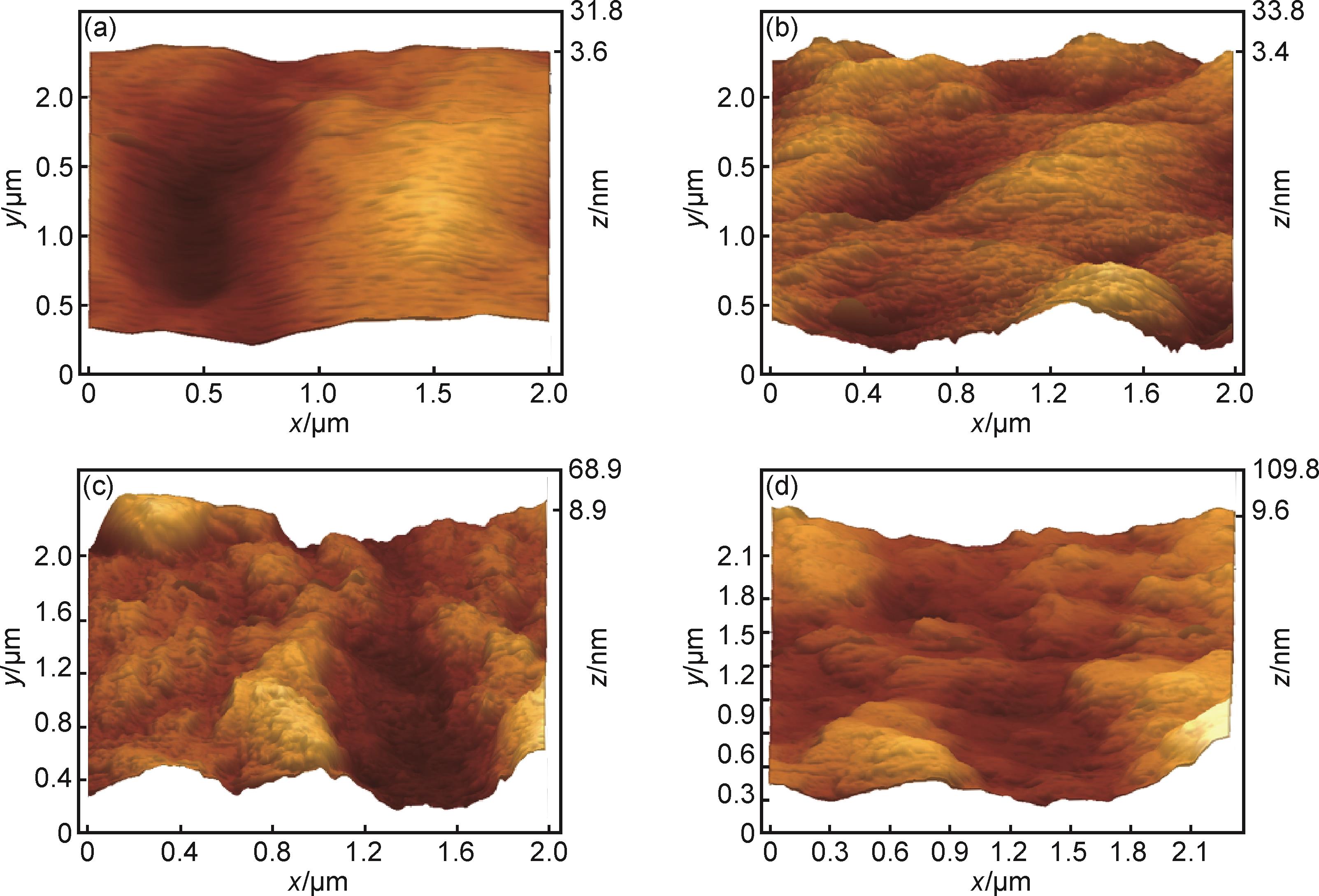
 2026, 54(7): 263-271. https://doi.org/10.11868/j.issn.1001-4381.2024.000566
2026, 54(7): 263-271. https://doi.org/10.11868/j.issn.1001-4381.2024.000566To explore the effects of different surface treatment processes on the properties of rare earth magnesium alloys,this study employs Mg-Nd-Zn-Zr rare earth magnesium alloy as the research subject and conducts surface modification by using three processes: phosphate conversion treatment,direct electrophoresis treatment,and phosphate-electrophoresis composite treatment. The surface morphology,coating uniformity,coating adhesion and corrosion resistance of the treated samples are systematically evaluated by scanning electron microscopy (SEM),eddy current thickness gauge,pull-out adhesion tester,electrochemical techniques and salt spray test,respectively. The results show that the phosphate conversion treatment forms a thin coating with microscopic cracks on the surface;the coating formed by direct electrophoresis treatment has pores between the coating and the substrate;while the phosphate-electrophoresis composite coatings are closely combined with the substrate without obvious cracks or pores. The adhesion force between the phosphate-electrophoresis composite coatings and the substrate is the highest,mainly because the phosphate conversion treatment not only increases the surface roughness of the substrate,but also the microcracks on the surface are conducive to the penetration of the electrophoretic coating into the interior. The results of electrochemical and salt spray tests show that the corrosion current density of the phosphate-electrophoresis composite coatings is the lowest,the capacitive arc radius is the largest,and the surface morphology has no obvious change after 144 h of salt spray test,demonstrating excellent corrosion resistance and durability.
-
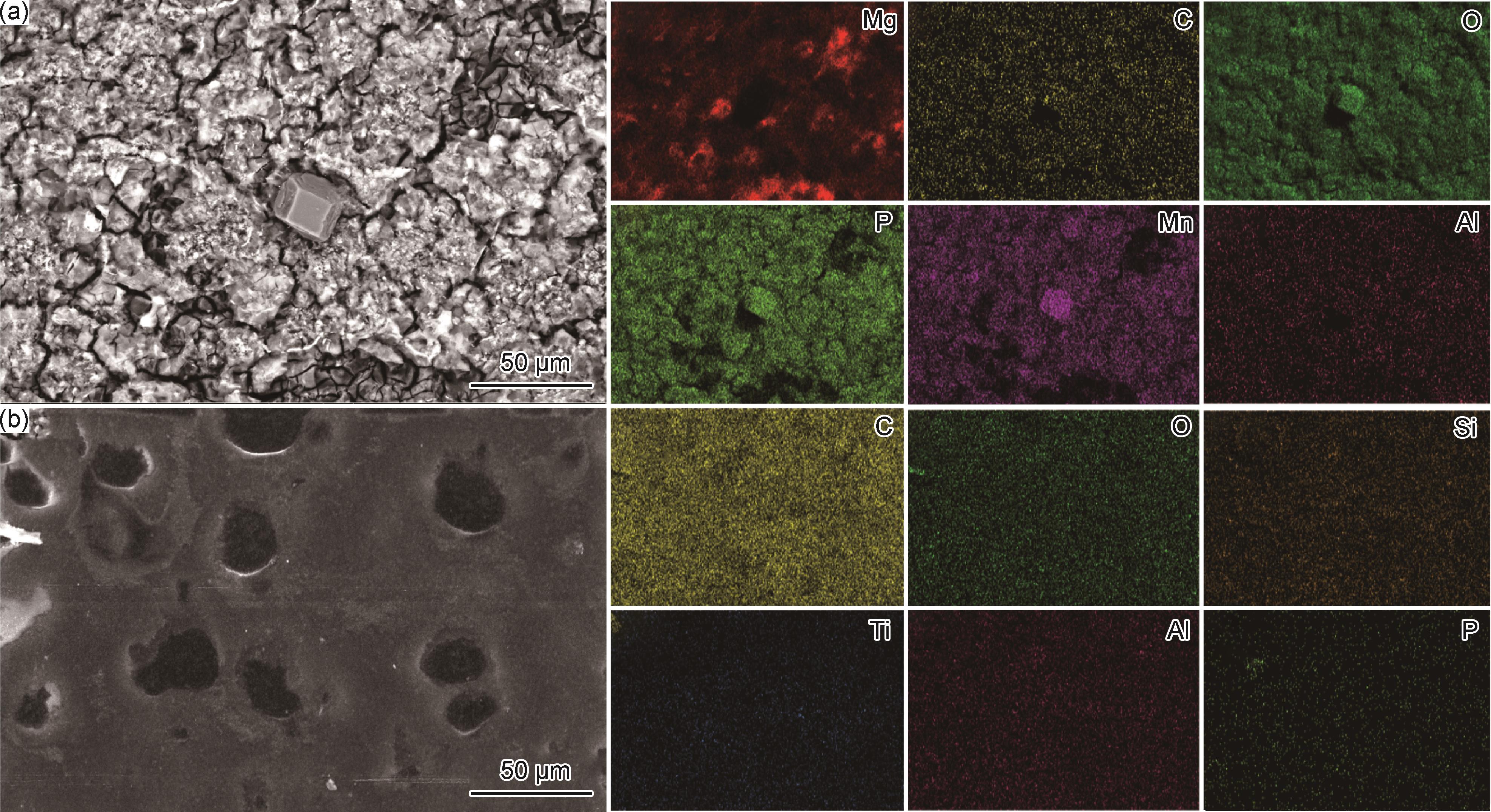
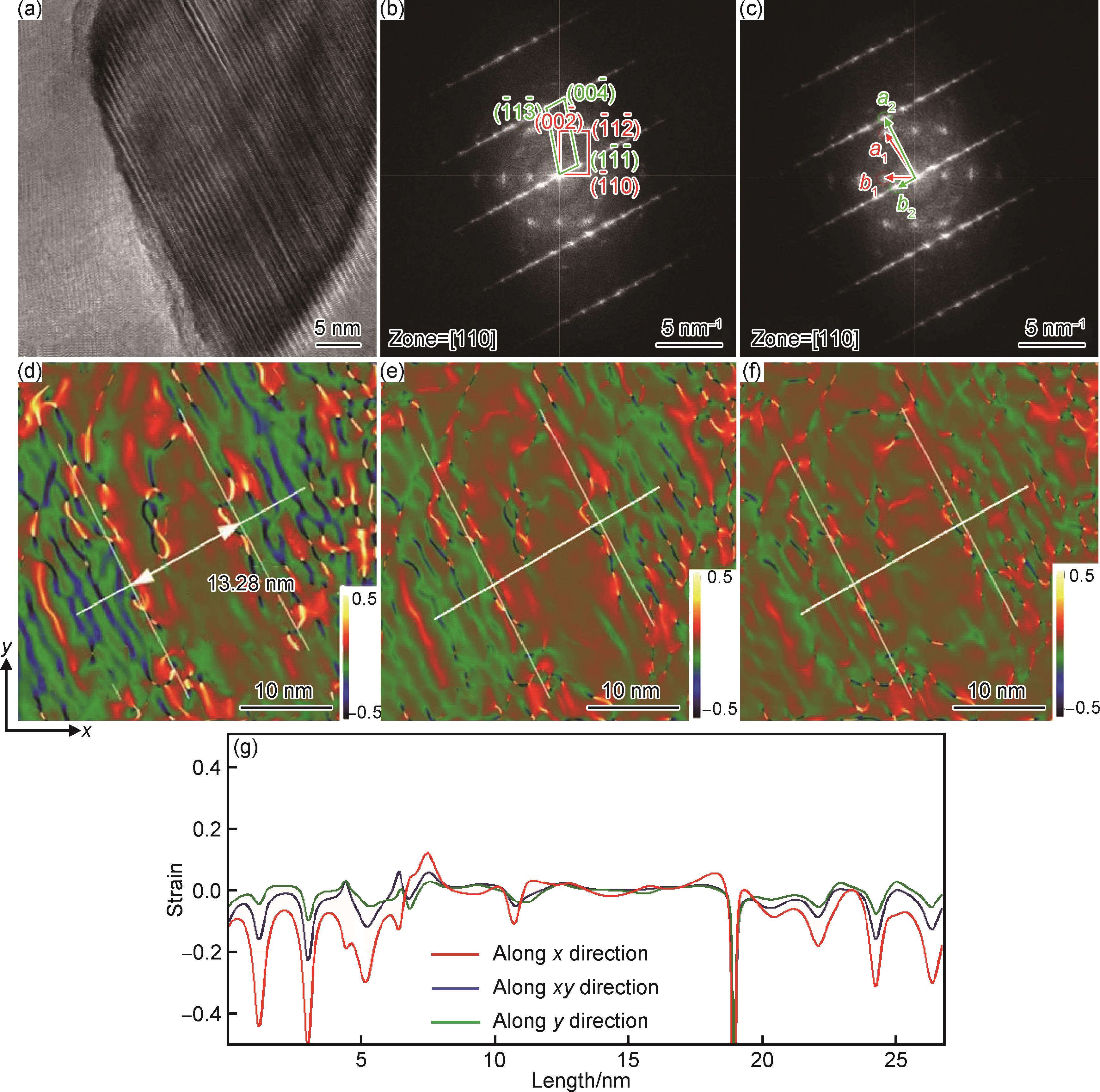 2026, 54(7): 272-279. https://doi.org/10.11868/j.issn.1001-4381.2025.000057
2026, 54(7): 272-279. https://doi.org/10.11868/j.issn.1001-4381.2025.000057Taking the quenched and tempered Cr-Ni-Mo alloy steel for brake discs of high-speed trains as the research object,the morphology of the secondary phase is observed and the size is measured by transmission electron microscopy,and the secondary phase is identified by energy spectrum analysis and electron diffraction;the principle of full-field strain measurement by geometric phase analysis (GPA) is explained in detail,it is proposed to use the geometric phase analysis to study the matching relationship in a certain direction at the interface between the matrix and the secondary phase through the bicrystal electron diffraction pattern obtained by the Fourier transform of high-resolution transmission electron microscopy (HRTEM) images of the matrix and the secondary phase. The results show that the secondary phase of Cr-Ni-Mo alloy steel used in brake discs for high-speed trains is mainly in the form of rods,and there are a small amount of secondary phase with small size and approximately round shape;the energy spectrum analysis combined and the electron diffraction method shows that the secondary phase with approximately round shape and small size particles is the Mn-containing M 23C6 carbides;the strain fields in the x,xy and y directions at the interface between the matrix and the secondary phase M 23C6 is obtained by geometric phase analysis,the matching relationship between matrix crystal planes and the secondary phase M 23C6 crystal planes is determined to be semi-coherent.
-
 2026, 54(7): 280-289. https://doi.org/10.11868/j.issn.1001-4381.2024.000530
2026, 54(7): 280-289. https://doi.org/10.11868/j.issn.1001-4381.2024.000530Al2O3 aerogels has been used as insulating materials in the high-temperature areas due to the excellent high-temperature resistance, especially at the temperatures above 1000 ℃. But the hydrophilicity of Al2O3 aerogels makes it easy to absorb water steam, damaging the skeleton and the thermal insulating performance. In this work, a polyvinyltrimethoxysilane (PVTMS) hydrocarbon chain polymer is synthesized with vinyltrimethoxysilane (VTMS) as the raw material to solve above problems. Then Al-polyvinyltrimethoxysilane aerogel (AlPVSA) is prepared by in-situ polymerization using PVTMS and Al(NO3)3·9H2O as precursors. The polyvinyl chain is introduced into the Al2O3 skeleton, and the transformation from hydrophilicity to hydrophobicity is realized by adjusting the content of organic components, where the maximum contact angle is up to 136.8°. The transformation mechanism is further studied based on the surface energy and roughness. The mechanical properties of AlPVSA are improved by participating in the network-formation of organic components, and the compression modulus is maximized to 3.9 MPa when n(PVTMS/Al)=1. AlPVSA with high content silicon-polyvinyl chain is easy to form mullite phase after being heated at 1200 ℃, which lead to higher linear shrinkage (the maximum is 53.8%) and destruction of microstructure,resulting in thermal stability decrease.
-
 2026, 54(7): 290-297. https://doi.org/10.11868/j.issn.1001-4381.2025.000619
2026, 54(7): 290-297. https://doi.org/10.11868/j.issn.1001-4381.2025.000619To address the application demands of aerospace engines for polyimide composite materials, the preparation and properties of polyimide-sized carbon fiber-reinforced polyimide composites are investigated. By utilizing triethylamine to saltify polyamic acid for water solubility, a water-based polyimide sizing agent is successfully developed. Carbon fiber is sized with polyimide sizing agent. A preparation process is established for waterborne polyimide-sized carbon fiber. The preparation and characterization are completed for polyimide composites reinforced with polyimide-sized carbon fiber. The composite shows good internal quality. Its interlaminar shear strength reaches 120 MPa, and the glass transition temperature is 426 ℃. The mass loss ratio is only 5.90% after thermal aging at 400 ℃ for 100 h. The composite exhibits excellent temperature resistance and interfacial performance.
-
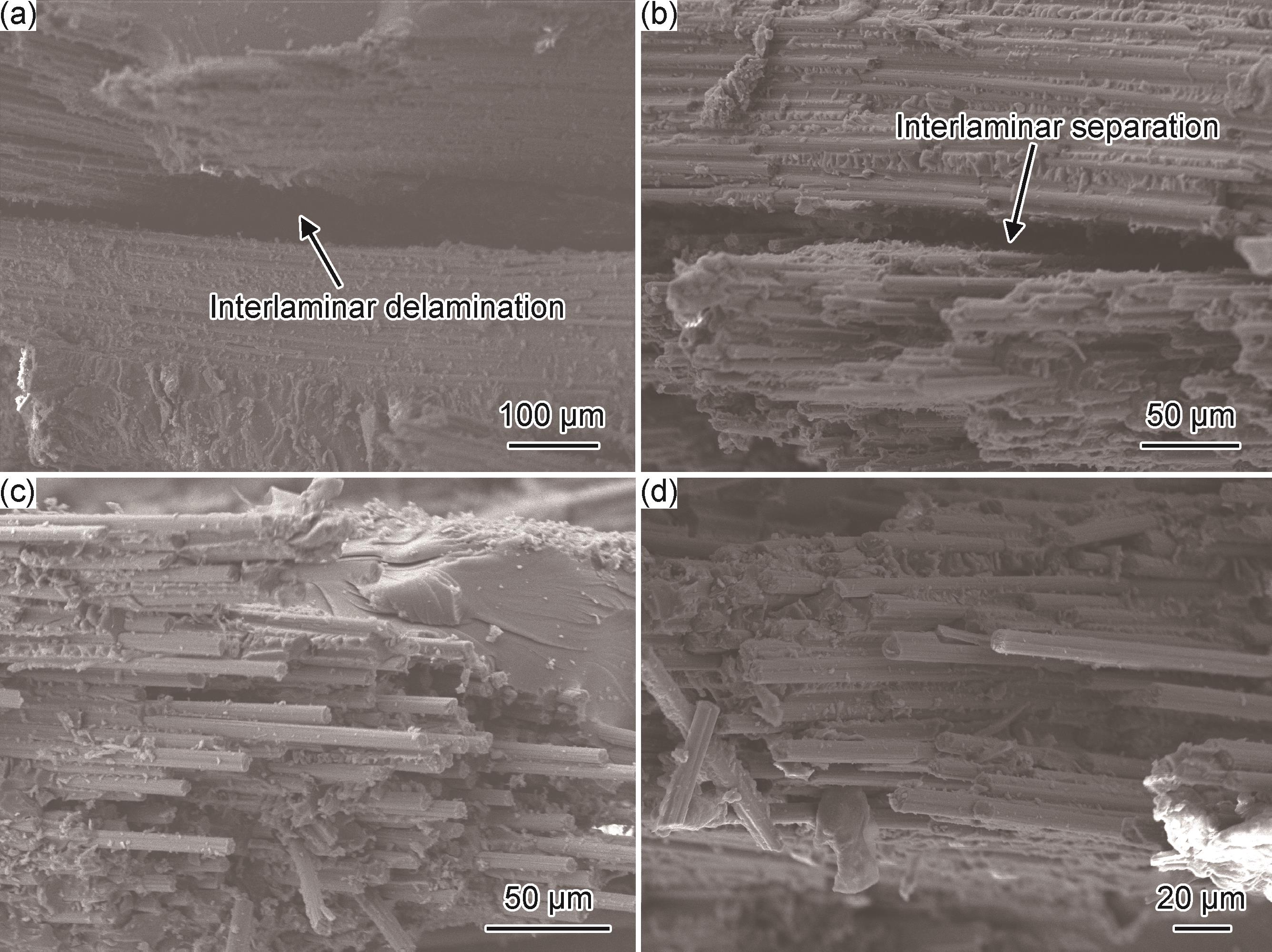 Experiments on static and fatigue properties of composite blade skins with initial edge delamination2026, 54(7): 298-306. https://doi.org/10.11868/j.issn.1001-4381.2025.000043
Experiments on static and fatigue properties of composite blade skins with initial edge delamination2026, 54(7): 298-306. https://doi.org/10.11868/j.issn.1001-4381.2025.000043In order to study the influence of edge delamination defects on the static and fatigue performance of the typical plies of composite blades, the static and fatigue performance of smooth and two kinds of typical composite delamination layers are determined, and the influence of edge delamination defects on static performance and fatigue performance is analysed through SEM analysis. The results show that the static strength, tensile modulus and fatigue limit strength of 4 mm initial lamination defect declined by 0.4%,1.2% and 0.6% respectively due to the existence of initial edge delamination. The static strength, tensile modulus and fatigue ultimate strength of 6 mm initial delamination defect declined by 8.3%, 1.8% and 5.9% respectively due to the existence of initial edge delamination. Owing to the existence of initial edge delamination, the delamination phenomenon is more obvious. Consequently, delamination defects have adverse effects on the static properties and fatigue strength of the typical lamination of composite blades, and the static properties and fatigue strength decline sharply with the delamination defect size.
-
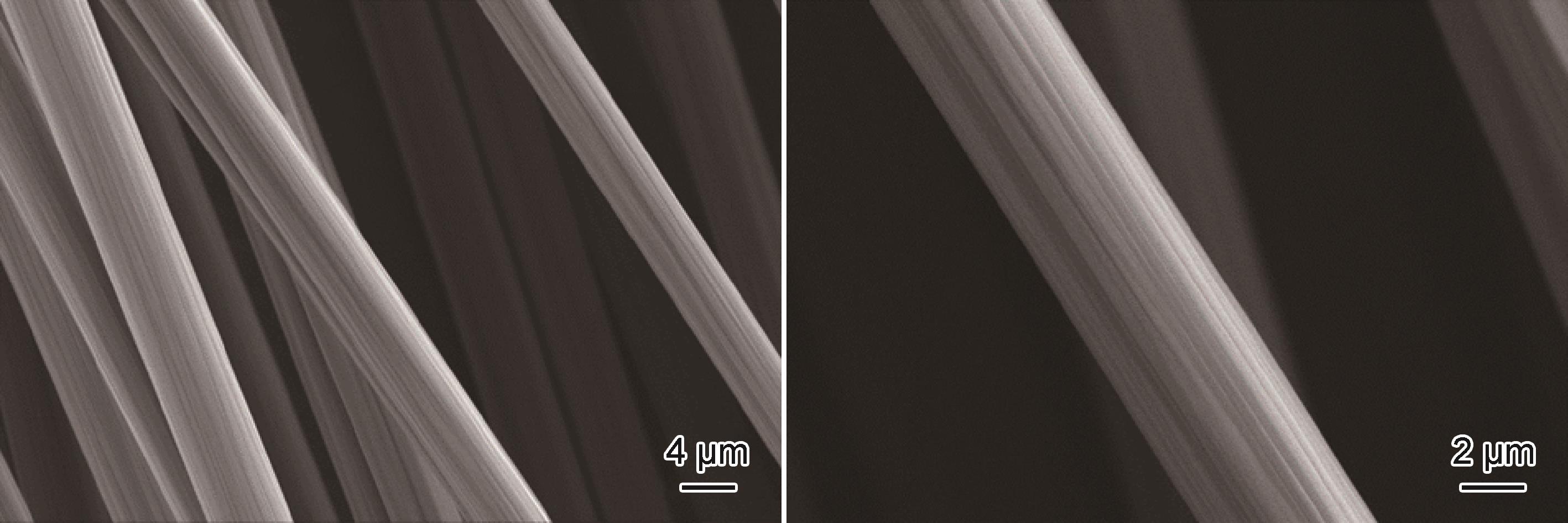
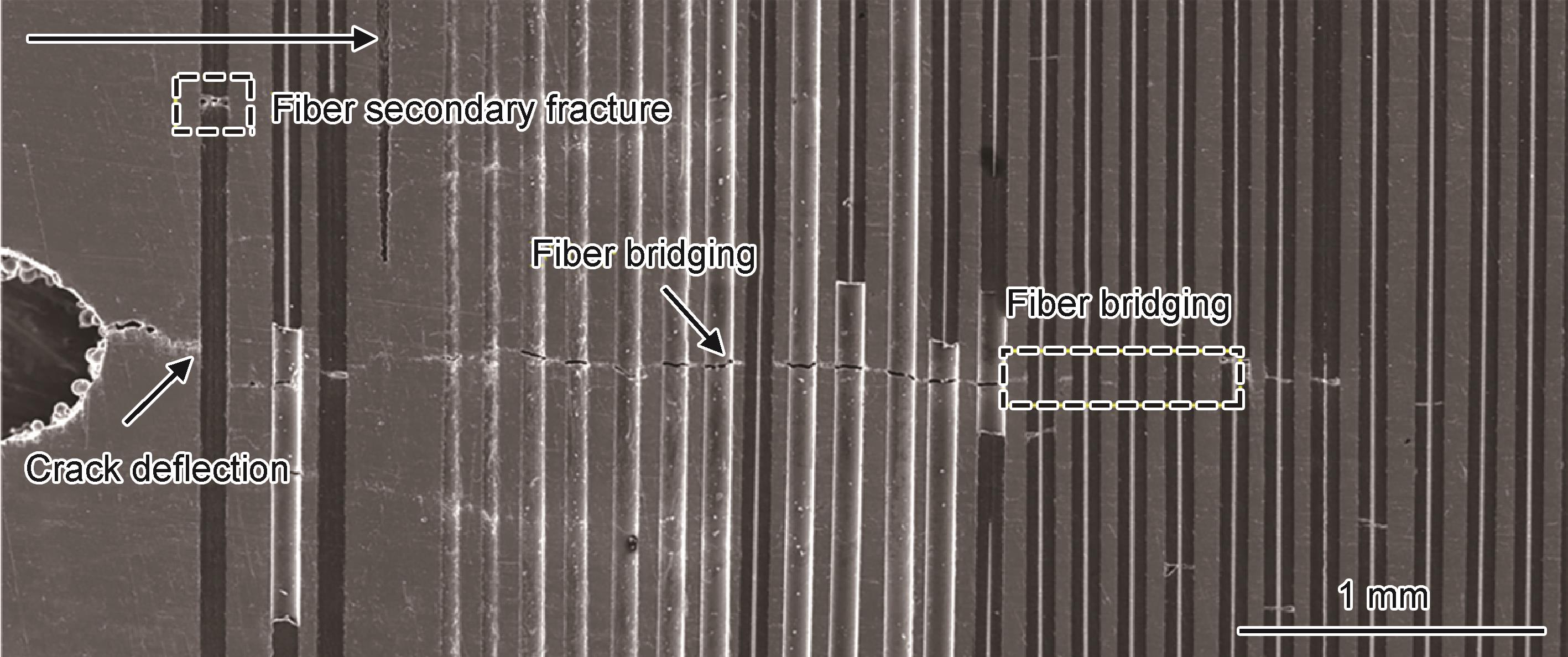 2026, 54(7): 307-315. https://doi.org/10.11868/j.issn.1001-4381.2024.000567
2026, 54(7): 307-315. https://doi.org/10.11868/j.issn.1001-4381.2024.000567The issues of fiber bridging,crack deflection,and interfacial debonding during the fracture process of long fiber reinforced titanium matrix composites are one of the key concerns in the industry. In this work,the crack propagation behavior, fracture characteristics, and fiber bridging effect of SiCf/TC17 composites under three-point bending fatigue are investigated. The results show that the fatigue crack propagation curve morphology of SiCf/TC17 composites varies significantly under different stress ratios. When the stress ratio R is high,crack arrest occurs after the crack propagates for a certain distance. The trend of crack propagation rate varies under different stress ratios:at R=0.1,the overall propagation rate shows a continuous increasing trend;at R=0.3,the change in propagation rate tends to gradually decrease;at R=0.5,the propagation rate exhibits an overall continuous decreasing trend. The fatigue fracture surface morphology of the material is characterized by an uneven feature,consisting of many different shapes of fracture small planes,with obvious uneven height differences between adjacent small planes. A large number of fibers are in a pulled-out state on the fracture surface, and the fibers exhibit different failure modes during crack propagation. During the fatigue fracture process of materials,the crack deflects to a certain extent when bypassing the fibers. The debonding zone at the fiber/matrix interface extends longitudinally along the fibers,and bridging fibers show secondary fracture. The fiber/matrix debonding occurs at the interface between the matrix and the C coating.
-
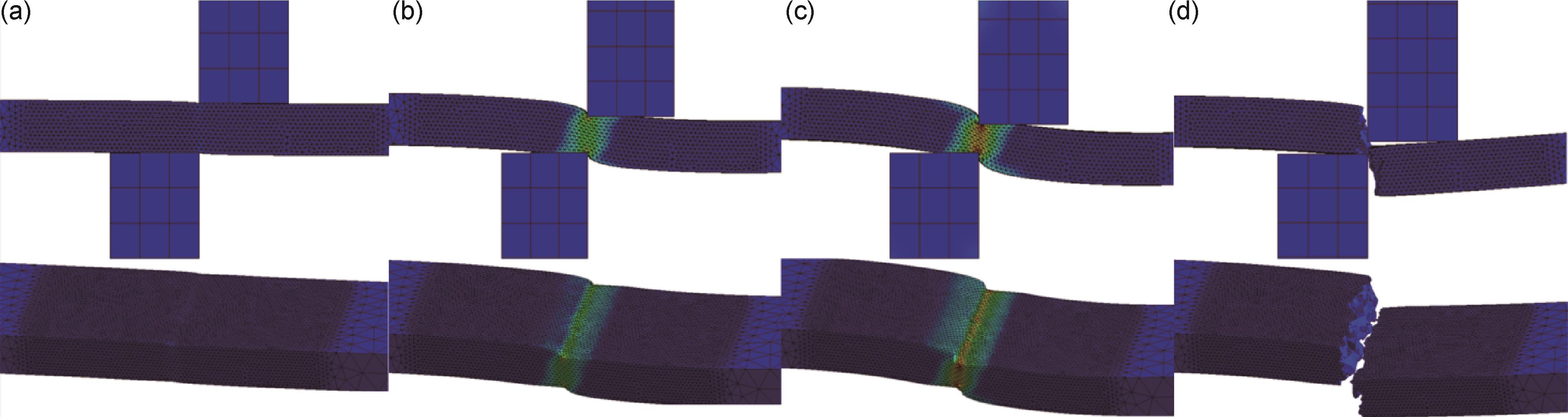 2026, 54(7): 316-329. https://doi.org/10.11868/j.issn.1001-4381.2025.000493
2026, 54(7): 316-329. https://doi.org/10.11868/j.issn.1001-4381.2025.000493Kelp is one of the most common large macroalgae in the ocean. Its presence poses a risk of propeller entanglement for ships, deep-sea exploration equipment, and other such assets. During its growth phase, it can be used as a coastal protection material, and after harvesting, it serves as a raw material for food, chemical industry, and other sectors. Therefore, there is an urgent need to conduct hydrodynamic analysis and mechanical research on its damage process. However, there is a lack of accurate mechanical models in relevant studies. In this paper, key mechanical parameters of fresh and mature kelp were measured through experiments. By adopting the method of combining elasto-plastic constitutive model with principal stress failure, a mechanical model for fresh kelp is established based on the ANSYS/LS-DYNA software. The results show that: the shear failure process of kelp is characterized by a transition from local progressive tearing to sudden fracture; comparison between verification tests and simulations reveals a maximum error of 8.248%; elastic modulus, yield strength, tangent modulus, tensile strength, and shear strength exhibit non-linear growth with increasing loading rate, showing a significant strain rate effect; elastic modulus, tensile strength, Poisson's ratio, and static friction coefficient are the key parameters influencing the kelp mechanical model; through application range analysis, the ultimate tensile strength of kelp is 2.445 MPa, and its ultimate shear strength is 0.693 MPa. The kelp mechanical model established by integrating loading rate, elasto-plastic constitutive model, and principal stress failure method provides a certain theoretical basis for research related to the mechanical properties of kelp.
-
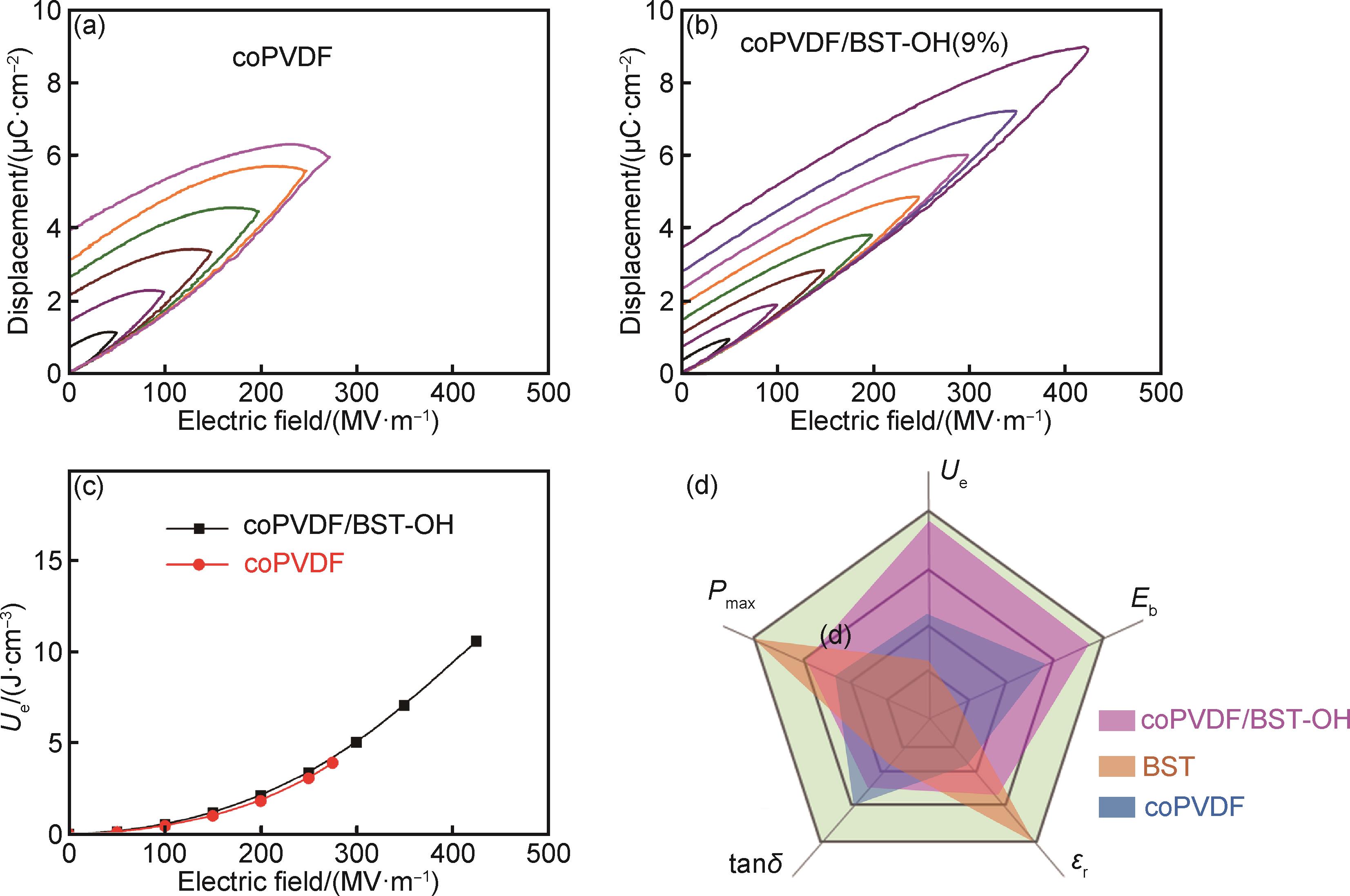 2026, 54(7): 330-337. https://doi.org/10.11868/j.issn.1001-4381.2024.000262
2026, 54(7): 330-337. https://doi.org/10.11868/j.issn.1001-4381.2024.000262Metalized thin film capacitors find diverse applications in hybrid electric vehicles, photovoltaic power generation, and ship-borne weapons due to their high-rate charge-discharge behavior. Improving the energy density of thin-film dielectric materials is crucial for advancing the electronic power industry. Here, a three-dimensional cross-linked network structure composite dielectric film-coPVDF/BST has been prepared by modifying a PVDF-based polymer, introducing high dielectric ceramic fillers, and cross-linking molding. The results demonstrate that the 3D cross-linked network structure effectively improves filler distribution uniformity, leading to a maximum breakdown strength of 424 MV/m and an enhancement in the modulus. Furthermore, the incorporation of ceramic fillers substantially increases the dielectric constant, resulting in an energy storage density of 10.4 J/cm3. This study provides design ideas for new metallized film capacitors and establishes a theoretical basis for the development of thin-film capacitors.
-
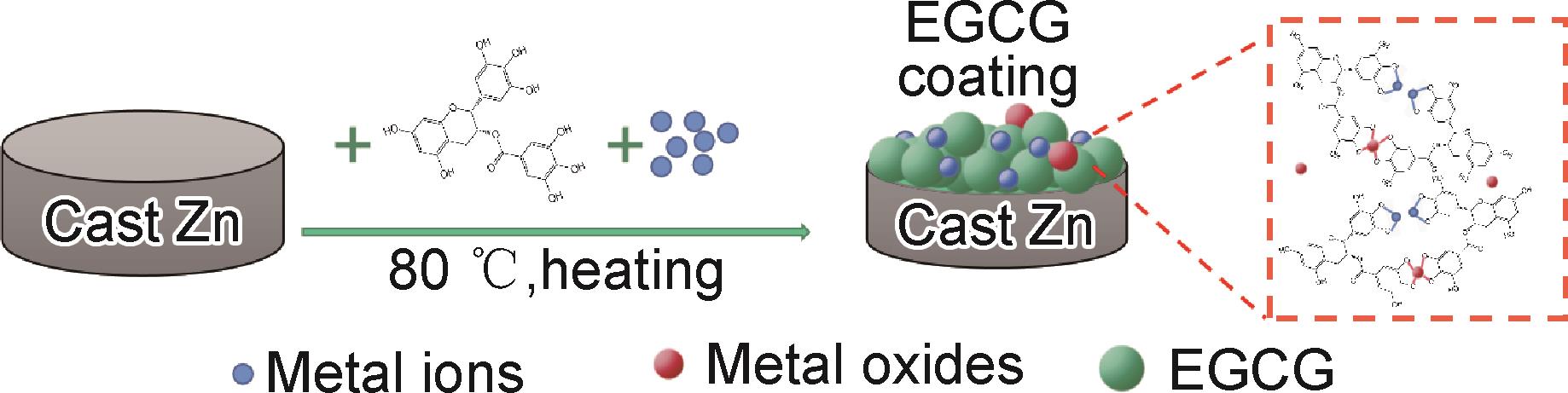 2026, 54(7): 338-347. https://doi.org/10.11868/j.issn.1001-4381.2024.000208
2026, 54(7): 338-347. https://doi.org/10.11868/j.issn.1001-4381.2024.000208Zinc metal has shown considerable potential for cardiovascular and orthopedic applications due to its excellent biocompatibility and suitable biodegradation properties. However, the high initial release of Zn2+ triggers a severe immune response which leads to cytotoxicity, limiting its further clinical applications. In this paper, epigallocatechin gallate/metal ion (EGCG/Zn, EGCG/Mg, EGCG/Ca) based coatings are developed on pure zinc surfaces and the coating structure, degradation properties, antimicrobial properties and biocompatibility are investigated. The results show that the three coatings have good binding ability. Among them, EGCG/Mg provides optimal corrosion resistance and significantly reduces the degradation rate of the samples, while EGCG/Ca effectively promotes the formation of hydroxyapatite with optimal mineralization ability, and the EGCG coatings effectively inhibit the initial large release of Zn2+ and exhibit superior antimicrobial properties and good biocompatibility. This study further provides new ideas for the development of novel green chemical conversion coatings for zinc and zinc alloys.