Published: 20 June 2026
-
Select all|
-
 INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 1-12. https://doi.org/10.11868/j.issn.1001-4381.2025.000194
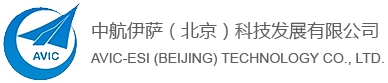
INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 1-12. https://doi.org/10.11868/j.issn.1001-4381.2025.000194Hydrogel is a flexible material with a high water content, excellent biocompatibility, and adjustable mechanical properties, making it an ideal choice for constructing high-performance, flexible sensors. The Hofmeister effect can alter the aggregation state of hydrogel molecular chains through various ionic action mechanisms without the need for complex chemical modifications. This enables synergistic optimization of hydrogel mechanical properties and electrical conductivity, thereby meeting the need for high-sensitivity detection in complex environments. Furthermore, the Hofmeister effect opens up a novel research avenue for the development of environmentally stable hydrogel sensors. Consequently, hydrogel flexible sensors based on the Hofmeister effect demonstrate significant potential for application in the field of smart electronic devices. This review offers a comprehensive review of the mechanisms by which the Hofmeister effect regulates hydrogels, summarizing its impact on the regulation of their mechanical properties, electrical conductivity, environmental stability, and biocompatibility. Additionally, it explores the applications of hydrogel flexible sensors based on the Hofmeister effect. It is concluded that the development of hydrogel flexible sensors modulated by the Hofmeister effect is a pivotal research direction for the future, aiming to provide a theoretical foundation and practical guidance for the further advancement of hydrogel flexible strain sensors.
-
 INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 13-24. https://doi.org/10.11868/j.issn.1001-4381.2025.000686
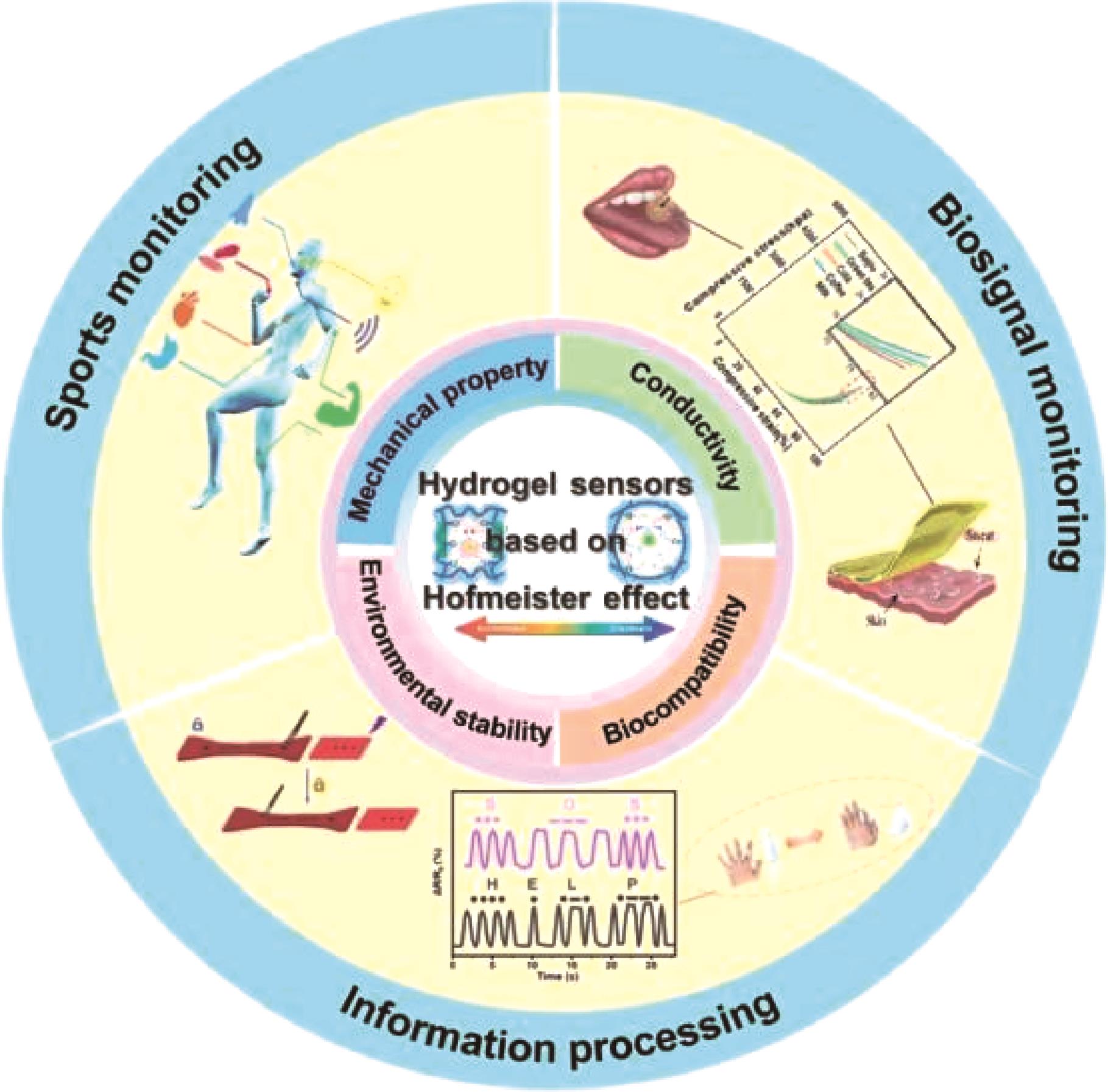
INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 13-24. https://doi.org/10.11868/j.issn.1001-4381.2025.000686Modern lifestyles are associated with significant public health concerns, including sedentary behavior and sleep disorders. Flexible wearable intelligent materials, characterized by excellent biocompatibility and continuous signal acquisition capabilities, are becoming a pivotal technology for the precise 24 h monitoring of physical behaviors (e.g., activity, sedentariness, and sleep). This review aims to dissect the current research landscape in this field, from theoretical foundations to engineering applications. It first explores the use of flexible electronic interfaces in physical activity monitoring, highlighting how material innovations have enabled the expansion from macroscopic biomechanical sensing to microscopic metabolite tracking. The role of these materials in identifying sedentary behaviors is then analyzed, focusing on high-sensitivity designs for capturing postural transitions and assessing physiological load. For sleep health, the discussion centers on unobtrusive material systems for long-term monitoring of respiratory and sleep rhythms. Furthermore, to support the extended operation of such wearable devices, this review synthesizes advanced self-powering and energy storage solutions, such as triboelectric nanogenerators, photovoltaics, and biofuel cells. Persistent challenges are identified, including the lack of standardized validation, limited battery life, and insufficient understanding of the complex correlations between behavior and physiology. Future progress is expected to depend on the convergence of material innovation, multimodal sensor fusion, optimized artificial intelligence algorithms, and large-scale clinical trials, ultimately contributing to a comprehensive smart health management ecosystem.
-
 INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 25-39. https://doi.org/10.11868/j.issn.1001-4381.2025.000100
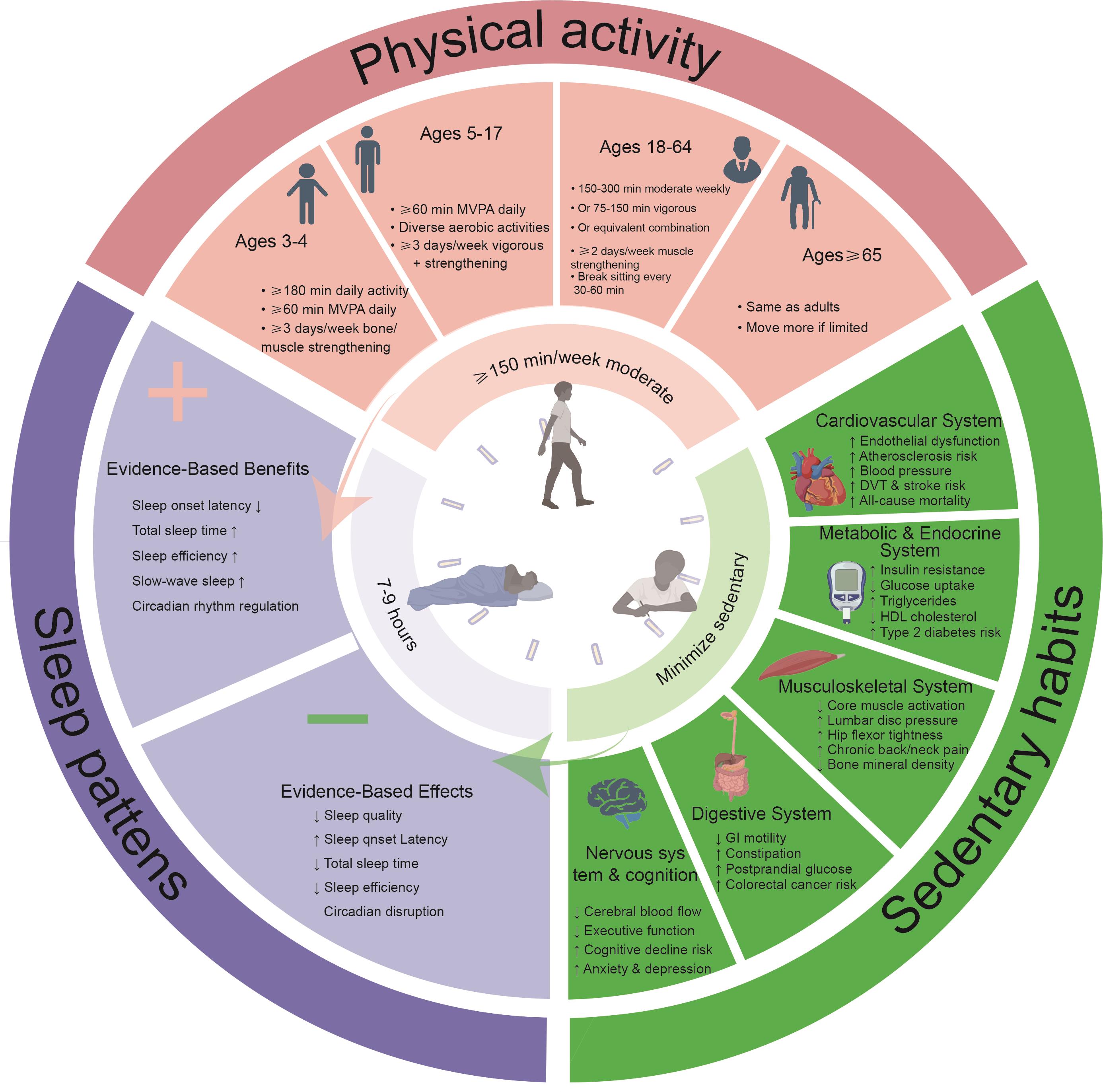
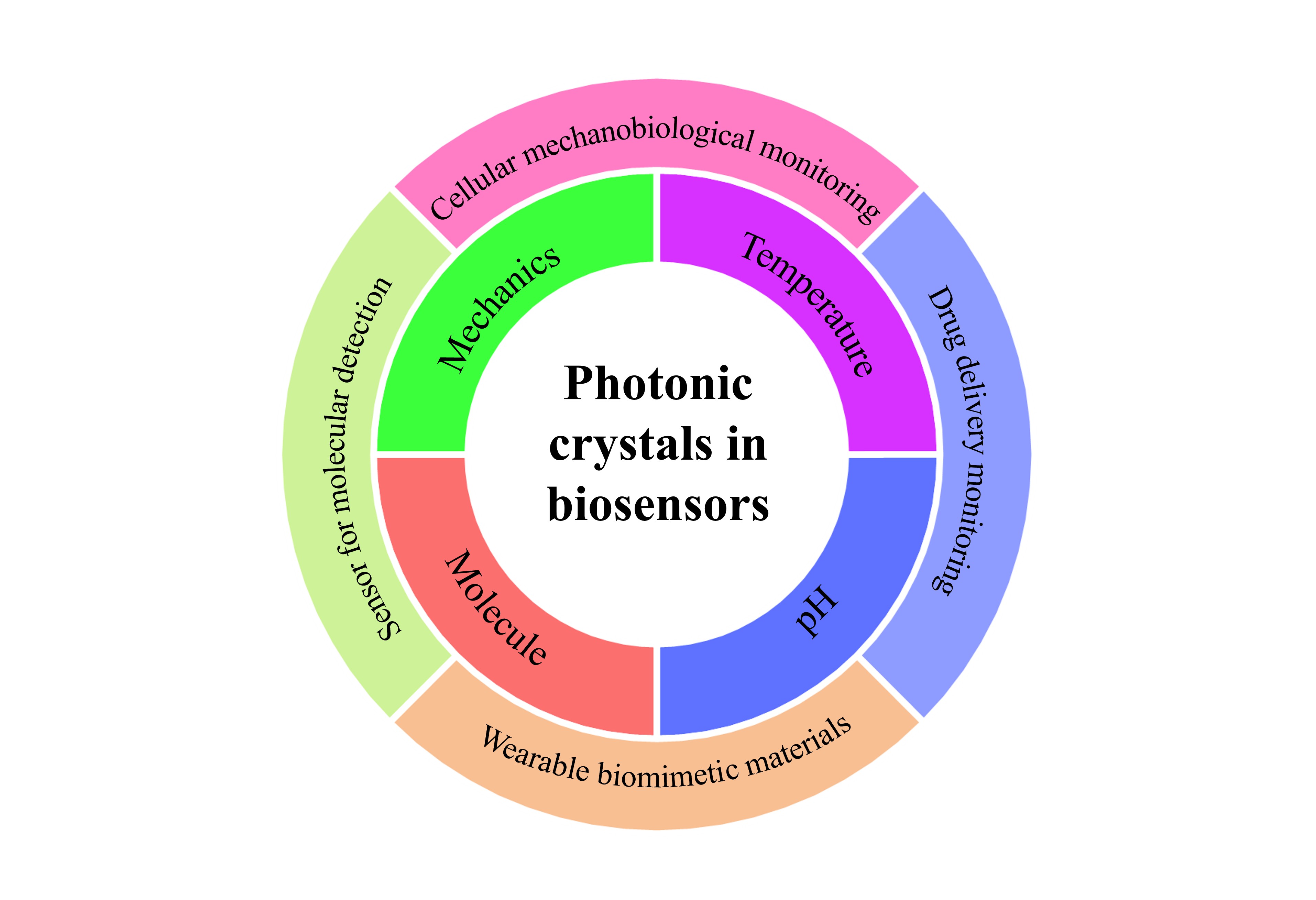
INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 25-39. https://doi.org/10.11868/j.issn.1001-4381.2025.000100Photonic crystal (PC) with a periodic dielectric structure exhibits photonic band gap property. It can produce bright and gorgeous structural colors through physical optics upon interaction with incident light. Over the course of evolution, many organisms, such as peacocks, hummingbirds, and insects, have gradually developed complex photonic crystal structures, progressing from one-dimensional nanostructured photonic gratings or multilayers to three-dimensional colloidal crystals, thereby presenting rich and colorful structural colors. Inspired by nature, researchers have developed a series of innovative visual biosensors by fabricating artificial photonic crystal structures and integrating them into biosensor technology. These biosensors, incorporating photonic crystal structures, can visually respond to various stimuli, such as temperature, stress, environmental pH, and small molecules, by altering lattice parameters, dielectric constants, or Bragg diffraction angles through the combination of photonic crystal chromophoric structures and responsive materials. They show great potential in cell mechanics monitoring, drug transport tracking, bionic skin design, wearable bionic materials, and disease prevention and treatment. This review summarizes the application status of photonic crystals in the field of biosensors, including the basic concept of photonic crystal structure color, the photonic crystal structure phenomena in different dimensions in nature, the temperature, mechanics, environmental pH, and molecular response types of photonic crystal structure color biosensors, and their specific applications. Finally, the development prospects of photonic crystal biosensors in the fields of precision medicine, physiological monitoring, and environmental sensing in the future are prospected, emphasizing the importance of ongoing research and improvement of responsive photonic crystal biosensors, to drive advancements in bionic materials and medical science and technology.
-
 INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 40-52. https://doi.org/10.11868/j.issn.1001-4381.2024.000184
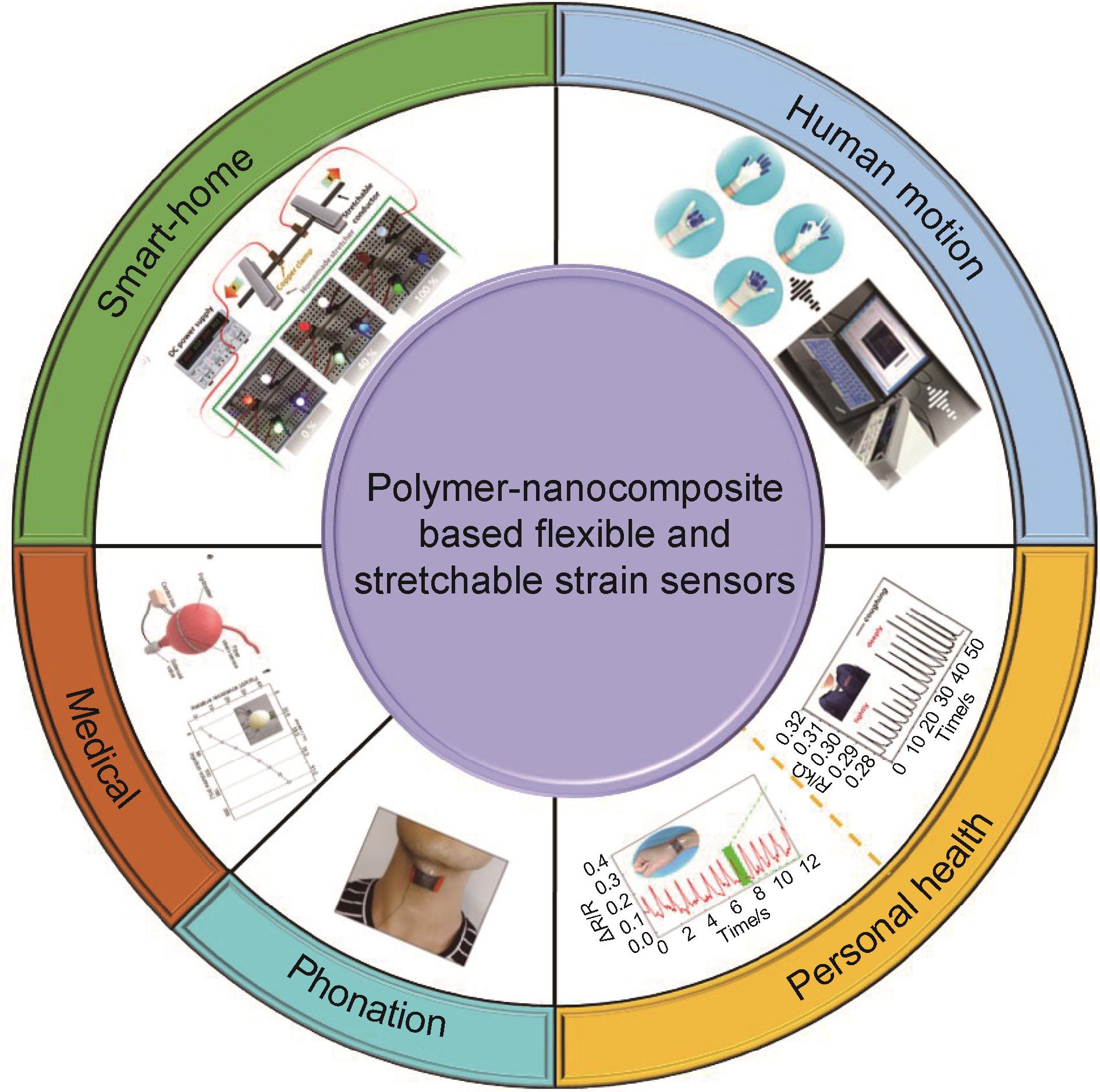
INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 40-52. https://doi.org/10.11868/j.issn.1001-4381.2024.000184Polymer-nanocomposite based flexible and stretchable strain sensors offer portability, simple sensing mechanism, and stable signals, attracting considerable attention in wearable electronics. This paper reviews the research progress of polymer-nanocomposite flexible stretchable strain sensors, with a focus on introducing common types of the properties of polymers and the types of sensing materials. The evaluation of sensing performance mainly includes sensing range and sensitivity. The main factors affecting sensing performance include the selection of polymer materials, the configuration of the conductive network, and the structure design. Although the construction of different types of structures, such as micro-cracks, pore structure, and wavy structure, can contribute to improving the stretchability and sensitivity of the sensor, it is still a challenge to balance its broad detection range and high sensitivity. The main advanced research trends of sensing performance improvements can be oriented towards the selection of highly elastic polymer materials, the optimization of conductive network configuration, and the design of new structures. Polymer-nanocomposite based flexible and stretchable strain sensors will have broad application prospects in human motion detection, personal health monitoring, phonation monitoring, medical monitoring, and futuristic home design.
-
 INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 53-64. https://doi.org/10.11868/j.issn.1001-4381.2025.000448
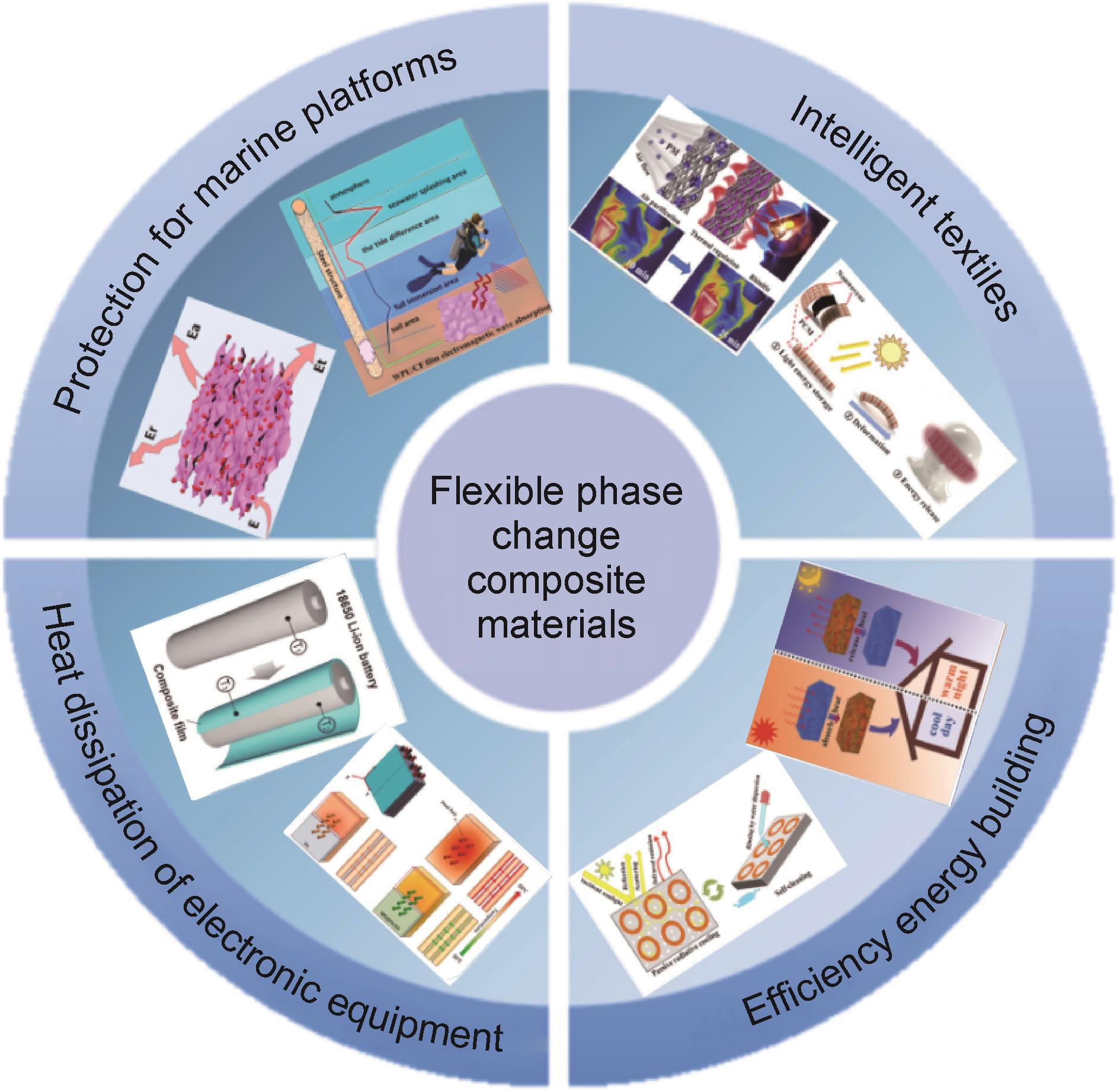
INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 53-64. https://doi.org/10.11868/j.issn.1001-4381.2025.000448Flexible phase change composites (FPCCs) are a type of functional material that combines phase change energy storage with flexibility and are widely used in intelligent thermal management,wearable devices,electronic heat dissipation,and other fields. This review expounds the research status of flexible phase change composites,compares and analyzes different methods of their synthesis process,phase change material selection,composite methods and performance regulation;elaborates on the application of flexible phase change composites in intelligent textiles,building energy conservation,electronic equipment heat dissipation and marine platform protection,and looks forward to their advantages in energy storage performance,flexible regulation,high adaptability and future application expansion.
-
 INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 65-73. https://doi.org/10.11868/j.issn.1001-4381.2024.000528
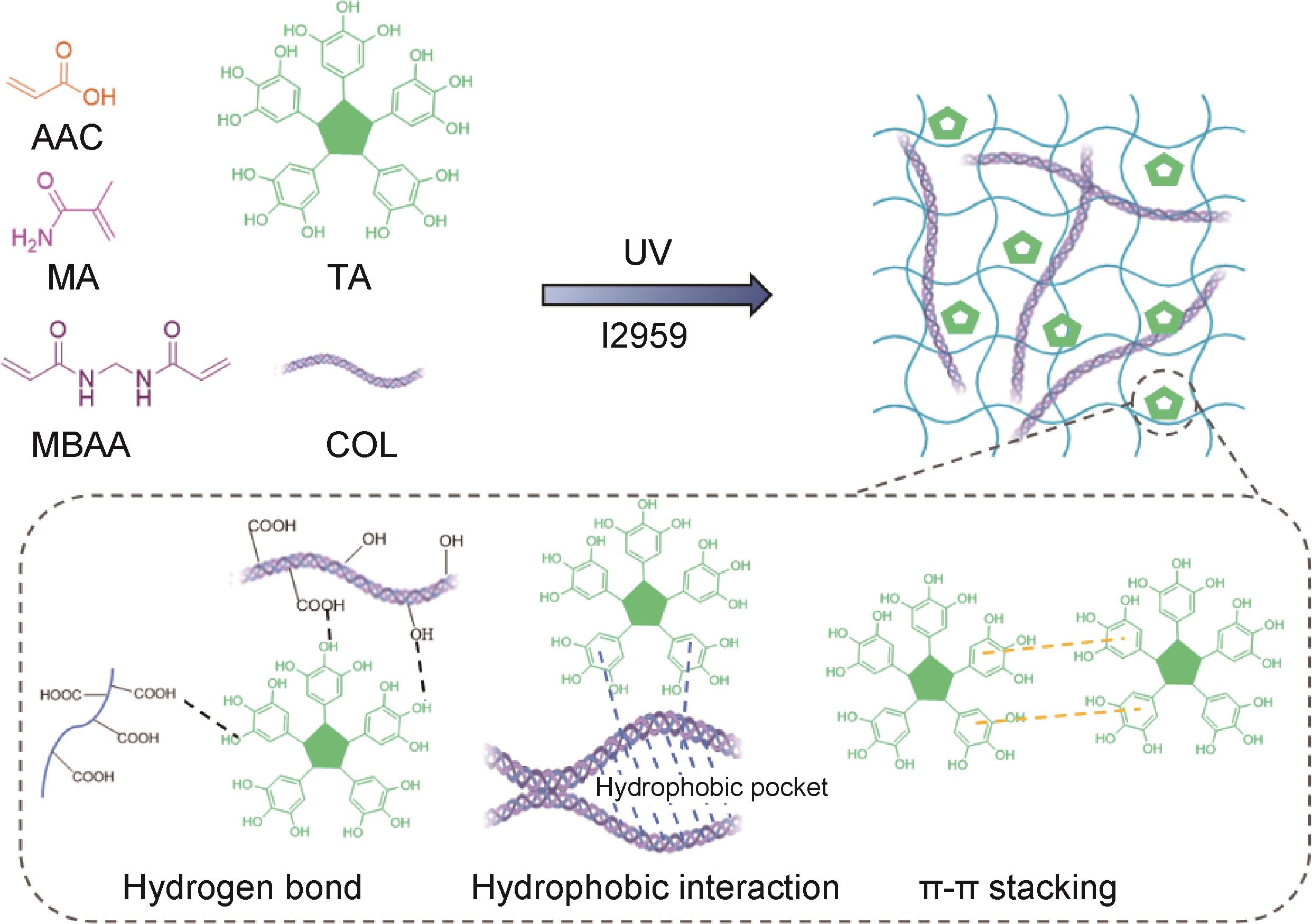
INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 65-73. https://doi.org/10.11868/j.issn.1001-4381.2024.000528Recombinant collagen hydrogels are ideal materials for promoting wound healing but currently suffer from weak mechanical strength and single functionality,which limit their practical applications. A multifunctional hydrogel with a multi-network structure polymethylacrylamide-acrylic acid/tannic acid/recombinant collagen (MA-AAC/TA/COL) is preparedusing in-situ polymerization. The main raw materials include recombinant collagen,tannic acid,methylacrylamide,and acrylic acid. The microstructure,mechanical properties,swelling performance,adhesive property,self-healing ability,antioxidant activity,antibacterial performance,and biocompatibility of hydrogels with different components are explored. The results show that the multi-network structure design effectively enhances the mechanical properties of the hydrogel. Its maximum tensile strain reaches (250.2±2.7)% and maximum tensile stress is (130±3) kPa. It can withstand 80% compressive deformation without breaking and the maximum compressive strength is (4.23±0.18) MPa. The hydrogel exhibits certain pH sensitivity with different swelling rates under various pH conditions. It has a maximum adhesive strength of (36.27±5.03) kPa on pig skin,a self-healing rate of 67.7% and an in-vitro antioxidant rate of (80.2±0.9)%. It shows good antibacterial effects against E.coli and S.aureus with an antibacterial rate close to 99.99%. Additionally,the hydrogel has low cytotoxicity with a cell survival rate greater than 80%. The MA-AAC/TA/COL hydrogel is expected to serve as a multifunctional wound dressing and find application in the field of wound treatment.
-
 INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 74-84. https://doi.org/10.11868/j.issn.1001-4381.2026.000013
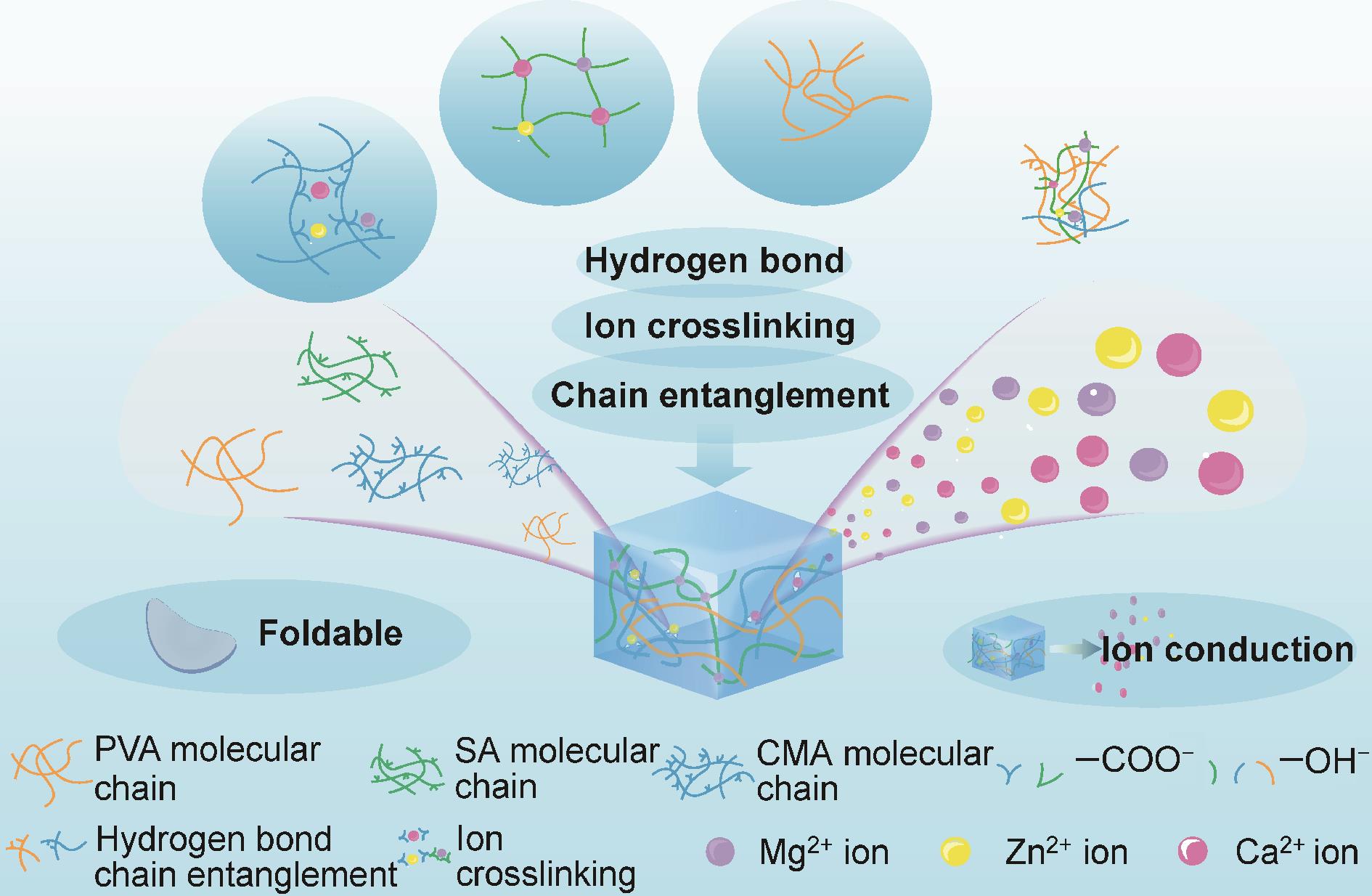
INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 74-84. https://doi.org/10.11868/j.issn.1001-4381.2026.000013Chronic wounds present significant clinical challenges due to factors such as microbial infection and an imbalanced healing microenvironment, making the healing process difficult and necessitating the development of novel dressings capable of providing both dynamic biological therapy and electrical signal modulation. However, existing hydrogel materials still face considerable difficulties in integrating multiple functionalities, including bioactivity, mechanical flexibility, conductivity, and stimuli-responsive release. To address this, this study proposes a multi-network synergistic design strategy. By combining carboxymethyl agarose (CMA), sodium alginate (SA), and polyvinyl alcohol (PVA), and incorporating multivalent ions Ca²⁺, Mg²⁺, and Zn²⁺, a triple-network hydrogel (CaPSC‑MZ) with ion-conductive and pH-responsive ion-release capabilities has been successfully constructed. The results demonstrate that through the modification of agarose and the multi-network structural design, the CaPSC-MZ hydrogel exhibits an average pore size of approximately 91.47 μm, providing favorable swelling properties (50.07%) and a high water retention capacity (13.13%). The CaPSC-MZ hydrogel also demonstrates excellent foldability. Moreover, the release of Ca²⁺, Mg²⁺, and Zn²⁺ is enhanced under acidic conditions, achieving a conductivity of up to 24.81 mS/cm. Additionally, CCK-8 experiments confirm that the CaPSC-MZ hydrogel exhibits excellent biocompatibility and promotes cell proliferation. Therefore, this study provides a new material design strategy for developing smart wound dressings with integrated electrical conduction, dynamic therapeutic functionality, and mechanically adaptive properties, showing promising potential in the field of wound management.
-
 INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 85-96. https://doi.org/10.11868/j.issn.1001-4381.2025.000457
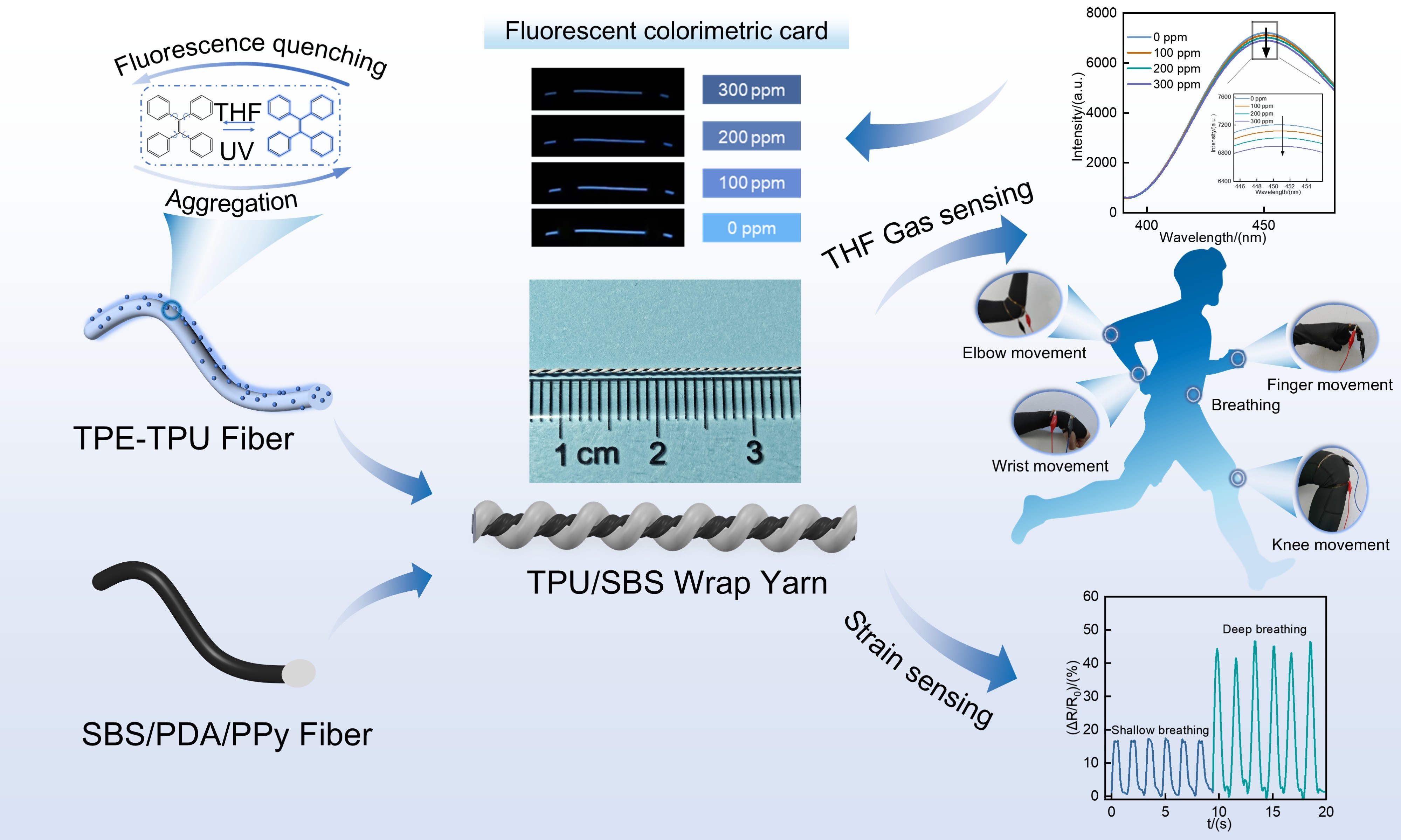
INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 85-96. https://doi.org/10.11868/j.issn.1001-4381.2025.000457This study presents a novel dual-modal flexible sensor that employs an optical-electrical signal decoupling strategy to achieve strain and gas detection, thereby overcoming the limitations of conventional single-modal flexible sensors. The device is constructed using a wrapped-yarn structure, in which polystyrene-butadiene-styrene (SBS) conductive fibers modified with dopamine hydrochloride and polypyrrole (SBS/PDA/PPy) function as the core strain-sensing component, wrapped with tetraphenylethylene-doped thermoplastic polyurethane (TPE-TPU) fibers serve as the gas-responsive component. Experimental results demonstrate that, for gas sensing, the sensor achieves a low detection limit of 59.4 mL/m³ for tetrahydrofuran (THF), along with a fluorescence quenching efficiency of 78.3% and excellent reversibility and stability. For strain sensing, the device exhibits a broad detection range of 0%-60%, a high gauge factor of 30.455, a rapid response time of 167 ms, and remarkable cycling durability exceeding 1000 cycles. Wearable tests further validate its reliable performance in monitoring human joint motion and respiratory activity. Overall, this work provides a robust strategy for developing multifunctional flexible sensors and demonstrates significant potential for applications in human behavior monitoring and early warning of volatile organic compound gas concentrations in high-risk environments.
-
 INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 97-104. https://doi.org/10.11868/j.issn.1001-4381.2024.000713
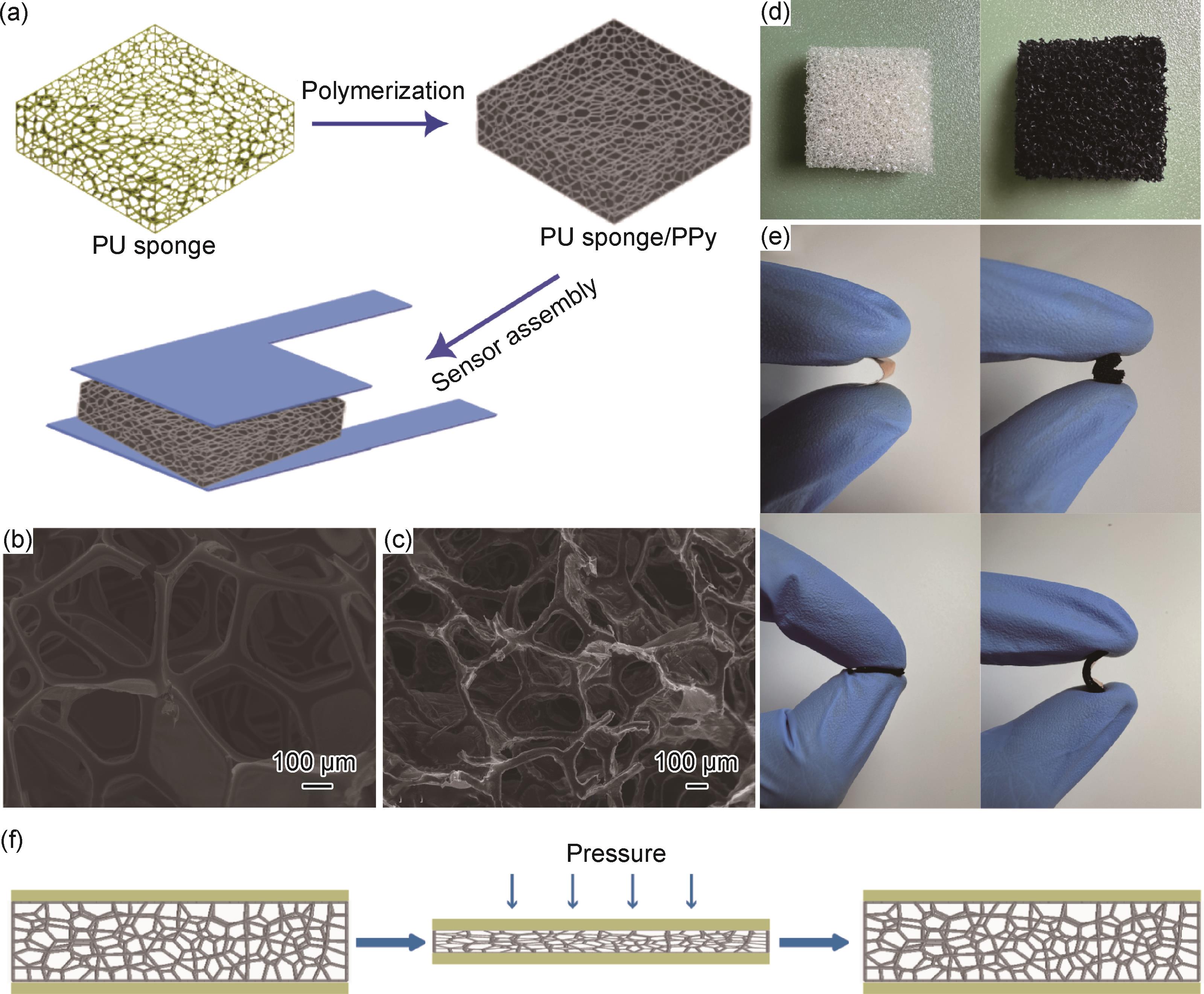
INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 97-104. https://doi.org/10.11868/j.issn.1001-4381.2024.000713Flexible wearable sensors, as a new generation of artificial intelligence devices, have shown great potential for applications in fields such as human health monitoring, human-computer interaction, and artificial intelligence due to their outstanding performance. However, the rapid development of pressure sensors with high compressibility and sensitivity remains a significant challenge. In this study, we successfully polymerize polypyrrole conductive particles on a polyurethane sponge substrate using a one-step method. A highly compressible sponge is prepared economically and efficiently, and a flexible pressure sensor has been successfully assembled. Due to the three-dimensional porous structure of the polyurethane sponge, it exhibits a high sensitivity response (range of pressure≤1.3 kPa, sensitivity=98.73 kPa-1) and good reproducibility (>2000 compression cycles) under applied pressure. Due to its excellent performance response, the sensors can be placed in different parts of the human body for practical monitoring of physiological and motion signals. In addition, a 5×5 pixel sensing array was prepared for spatial position and pressure analysis, demonstrating the feasibility of sensors in monitoring personal physiological parameters and human-machine interfaces.
-
 INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 105-114. https://doi.org/10.11868/j.issn.1001-4381.2025.000411
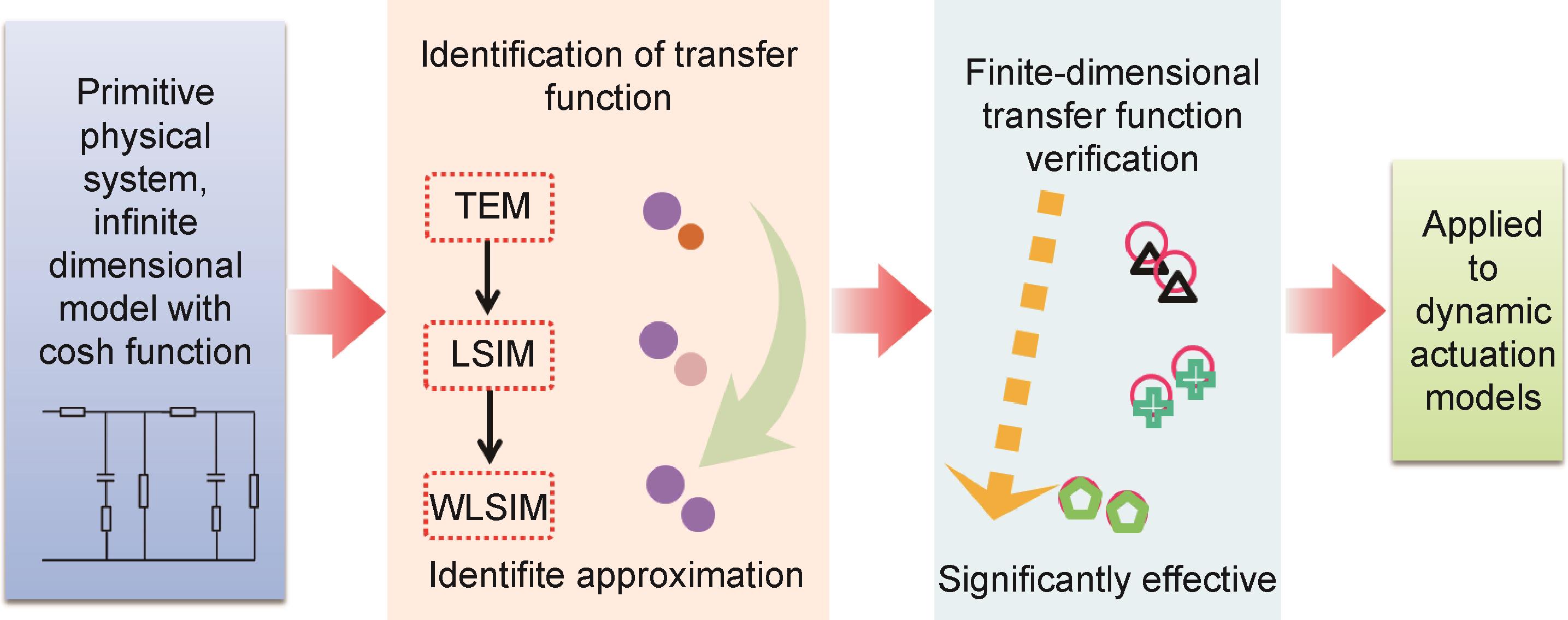
INTELLIGENT MATERIALS FOR FLEXIBLE AND WEARABLE DEVICES COLUMN2026, 54(6): 105-114. https://doi.org/10.11868/j.issn.1001-4381.2025.000411As a novel class of smart materials with high flexibility and large deformation,ionic polymer-metal composites (IPMCs) exhibit exceptional electro-actuated deformation characteristics,demonstrating significant potential in flexible robotics,micro-electro-mechanical systems,and biomedical engineering. Nevertheless,their inherent nonlinear dynamic responses and complex kinetic behaviors pose substantial challenges to precise control,severely limiting their deployment in high-performance systems. To overcome this bottleneck,the present study establishes a dynamic response model for high-flexibility,large-deformation IPMCs and optimizes their transfer function based on equivalent-circuit theory. Through an in-depth analysis of the material’s nonlinear properties,a precise constitutive relationship between the physical system and the numerical model is established. To achieve model-order reduction from an infinite-dimensional to a finite-dimensional representation,identification criteria tailored to the large-deformation characteristics of the material are formulated,and three distinct identification methods are employed for systematic identification of its electro-actuated deformation behavior. Results indicate that the refined weighted-iterative algorithm offers markedly superior identification performance,achieving an accuracy exceeding 98%. Additionally,the study reveals that during electro-actuated deformation,the amplitude and phase angle of the material’s dynamic response decrease with increasing resistance but increase with increasing capacitance. The optimized model proposed herein can effectively guide the design and fabrication of IPMCs while enabling high-precision control of their large-deformation behavior. This work provides a solid theoretical foundation for the development of control systems for such materials and holds significant scientific and engineering value for advancing their flexible applications in high-performance domains.
-
 2026, 54(6): 115-129. https://doi.org/10.11868/j.issn.1001-4381.2025.000365
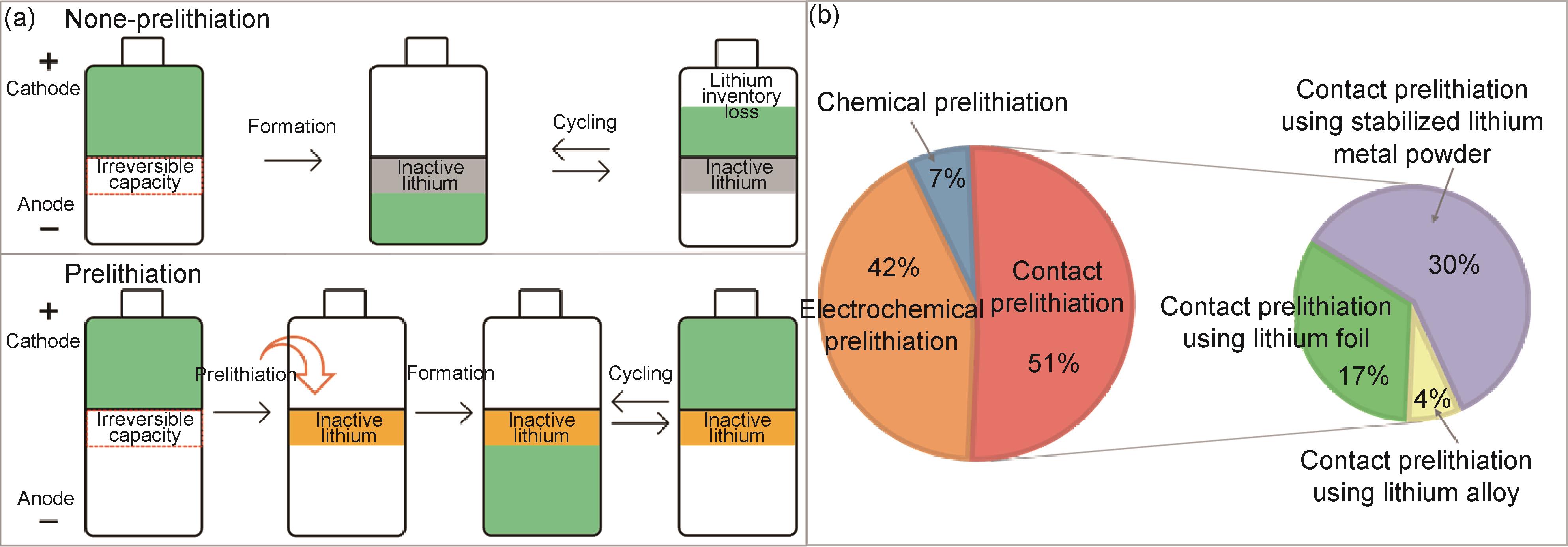
2026, 54(6): 115-129. https://doi.org/10.11868/j.issn.1001-4381.2025.000365Driven by the “dual-carbon” strategy,which accelerates energy structure transformation,the market demand for high-performance electrochemical energy storage systems has surged significantly. Lithium-ion energy storage devices,leveraging the low atomic weight and low electrode potential of lithium,exhibit substantially higher energy density than other systems and have become a core pillar of modern energy infrastructure. However,their energy density and cycle life still struggle to meet the escalating application requirements,with the irreversible loss of active lithium in anode materials constituting the primary constraint. Prelithiation technology addresses this by introducing an additional lithium source to regulate active lithium precisely,significantly enhancing initial coulombic efficiency and overcoming the application bottleneck of high-capacity materials. Furthermore,it compensates for lithium loss during cycling to extend cycle life and effectively modulates the anode potential window,ensuring stable operation of specialized devices while increasing single-cell energy density. This review systematically summarizes the principles and characteristics of three representative anode prelithiation techniques developed in recent years,including contact prelithiation,electrochemical prelithiation,and chemical prelithiation. It comparatively analyzes the improvements these techniques impart on key energy storage device parameters (initial Coulombic efficiency,cycle life,rate capability,and energy density) based on core operational metrics,including methodology,prelithiation speed and precision,residue control,and active lithium utilization. Considering industrial compatibility,implementation complexity,cost-effectiveness,and economic balance,the review critically assesses the industrial potential and existing challenges of each technique,summarizing realized industrial application cases. From an engineering application perspective,it synthesizes the technical advantages and disadvantages,outlines future development trends and research directions to address current limitations,and aims to provide theoretical guidance for commercial technology advancement.
-
 2026, 54(6): 130-144. https://doi.org/10.11868/j.issn.1001-4381.2024.000686
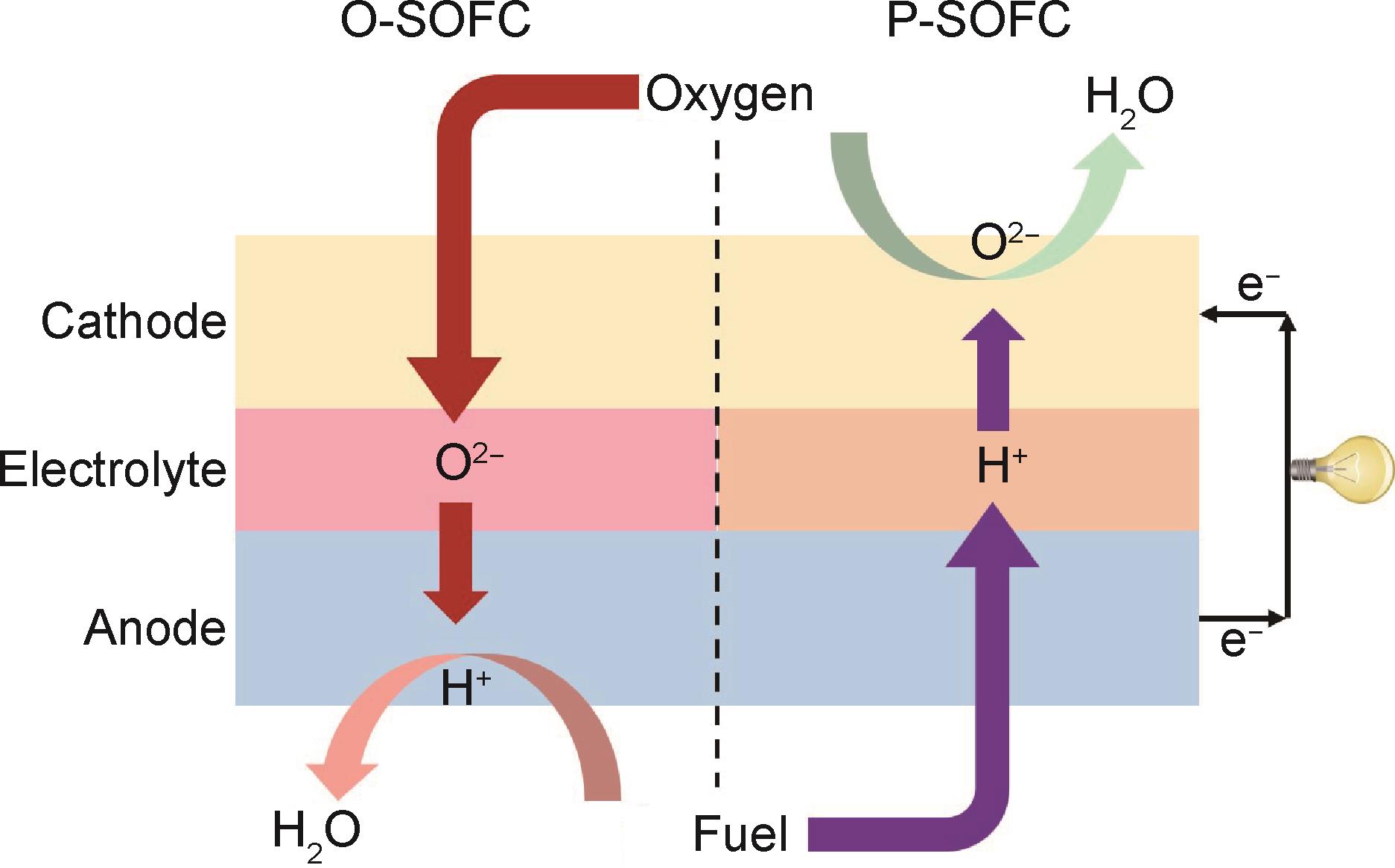
2026, 54(6): 130-144. https://doi.org/10.11868/j.issn.1001-4381.2024.000686A solid oxide fuel cell (SOFC) is a green and efficient electrochemical device for energy conversion. Due to the use of solid ceramics as electrolyte materials, it needs to work in a high-temperature environment of 600-1000 ℃. The high-temperature environment can accelerate the aging of equipment materials, resulting in the rapid decline of battery performance. SOFC technology operating at intermediate- and low-temperatures can improve the startup speed of the system, enhance the durability of the equipment, and expand the scope of equipment selection. Therefore, the development of intermediate and low-temperature SOFC technology is crucial to achieve its commercial application. Since charge transfer and oxygen exchange reactions in solid electrolytes are thermally activated processes, reducing the operating temperature of SOFCs will elevate the ohmic polarization of the electrolyte and exacerbate the polarization loss of the electrode, thereby compromising the actual output power of the SOFC system. In recent years, studies on intermediate- and low-temperature SOFC technology have primarily focused on optimizing the microstructure and chemical composition of electrode and electrolyte materials. In this review, the research progress on the SOFC key materials, including both electrode and electrolyte materials, is systematically summarized. Furthermore, the future design strategies and development directions of these key SOFC materials are prospected.
-
 2026, 54(6): 145-159. https://doi.org/10.11868/j.issn.1001-4381.2025.000225
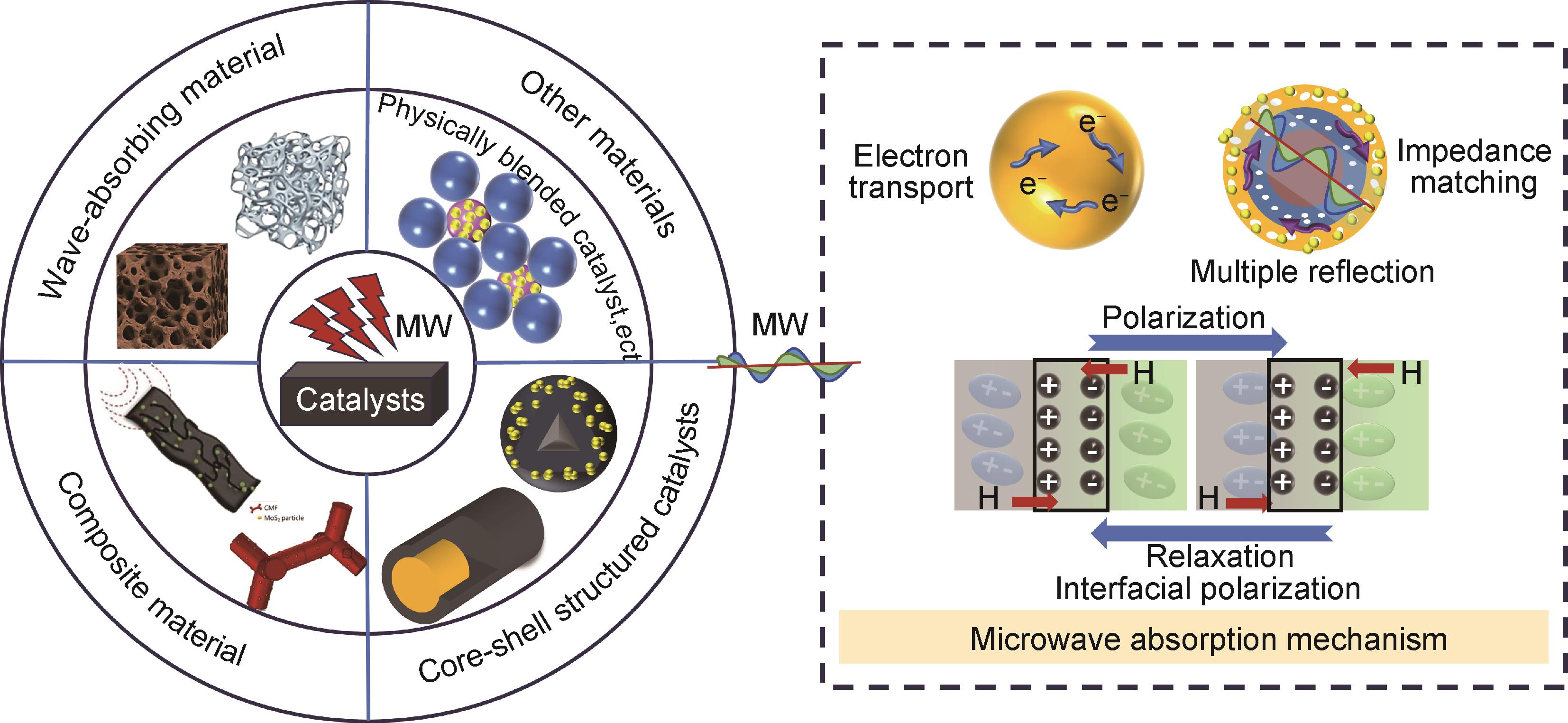
2026, 54(6): 145-159. https://doi.org/10.11868/j.issn.1001-4381.2025.000225Liquid organic hydrogen carriers (LOHCs) hydrogen storage technology represents a highly promising hydrogen storage method. The dehydrogenation process of LOHCs is limited by chemical equilibrium and mass and heat transfer,thereby new technologies are required to promote further development. Microwave heating technology exhibits both thermal and non-thermal effects,offering a potential solution to the challenges encountered in dehydrogenation reactions. This technology demonstrates selective activation characteristics in catalytic systems,necessitating the development of highly efficient microwave-responsive catalysts to optimize energy utilization and enhance catalytic efficiency. This article first examines the unique advantages of microwave heating technology and optimization strategies for microwave energy absorption,systematically reviews the research progress of several new microwave responsive catalysts,and examines the advantages and challenges of various materials. The current progress and persistent challenges in applying microwave-responsive catalysts to LOHCs dehydrogenation are subsequently discussed. Secondly,the quantitative methods for the microwave absorption performance of catalysts are summarized,providing guidance for the design and optimization of catalyst structures in terms of absorption and energy distribution. Finally,the design direction of new efficient microwave responsive catalysts and the development direction of microwave responsive LOHCs dehydrogenation technology are discussed,providing theoretical basis for achieving low-temperature and efficient LOHCs dehydrogenation and promoting the development of liquid hydrogen storage technology.
-
 2026, 54(6): 160-167. https://doi.org/10.11868/j.issn.1001-4381.2025.000253
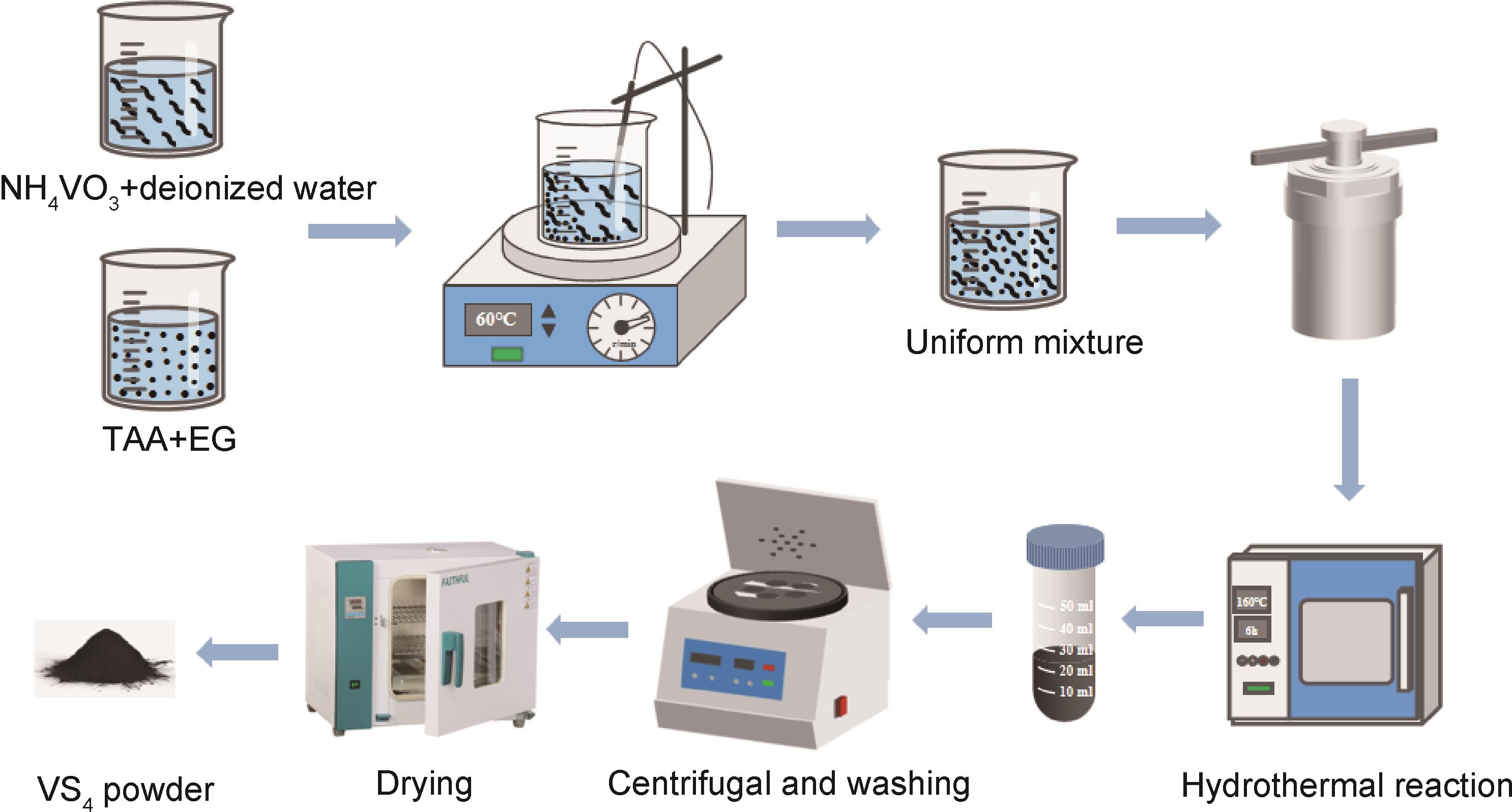
2026, 54(6): 160-167. https://doi.org/10.11868/j.issn.1001-4381.2025.000253Recent progress in the field of energy storage has led to growing interest in magnesium ion batteries (MIBs). As an emerging energy storage technology, magnesium is abundant in resources, cost-effective, environmentally friendly, and less prone to dendrite formation during charging and discharging, making it a promising alternative to traditional lithium-ion batteries with better safety. Sulfide-based positive electrode materials typically exhibit high theoretical specific capacitance and good conductivity, making their research crucial for enhancing the performance of magnesium ion batteries.VS4 has a special atomic chain structure, a unique structure, high capacity, and long cycle life, which has attracted much attention. This study syntheses VS4 using the solvothermal method. A four-factor three-level orthogonal experiment is designed to investigate the effects of hydrothermal temperature, hydrothermal time, raw material ratio, and solvent ratio on the microstructure and size of the material. Nine groups of synthesized materials are made into electrode sheets, and magnesium foil is used as the negative electrode. A fully phenyl complex (APC) has been used as the electrolyte to assemble a magnesium ion battery for electrochemical performance testing. It is revealed that sample S3 exhibits the most compact particle size and superior electrochemical properties, reaching 369.1 mAh/g in the first discharge process. Even after 110 charge and discharge cycles, the specific capacity of the material can still be maintained at 80.1 mAh/g, showing good cycle stability. Experimental results have shown that different preparation conditions affect the microstructure and size of materials. Optimizing preparation conditions is beneficial for improving the electrochemical performance of magnesium ion batteries.
-
 2026, 54(6): 168-180. https://doi.org/10.11868/j.issn.1001-4381.2025.000495
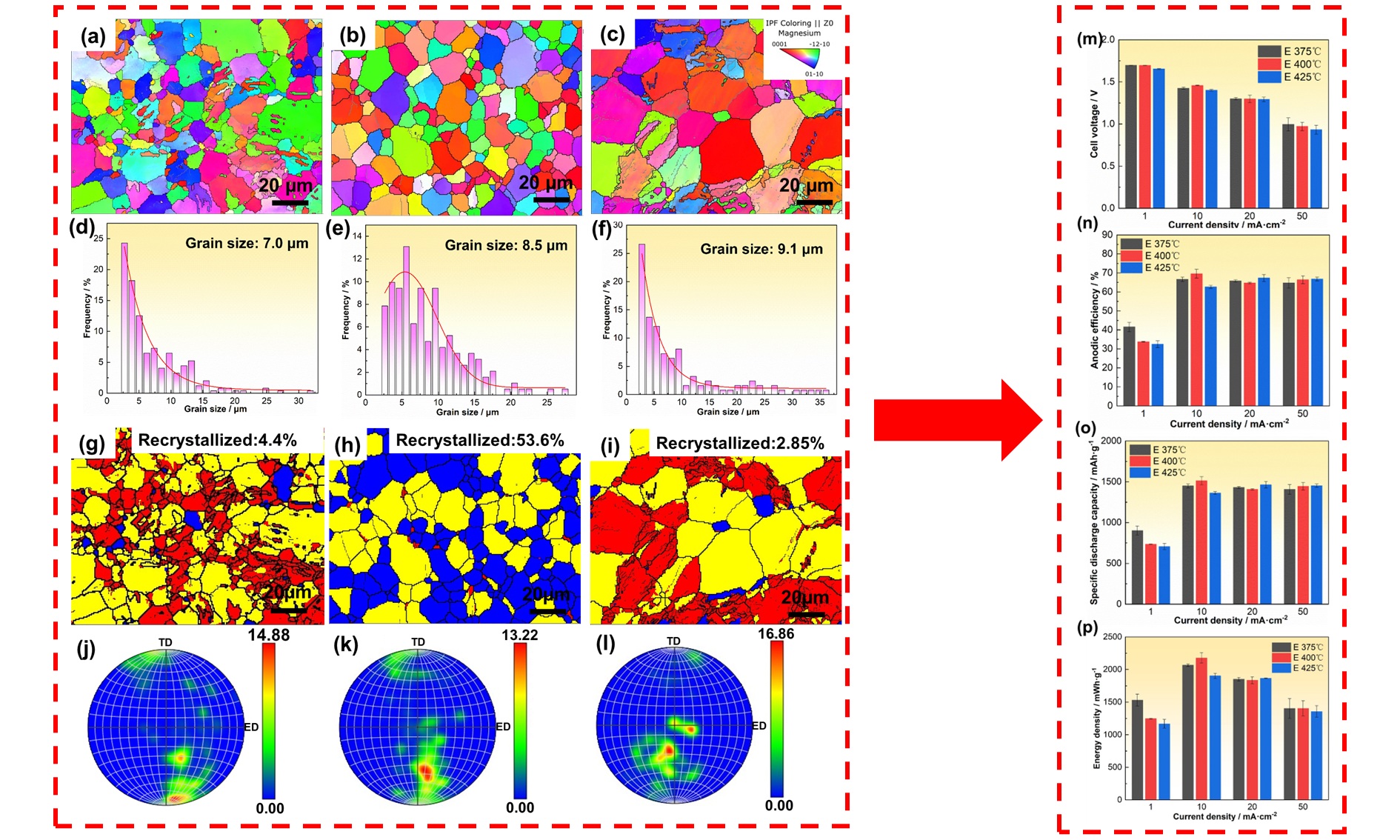
2026, 54(6): 168-180. https://doi.org/10.11868/j.issn.1001-4381.2025.000495This study focuses on Mg-1.5In-0.2Ca-xZn alloys. As-cast alloys with different mass fractions of Zn (0.25%,0.5%,1.0%,1.5%,and 2.0%) are prepared by gravity casting. The influence of Zn mass fractions on the microstructure,corrosion resistance,and discharge performance of the alloys is investigated. Based on the alloy with the optimal Zn mass fraction screened out,the regulation mechanism of extrusion temperatures (375,400,425 ℃) on its performance is studied. The results show that when the Zn mass fraction is 0.5%,the as-cast alloy has the lowest area fraction of secondary phases and the strongest discharge activity. Its energy density reaches 1948.14 Wh·kg-1 at current density of 10 mA·cm⁻2. After extrusion at 400 ℃,the alloy undergoes complete dynamic recrystallization. The grain size is refined to 8.5 μm,forming a uniform microstructure. At current density of 10 mA·cm⁻2,its energy density increases to 2193.37 Wh·kg-1 and the anodic efficiency reaches 69.46%.
-
 2026, 54(6): 181-188. https://doi.org/10.11868/j.issn.1001-4381.2024.000267
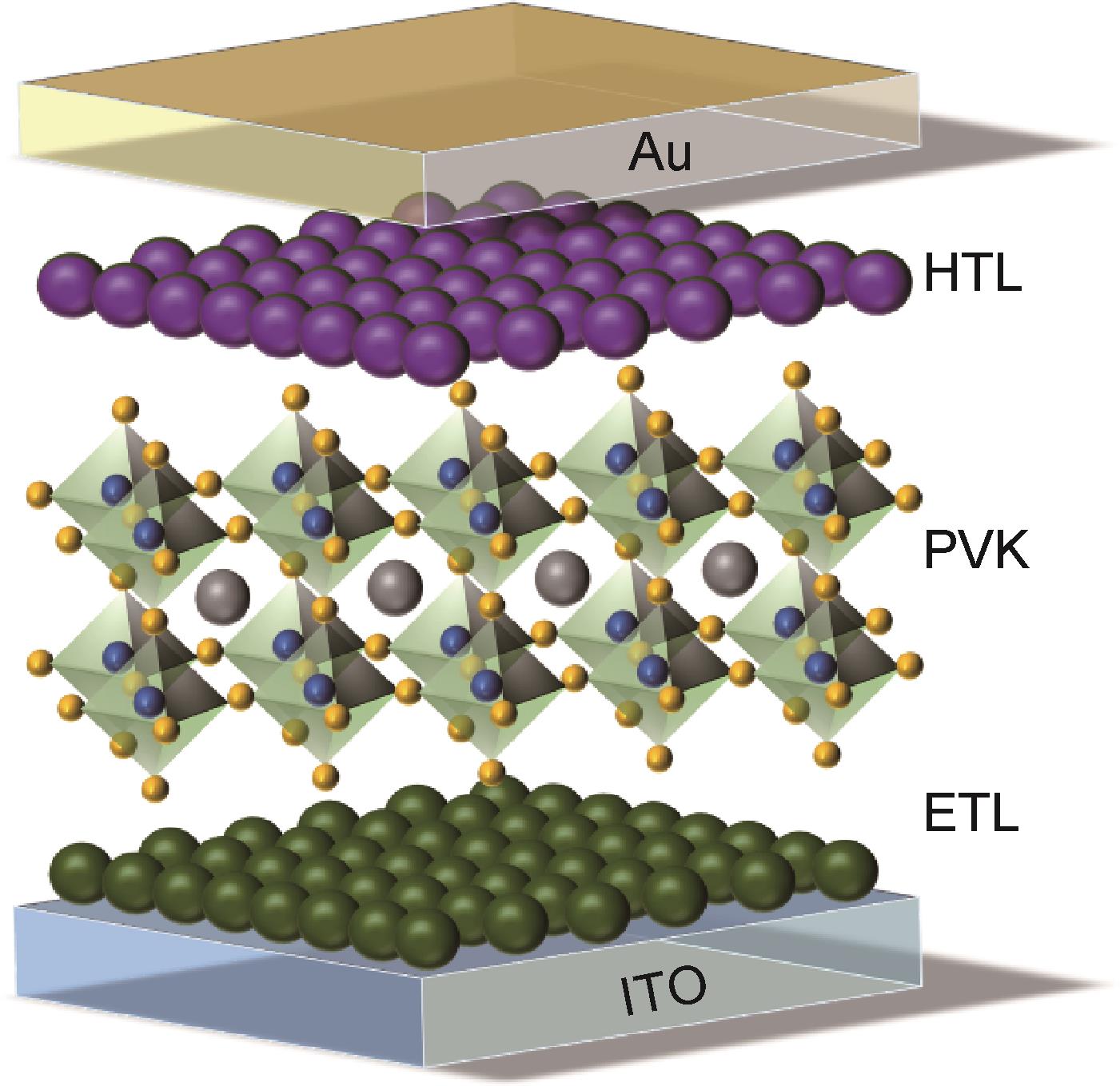
2026, 54(6): 181-188. https://doi.org/10.11868/j.issn.1001-4381.2024.000267The performance of the electron transport layer in perovskite solar cells is a key factor in achieving stable device efficiency and a primary consideration for flexible devices. In this study,the SnO2 nanoparticle synthesis pathway is introduced for the low-temperature (40-90 ℃) synthesis of tin oxide nanocrystals using anhydrous SnCl4 as the tin source,which is directly hydrolyzed with deionized water without the addition of an acid or alkali. The grain size of SnO2 has a direct impact on its performance as an electron transport layer,and a smaller grain size can form a dense,flat,smooth,and thin film,which is favorable for the subsequent deposition of the perovskite layer and reduces the leakage current. The optimized SnO2 exhibits excellent optical and electrical properties, and the photovoltaic conversion efficiency of the device reaches 20.4% (effective area: 0.13 cm²). The electron transport layer accelerates the extraction and transport of carriers,and its formation of a good interface with the perovskite film leads to significant improvements in terms of solar cell fill factor and short-circuit current.
-
 2026, 54(6): 189-199. https://doi.org/10.11868/j.issn.1001-4381.2025.000128
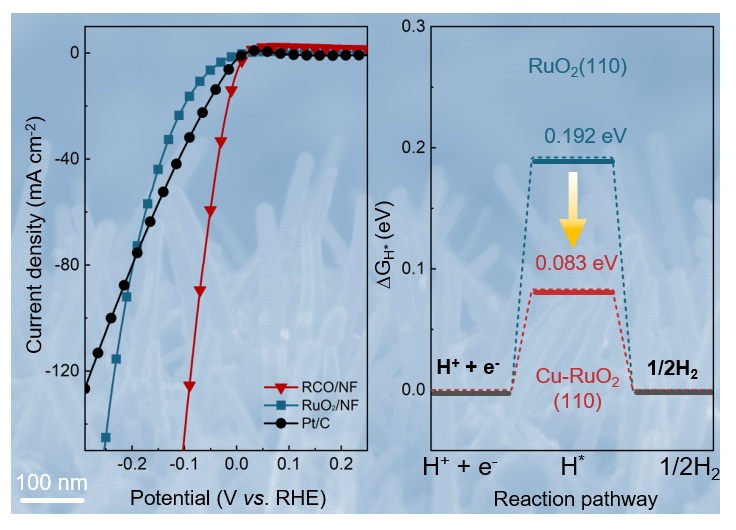
2026, 54(6): 189-199. https://doi.org/10.11868/j.issn.1001-4381.2025.000128Nanostructured electrodes,due to the fast reaction kinetics,enhanced mass transfer,and good electron conductivity,have been highlighted as a promising candidate for the electrocatalysis of hydrogen evolution. Herein,we demonstrate a one-step pyrolysis synthesis of Cu-doped RuO₂ nanorod arrays (RCO/NF) on nickel foam,demonstrating exceptional electrocatalytic hydrogen evolution performance. The engineered electrode architecture combines three critical advantages: Cu doping-induced charge buffering stabilizes RuO₂ active sites;vertically aligned nanorods with superhydrophilic character (contact angle <18°),optimize mass transport while mitigating bubble shielding;and a CuO interlayer reinforces mechanical stability. Electrochemical evaluation in 1.0 mol·L-1 KOH reveals outstanding activity,achieving an ultralow overpotential of 5 mV at 10 mA·cm-2 and maintaining 42% lower overpotential than commercial Pt/C at industrial current densities (200-400 mA·cm-2). The developed synthesis strategy establishes a scalable approach for high-performance non-precious metal electrocatalysts,offering significant potential for green hydrogen production technologies.
-
 2026, 54(6): 200-208. https://doi.org/10.11868/j.issn.1001-4381.2024.000176
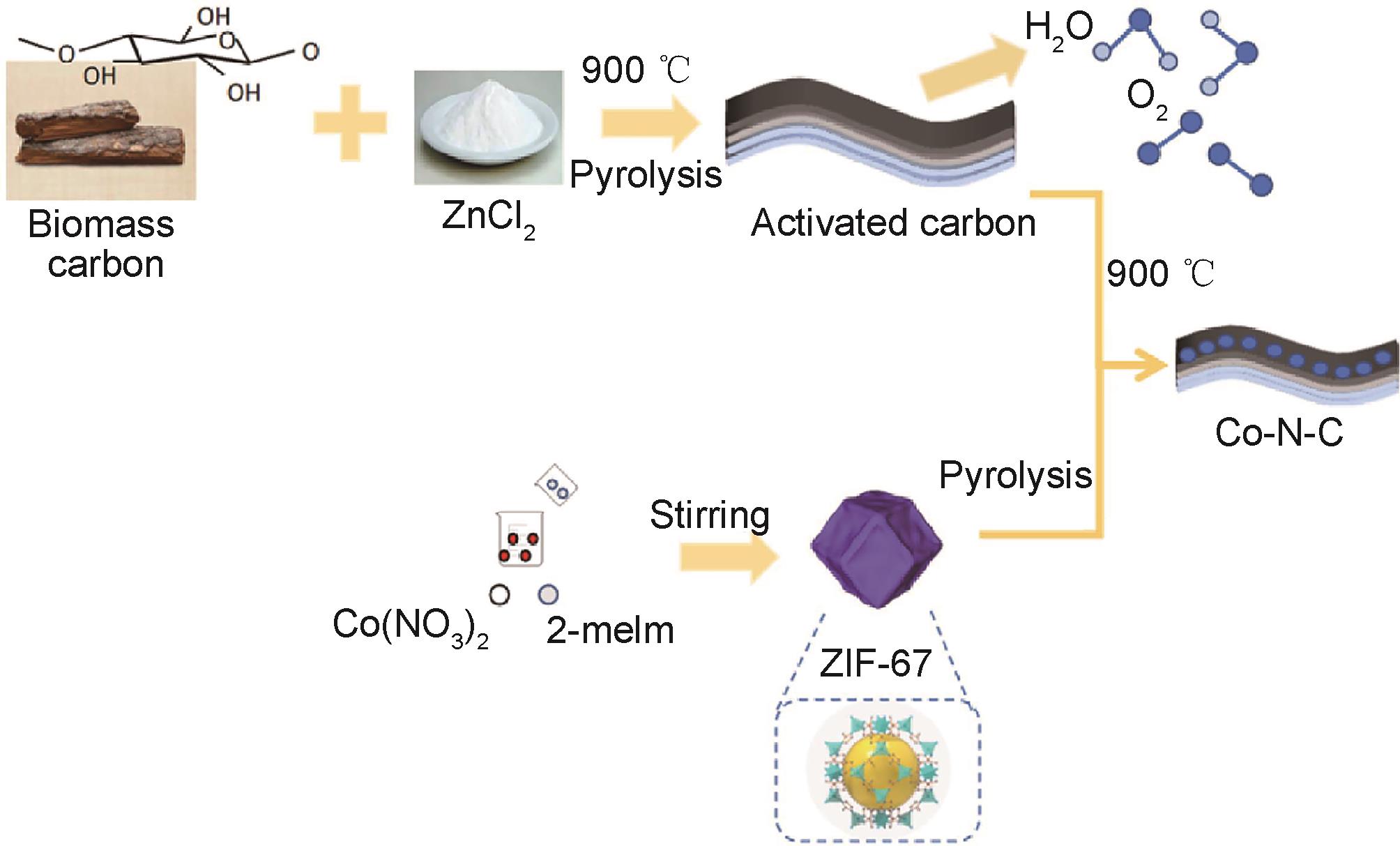
2026, 54(6): 200-208. https://doi.org/10.11868/j.issn.1001-4381.2024.000176The development of low-cost bi-functional electrocatalysts with efficient oxygen evolution reaction (OER) and oxygen reduction reaction (ORR) is crucial in energy conversion and storage technologies. In this study, biomass-derived porous carbon and ZIF-67 are combined as excellent bi-functional electrocatalysts through ball milling and high-temperature pyrolysis. The effect of different pyrolysis time on the catalytic performance is investigated. It is found that the formation of Co-N-C catalyst with pyrolysis time of 3 h produces more defects,and the specific surface area is as high as 1210.01 m2·g-1. The rich microporous and mesoporous structure provides more channels for the transmission of electrolyte. In the ORR performance test,the half-wave potential can reach 0.81 V,second only to 0.85 V of the commercial Pt/C catalyst. The OER performance is 1.73 V at a current density of 10 mA·cm-2,which is better than 1.79 V of the commercial IrO2 catalyst. Further theoretical studies show that the defect-rich Co-N-C catalyst can effectively reduce the reaction barrier,and the synergistic effect of Co and N atoms promotes the ORR reaction.
-
 2026, 54(6): 209-220. https://doi.org/10.11868/j.issn.1001-4381.2025.000255
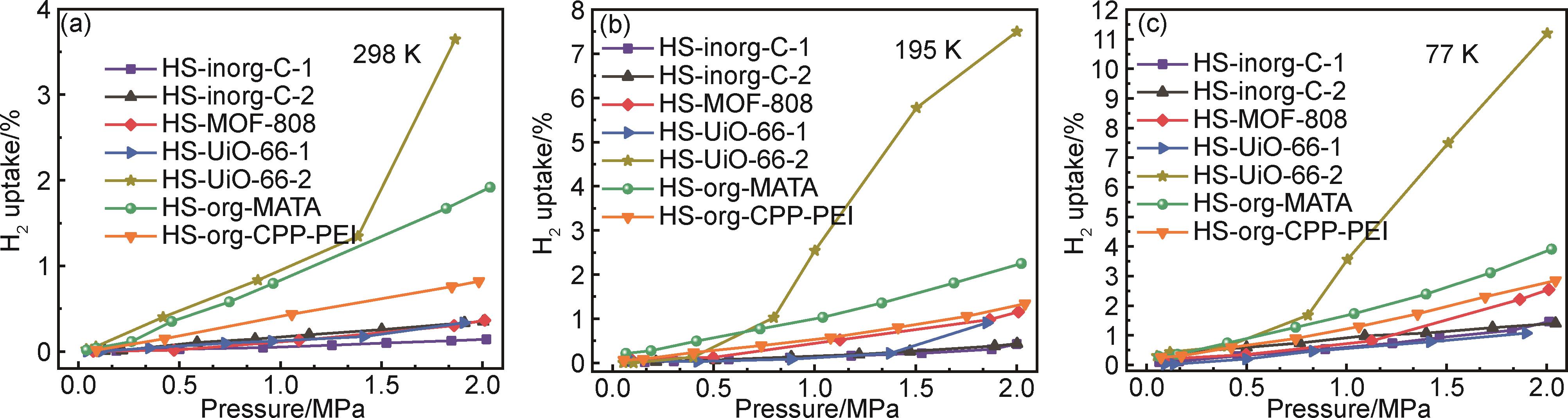
2026, 54(6): 209-220. https://doi.org/10.11868/j.issn.1001-4381.2025.000255Porous materials show great potential for hydrogen storage due to their unique pore structures,high specific surface areas,and abundant active sites. In this study,three kinds of porous materials with different typical structures were prepared,including carbon composite diatomite inorganic skeleton materials (HS-inorg-C-1,HS-inorg-C-2),metal-organic frameworks (HS-MOF-808,HS-UiO-66-1,HS-UiO-66-2),and highly cross-linked organic porous polymer materials containing secondary amine (—NH—)(HS-org-MATA,HS-org-CPP-PEI). The hydrogen storage capacities and influencing factors of these materials are investigated. The results show that under 298 K and 2.0 MPa conditions,the three types of prepared hydrogen storage materials exhibited significantly different hydrogen storage mass fractions,ranging from 0.14% to 3.64%. The crosslinked HS-UiO-66-2,derived from HS-UiO-66-1 modification,demonstrates optimal hydrogen storage performance. At room temperature,the hydrogen storage quality of the HS-UiO-66-2 sample is 11 times higher than that of HS-UiO-66-1. HS-inorg-C-1 demonstrates excellent cycling stability,with a 10.96% capacity loss after five hydrogen adsorption-desorption cycles at 77 K and 2.0 MPa,and it shows good cycle stability and reversibility. The study works provide new design principles for developing high-performance physical hydrogen storage materials.
-
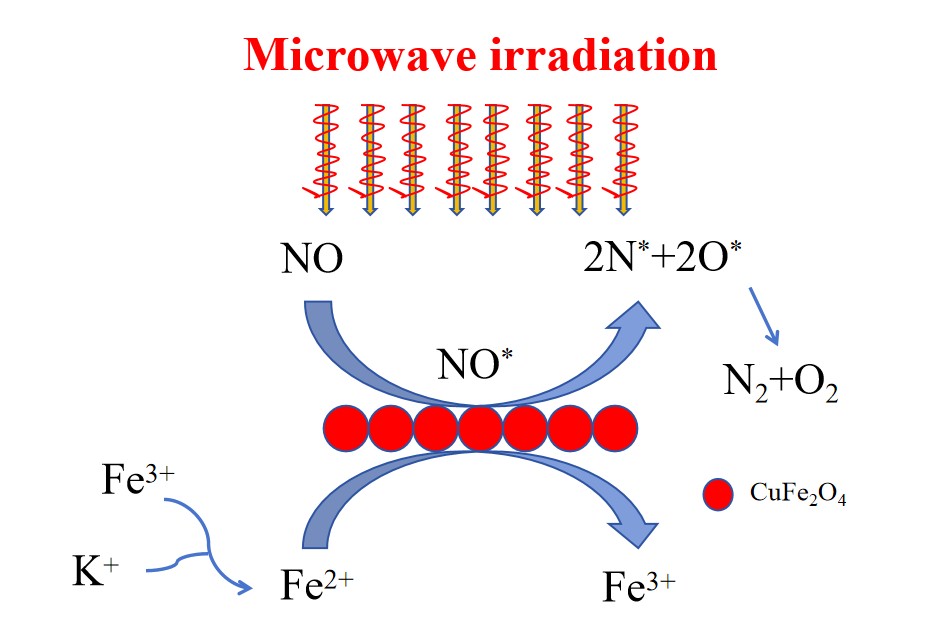 2026, 54(6): 221-229. https://doi.org/10.11868/j.issn.1001-4381.2025.000481
2026, 54(6): 221-229. https://doi.org/10.11868/j.issn.1001-4381.2025.000481The nano Cu1- x K x Fe2O4 composite catalyst coatings are fabricated on the surface of a self-made absorbing and heating ceramic via the sol-gel method. The performance of this catalyst in directly catalyzing the decomposition of NO gas and the rules influencing its changes are studied under different conditions (microwave radiation power of 0-50 W,reaction temperature of 250-600 ℃,and oxygen concentration of 0%-6%). The phase composition,microstructure,and catalytic activity of the catalyst are analyzed and characterized by XRD,SEM,H2-TPR,and O2-TPD testing methods. The results show that in the case of different K+ doping amounts,Cu1- x K x Fe2O4 catalysts all generate uniform nanocrystalline particles with a spinel structure. With the increase of K+,as well as the increase of reaction temperature and microwave power,the NO decomposition conversion efficiency of Cu1- x K x Fe2O4 catalysts shows a trend of first increasing and then decreasing. The increase in oxygen concentration is beneficial for NO conversion. Cu0.9K0.1Fe2O4 catalyst reaches the highest NO conversion value of 92.8%,under the reaction temperature of 350 ℃, microwave power of 10 W,and oxygen concentration of 4%. The Cu0.9K0.1Fe2O4 catalyst doped with a certain amount of K+ can promote the formation and increase of oxygen vacancies,which is conducive to the catalytic reaction. Meanwhile,under microwave radiation,the oxygen vacancies on the catalyst surface and polar gas molecules NO can absorb microwave energy and be activated,thereby enhancing the NO decomposition efficiency.
-
 2026, 54(6): 230-237. https://doi.org/10.11868/j.issn.1001-4381.2025.000038
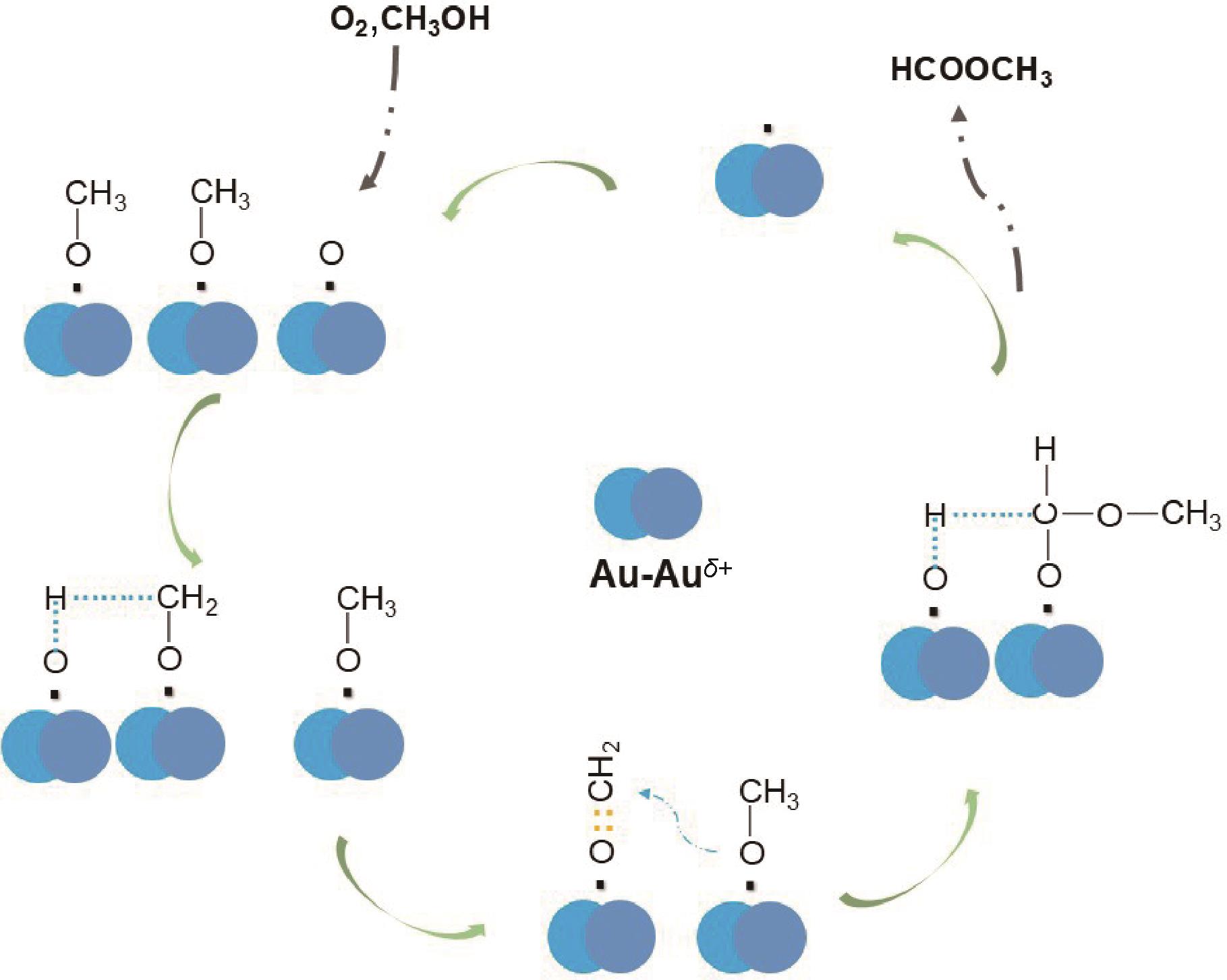
2026, 54(6): 230-237. https://doi.org/10.11868/j.issn.1001-4381.2025.000038Methyl formate (MF) is an important chemical intermediate. The development of efficient catalysts for the synthesis of MF from methanol is of great significance to C1 chemistry. In this study,three composite catalysts supported by nanogold on silica carriers are designed and synthesized, including Schiff base-modified mesoporous silica/nanogold (Au-L@SiO2),microporous silica molecular sieve/nanogold (Au@S1),and amorphous silica/nanogold (Au δ +@SiO2). The experimental results show that the Au-L@SiO2 catalyst achieves 100% selectivity for the conversion of methanol to methyl formate at low temperature of 80 ℃,and its conversion rate is significantly better than that of the unmodified mesoporous Au@SiO2 catalyst,indicating that the unique chemical environment of nanogold in ligand-modified SiO2 helps to improve its catalytic activity. Compared with the above-mentioned microporous Au@S1 and mesoporous Au-L@SiO2 supported catalysts,amorphous Au δ +@SiO2 exhibits the highest catalytic activity,with a methanol conversion rate of 85% and a MF selectivity of 100%. To explain the mechanism of the high catalytic activity of Au δ +@SiO2,its local structure has been characterized by X-ray absorption fine structure spectroscopy (XAFS). The results show the presence of Au δ + ionic in Au δ +@SiO2,indicating that gold ions are the key factor in enhancing its catalytic activity. In summary,this study shows that organic ligand modification and the construction of gold ion-type nano-gold catalysts play a key role in catalytic methanol oxidation. This provides a new strategy for the development of green and highly active nanocatalysts,and is of great significance for the industrial application of catalytic methanol to MF.
-
 2026, 54(6): 238-248. https://doi.org/10.11868/j.issn.1001-4381.2024.0000697
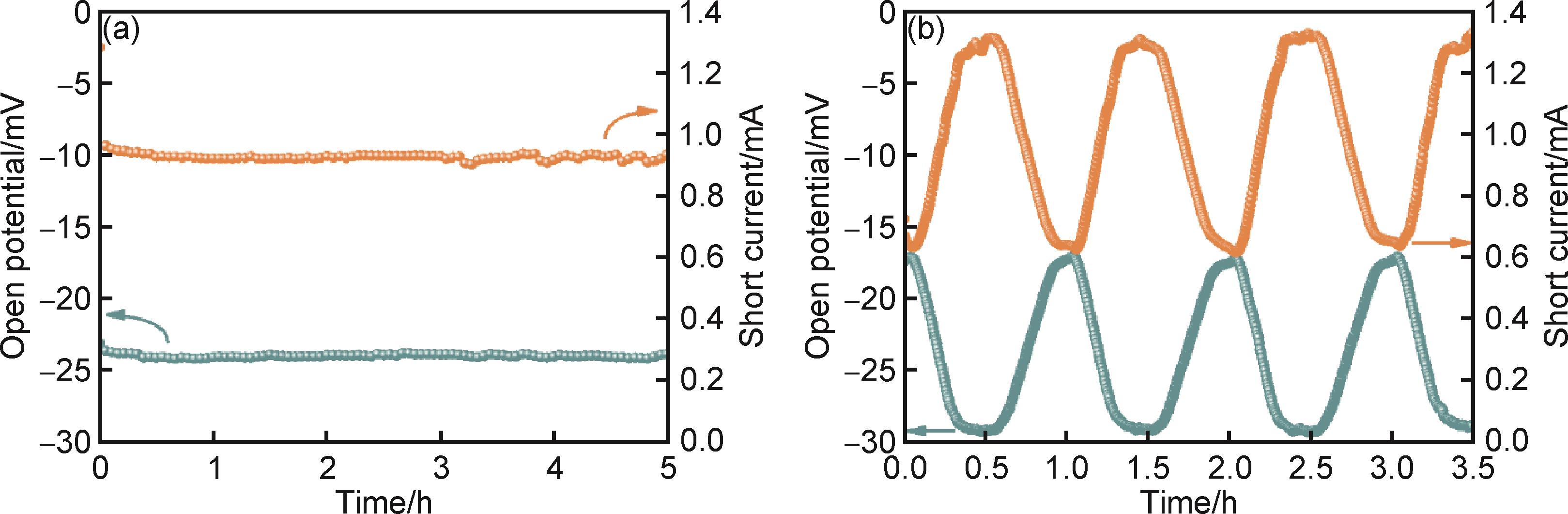
2026, 54(6): 238-248. https://doi.org/10.11868/j.issn.1001-4381.2024.0000697Thermo-electrochemical cell represents a novel low-grade waste heat enrichment system. In this field, platinum is the primary material used as electrodes. However, the high cost of platinum significantly hinders the advancement and broader application of thermo-electrochemical cells. Consequently, there is an imperative need to develop alternative electrode materials that are both cost-effective and high-performing. Carbon-based materials that have low cost, high specific surface area, and excellent conductivity are considered promising candidates for this application. In this study, we report the successful synthesis of a series of defect-rich biocarbon using common cabbage leaves as a carbon resource, via the high-temperature carbonization and KOH activation processes. Then, the obtained biocarbon has been employed as electrode materials in thermo-electrochemical cells. Under optimized experimental conditions (calcination temperature: 700 ℃, and concentration of KOH: 6 mol/L), the biocarbon KC-6 exhibits the best performance, yielding a short-circuit current of 1.13 mA when used as electrode materials, which exceeds the performance of platinum (1.06 mA) under the same conditions. Moreover, when the electrode area is expanded to 2 cm×2 cm, a short-circuit current of 1.47 mA is achieved at a temperature difference of 17.5 K, suggesting considerable potential for the application of this biocarbon in thermo-electrochemical cells.