- Ei,ESCI收录期刊
- 中国科学引文数据库(CSCD)核心期刊
- 中文核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)




Some advanced high temperature titanium alloys are usually selected to be manufactured into blade, disc, case, blisk and bling under high temperature environment in compressor and turbine system of a new generation high thrust-mass ratio aero-engine. The latest research progress of 600℃high temperature titanium alloy, fireproof titanium alloy, TiAl alloy, continuous SiC fiber reinforced titanium matrix composite and their application technology in recent years in China were reviewed in this paper. The key technologies need to be broken through in design, processing and application of new material and component are put forward, including industrial ingot composition of high purified and homogeneous control technology, preparation technology of the large size bar and special forgings, machining technology of blisk and bling parts, material property evaluation and application design technique. The future with the continuous application of advanced high temperature titanium alloys, will be a strong impetus to the development of China's aero-engine technology.

SiCp/Cu composites were successfully fabricated by vacuum hot-pressing method. Molybdenum coating was deposited on the surface of silicon carbide by sol-gel method. The effects of the interfacial design on thermo-physical properties of SiCp/Cu composites were studied. The results indicate that:continuous and uniform MoO3 coating can be deposited on the surface of silicon carbide by peroxomolybdic acid sol-gel system, and the best processing parameters are as follows:SiC:MoO3=5:1(mass ratio), H2O2:C2H5OH=1:1(volume ratio), and surface pretreatment with acetone and hydrofluoric acid is good to the deposition and growth of MoO3 coating. After hydrogen reduction at 540℃for 90min the MoO3 is changed into MoO2, and then hydrogen reduction at 940℃for 90min the MoO2 is changed into Mo absolutely, and the Mo coating is continuous and uniform. SiCp/Cu composites prepared by vacuum hot-pressing method show a compact and uniform microstructure, and the thermal conductivity of the composites is increased obviously after the Mo coating interfacial modification, which can reach 214.16W·m-1·K-1 when the volume of silicon carbide is about 50%.

Two-liquid bimetal composite casting through the liquid film bond technology can realize large metallurgical composite plane to prepare the two-liquid bimetal wear resistance plate between low carbon steel and high chromium cast iron, which can effectively avoid the insufficient heat quantity of the later poured high temperature liquid metal with the conventional liquid-liquid composite technology. The microstructure and composition of the composition layer were detected with SEM and EDS. The results show that, the sequence of the microstructure from the low carbon steel to the high chromium cast iron is as follows:low carbon steel→pearlite transition layer→composition layer→high chromium cast iron transition layer. The Vickers hardness of composition layer region is from 345 to 1260. The microstructure of the composition layer is γ-Fe and granular carbide. The morphology of γ-Fe in high chromium cast iron layer presents the distinct directional dendritic crystal growth that is perpendicular to the composition layer, but the γ-Fe directivity gradually disappears with the increment of the wear resistance plate thickness. The temperature field mathematical model of the low carbon steel is preliminarily developed for providing a quantitative analysis to the two-liquid bimetal composition technology.

Beta-Al2O3 precursor powders were synthesized by glycine-nitrate combustion at a low temperature using metal nitrate and GNP as raw materials. The thermal decomposition mechanism of the gel and the formation process of beta-Al2O3 were investigated by XRD, TG/DSC, SEM, NMR and EIS. The results show that beta-Al2O3 precursor powder with the average size of 42.0nm can be obtained at 1150℃, 150℃lower than the solid state reaction. The precursor powder has good forming and sintering performance. The sample is calcined at 1620℃, then the Al(Ⅳ) and the Al(Ⅵ) in the structure of the sample is around δ=45 and δ=-6, respectively. The relative density of the sample is 97.6%. The ionic conductivity at 350℃is 0.046S·cm-1.
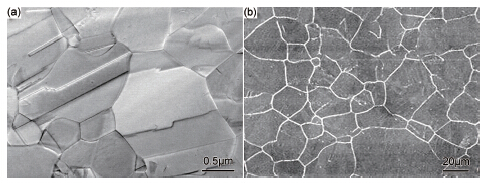
The concept of phase reversion involving cold deformation of metastable austenite to generate strain-induced martensite, followed by temperature-time annealing sequence, was used to obtain grain size of nanograined/ultrafine-grained and coarse-grained austenitic stainless steels. The mechanical properties of austenitic stainless steels with different grain sizes were obtained by tensile testing, the deformation microstructure and fracture surface were analyzed by TEM and SEM observations, respectively. The results indicate that deformation twins contribute to excellent ductility in high yield strength nanograined/ultrafine-grained steel, while in the low yield strength coarse-grained steel, the high ductility is due to strain-induced martensite transformation. Interestingly, the tensile fracture of the two austensite stainless steels with different deformation mechanism is ductile fracture. The deformation mechanism from deformation twins to strain-induced martensite in the coarse-grained structure in nanograined/ultrafine-grained structures is owing to the increased stability of austenite with grain refining.
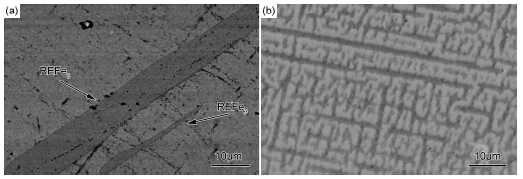
In order to simulate low vacuum experimental environment, Tb0.27Dy0.73Fe1.91 alloy round bars were prepared through melting with Tb, Dy and Fe elements, directional solidification and heat treatment in low vacuum environment. The magnetostriction of the alloy rods was tested. The microstructures and the causes of defects in the alloy were investigated. The results indicate that under the low vacuum experimental environment, there are plenty of twin dendritic lamellar microstructures and ordinary twin microstructures are generated in alloy, among which the mechanical properties and "jump" effect of twin dendritic lamellar structures are good, while the ordinary twins are bad to the magnetostrictive property in the alloy. REFe2 and REFe3 coupling phase is the main phase in the matrix, the burning loss of rare earth elements lead variations in chemical composition, resulting coupling growth with REFe3 phase and REFe2 phase. The thermal stress and the burning loss of rare earth elements segregate at grain boundaries resulting in the presence of micro-cracks and micro-holes. These microstructures and defects generate bad impact on mechanical properties and magnetostriction of TbDyFe alloy rods.
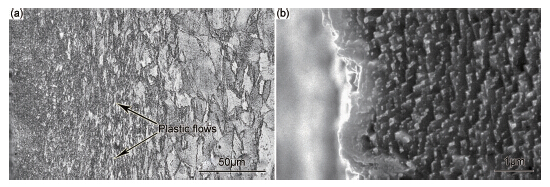
The surface of pure copper was modified using the surface mechanical attrition treatment (SMAT) method, and molybdenum ions were implanted in the nanosurface using a metal vapor vacuum arc (MEVVA). The results of the SMAT were observed by optical microscopy (OM), X-ray diffraction (XRD) and scanning electron microscopy (SEM). An obvious nanocrystalline layer and a deformation region exist on the surface. The size of the nanocrystalline layer was characterized using atomic force microscopy (AFM). The results indicate remarkable suppression on grain size, the nanocrystalline layer grows to 163nm after annealing and reduces to only 72nm due to the Mo ion implantation. In addition, the hardness of the topmost surface of the material is 3.5 times that of the SMATed copper, which is about 7 times of the value of the matrix. The above improvements most likely result from the dispersion of the Mo ions and the reactions of the crystal defects due to the SMAT and ion implantation.

(Fe0.52Co0.30Ni0.18)73Cr17Zr10 amorphous ribbons were prepared by melt-spun method and annealed at different temperatures. X-ray diffraction, atomic force microscopy and vibrating sample magnetometer were adopted to study the effect of annealing temperature on the microstructure and magnetic properties of this alloy.The results show that the crystallization process of this alloy is amorphous→α-Fe(Co)+amorphous'→α-Fe(Co)+Cr2Ni3+Fe3Ni2+Cr2Zr+ unidentified phase. When annealing temperature Ti is lower than Tg, the Ms increases slightly as a result of relaxation of the internal stress of the as-quenched amorphous alloy. When Ti is in between Tx and Tp1, the Ms significantly increases due to the partial crystallization of amorphous precursors to create a homogeneous distribution of α-Fe(Co) nanocrystals within a residual amorphous matrix. When Ti is higher than Tp1, the Ms drops rapidly, which may be caused by the grain growth and the formation of paramagnetic phase. This alloy after annealed at 565℃ has the best magnetic property(Ms=106.8A·m2·kg-1). The results of AFM observation show that in the annealed amorphous ribbons the grain size measured from AFM graphs is much larger than that of the α-Fe(Co) nanocrystal size caculated by Scherrer method, which is a typical phenomenon of coated grain.

BSAS (BaO-SrO-Al2O3-SiO2) powders were prepared by different methods. The characteristics of the powders, their effect on the structures and properties of the plasma-sprayed environmental barrier coatings (EBC) were analyzed. The results show that BSAS powders prepared by powder granulation process have uneven particles and poor fluidity, and the coatings prepared by this method have rough surface and high porosity structure with bonding strength of 24.1MPa. BSAS powders prepared by agglomerate sintered method have smooth surface, good fluidity and high deposition efficiency, while the coating prepared has an uniform structure with few pores and no cracks with the bonding strength up to 29.8MPa and BSAS phase retention rate is 53.2% after spraying, which is the highest among the three kinds of powders. BSAS particles prepared by fused crushed method are dense and irregular, good liquidity and high deposition efficiency, and the coatings prepared by this powders are smooth with very few pores, but there are lots of micro-cracks, and the bonding strength is only 14.2MPa. The coating phase is restructured after spraying, and the BSAS phase retention rate is 20.5%, which can decrease the properties of the coatings at high temperatures. Results show that the agglomerate sintered method simplifies the preparing process of the spraying powders, and by this method, BSAS powders of excellent quality and high phase stability can be produced. Compared with other methods, BSAS powders prepared by agglomerate sintered method is more suitable for plasma spraying.

Based on the diamond and inorganic sol, spray-drying method was used to prepare diamond-vitrified bond composite powders and then the bulk samples were obtained after pressing and sintering the powders. The surface morphology and particle size distribution of the composite powders were examined by scanning electron microscope and laser particle size analyzer, the sintering temperature of the composites was selected with the aid of the comprehensive thermal analysis instrument, the bending strength, fracture morphology and crystal phases of sintered samples prepared by spray-drying method and melting method were characterized by motorized bending tester, scanning electron microscope and X-ray diffraction, respectively. The results show that the composite powders prepared by spray-drying are spherical, which is beneficial to mould forming. Their wide size distribution helps to improve the density of diamond-vitrified bond green body. The sintering temperature of the composites is 820℃.The bonding and wrapping of diamond can be realized at this temperature. With the increase of bond content, the bending strength of sintered samples prepared by two methods increases and porosity decreases. When the vitrified bond content is 32%(mass fraction), the microstructure of samples prepared by spray-drying is uniform and is easy to be crystallized, and the bending strength and porosity are 99.46MPa and 38.55%;while for samples obtained from melting method, the corresponding figures are 72.42MPa and 39.89%.
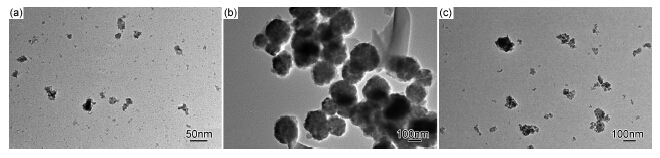
Sb2O3 powders were prepared by high energy ball milling using polyethyleneglycol-6000, sodium dodecyl sulfate and OP-10 to modify the surface properties of the powder. The influence of Sb2O3 powders modified by various surface active agents on flame retardant properties of PVC composite materials was studied. The phase composition, morphology and the average particle size of the powders were characterized by XRD and TEM. The particle distribution and flame retardant properties of Sb2O3/PVC composite materials were studied by EDS, limiting oxygen index instrument and vertical burning test. The results show that nanometer Sb2O3 has good dispersion in the PVC matrix because of the higher space steric effect of organic film on the surface of nanometer Sb2O3 when polyethyleneglycol-6000 was used as the surface active agent. While the content of nanometer Sb2O3 is 1.26% in the PVC composite material, the oxygen index of the composite material is 27.1% and the composite material reaches fire retardant grade. Using sodium dodecyl sulfate and OP-10 as surface dispersants, the surface of Sb2O3 powders can not be coated completely. The particle size of Sb2O3 powders are 100nm and 150nm, respectively, The Sb2O3 powders have poor dispersion in the PVC matrix, and even some agglomerating phenomena took place. The oxygen index of Sb2O3/PVC composite materials are 24.7% and 25.3%, respectively, containing 1.26% Sb2O3 powders in Sb2O3/PVC composite material. The materials don't achieve flame retardant level.
Coarse grain heat affected zone (HAZ) of F460 steel was simulated by a Gleeble 3800 thermo-mechanical simulator. The microstructure, critical event of the HAZ formed at various heat inputs (E) were characterized and determined by optical microscopy (OM) and scanning electronic microscopy (SEM), and cleavage fracture stress σf was also calculated by ABAQUS software. Based on above systematic analysis, the intrinsic mechanism of ductile-brittle transition for F460 steel heat affected zones with different heat inputs were revealed. The results indicate that:with the improvement of heat input, the microstructures in sequence are a minority of lath martensite and massive fine lath bainite, more lath bainite with less granular bainite, more granular bainite with less lath bainite, bulky of granular bainite; and the maximum size of the original austenite grain and bainite packet becomes bigger with the improvement of heat input. The size of bainite packet is critical event of the cleavage fracture for coarse grain heat affected zone specimens with various heat inputs by comparing the relationships among residual crack length, original austenite grain size and bainite packet size. With the decreasing of the bainitic packet, the ductile to brittle transition temperature decreases. In addition, cleavage fracture stress σf is also calculated by ABAQUS software, σf gradually decreases with the increase of the heat input, which can explain the intrinsic mechanism of ductile to brittle transition temperature Tk with the change of the heat input.
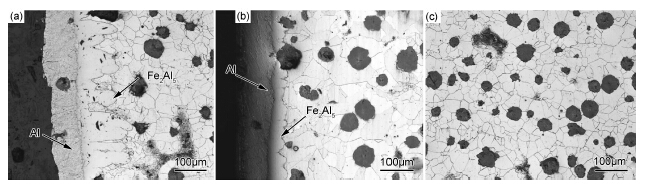
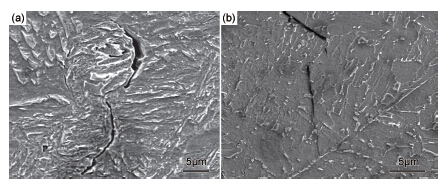
Using laser scanning confocal microscope, failure process of aluminized ductile iron samples were in-situ observed during three-point bending test, while crack initiation and propagation mechanism were analyzed in the area of coating and matrix. The results show that for hot-dipped samples in Al, cracks mainly initiate in the Fe-Al alloy coating under tensile stress, then induce the tearing of ferrite and the peeling of graphite in the adjacent matrix. Thereby cracks spread to the inner matrix in shortest route between graphite and ferrite, in the direction nearly vertical to tensile stress. In case of compression stress, aluminized alloy layer is crushed and aluminum layer is peeled off, which having little influence on the failure of matrix. For hot-dipped samples in Al-3.7Si-1.0RE, failure mechanism under tensile stress is similar to that of hot-dipped samples in Al; under compression stress, aluminum and Fe-Al alloy coatings are disengaged from matrix, exhibits failure occurring in the ferrite matrix.
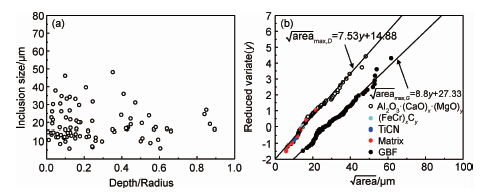
Ultra-long life fatigue behavior of SUJ2 bearing steel was studied by ultrasonic fatigue testing machine. The results show that, for the crack origin of composite oxide and TiCN, crack initiates from the interface between inclusion and matrix, and for the iron-chromium carbide crack origin, the inclusion itself cracks. The relative GBF(granular bright facet) size is proportional to 1/ΔKinc2. GBF is no longer formed when ΔKinc>8MPa·m1/2 for SUJ2 bearing steel. The crack propagation rule in GBF is obtained by data fitting, it is verified that Paris equation which can describe the crack growth in GBF is verified.
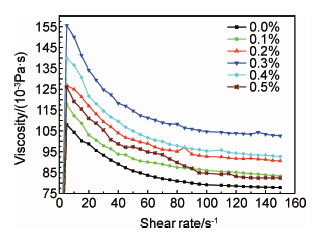
The short glass fibers were introduced into the slurries by 0%-0.5% (mass fraction of refractory powders) for preparation of fiber-reinforced shells for investment casting. The rheological properties of coatings containing different amounts of glass fibers were measured by R/S rheometer and the rheological behaviors of coatings were investigated. The results show that the apparent viscosities of coatings containing different amounts of glass fibers decrease with increasing shear rate, i.e., shear thinning behavior, similar to that of the coating without fibers. At the same shear rate, the apparent viscosities of coatings containing fibers are higher than that of the coating without fibers and the apparent viscosities of coatings containing 0.3% (mass fraction) fibers are higher than that of the others. The high shear viscosities of coatings containing fibers increase initially, but later decrease, with increasing amount of fibers. The high shear viscosity of the coating containing 0.3% fibers reaches a maximum value of 102.6×10-3Pa·s, increased by about 31.9%, in comparison to the coating without fibers. And this coating with a maximum thixotropical loop area value of 11.8Pa·s-1 exhibits an excellent thixotropical behavior. However, it is not found that there is a noticeable effect of the amount of glass fibers on the yield stress or suspensibility of coatings.
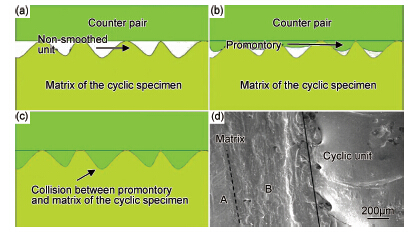
Four biomimetic non-smoothed surface specimens with different shapes were prepared by laser processing. Tests were conducted on MMU-5G wear and abrasion test machine to study the influencing rule of non-smoothed surfaces on counter pairs. The results show that the mass loss of the friction pair matching with the non-smoothed units is much greater than the ones matching with the smooth specimens. The pairs matching with different non-smoothed units suffer differently. The non-smoothed surface protruding zone exerts micro cutting on counter pairs. The striation causes the greatest mass loss of the pairs than the other non-smoothed units, which almost doubles the damage of the grid ones suffering the least. The difference in pairs damage is attributed to the different mechanism of undertaking the load in the process of wear. The damage can be alleviated effectively by changing the shapes of the units without increasing or decreasing the area ratio of the non-smoothed units.
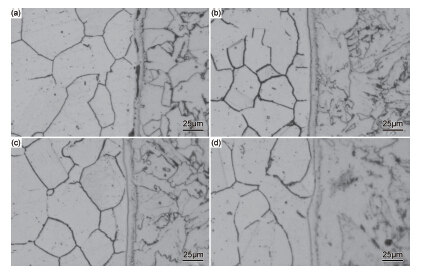
Performance of 316L-Q345R stainless steel clad plate prepared by vacuum hot-rolling was evaluated from two aspects of the microstructure and micro-hardness. Microstructure topography and constituent of clad plate were investigated by scanning electron microscope and energy spectrum analysis, and changing rules of phase structure and constituent were also studied. Relationship between microstructure and hardness was studied by testing the hardness of interface between stainless steel and carbon steel through hardness tester. The results indicate that, after vacuum hot-rolling, the microstructure of Q345R is mainly composed of ferrite and pearlite. The microstructure of 316L is single austenite, and part of grain is twin state. The clad plate compounds well after vacuum hot rolling, and the interface between stainless steel and carbon steel is straight. Elements diffuse into both sides of the interface. Cr and Ni diffuse from stainless steel into the low alloy steel and form a rich Cr/Ni layer in the interface, and C migrates from the low alloy steel into stainless steel. The hardness of clad plate is larger at the composite interface. The hardness away from the interface is closed to that of Q345R steel in Q345R steel side, while from the interface to stainless steel, the hardness reduces and then increases until it reaches a stable value.
Research progress of microwave curing on epoxy resin and its composites was summarized on the basis of introducing the principle of microwave curing technology and its advantages. The paper focused on the effect of microwave curing on the curing rate of epoxy resin and its composites as well as the mechanical and thermal properties of cured products. Two suitable composite systems for wave curing of powder-strengthened epoxy and fiber-strengthened epoxy and a few key technological problems for industrial application are introduced. The application prospect of microwave curing on epoxy resin and its composites was also presented.
Metal matrix composites, reinforced with continuous SiC fiber, offer attractive combinations of high specific strength, specific stiffness and elevated temperature performance and are currently being considered for a range of broad prospective applications. The recent research development on SiC fiber reinforced metal matrix composite was reviewed. The key problems, solutions and application of SiC/Al, SiC/Ti, SiC/Cu, SiC/Ni composites were summarized separately. Finally, the limiting factors in the application of the metal matrix composites were point out:cost issues, interfacial problems, anisotropy of composites and lack of systematic quality estimate.
|
Founded in 1956 (monthly) ISSN 1001-4381 CN 11-1800/TB Sponsored by AECC Beijing Institute of Aeronautical Materials |