- Ei,ESCI收录期刊
- 中国科学引文数据库(CSCD)核心期刊
- 中文核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)


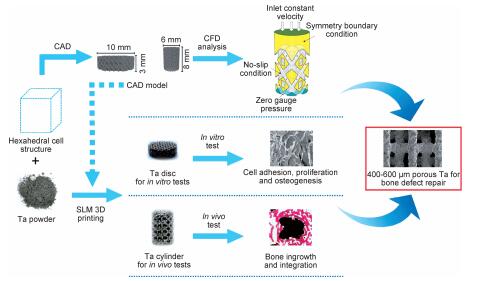
Porous tantalum metal has good biocompatibility and osteoconductivity, with a lower modulus of elasticity and a higher coefficient of friction to avoid stress-shielding compared with traditional implant metal materials. In addition, its porous structure, similar to that of human cancellous bone. Porous tantalum has received increasing attention in recent years due to its advantages in mechanical properties and excellent biological properties, and has been developed and applied in the treatment of various bone defects. With the progress of the preparation methods of porous tantalum materials and the proposal of various modification methods, the prosperity of porous tantalum in clinical applications has been further demonstrated. In this paper, the application of porous tantalum implant in bone defects treatment was reviewed, considering its preparation technology, cytotoxicity, osseointegration properties, and current clinical applications. Furthermore, the developments of porous tantalum including surface modification for establishing composite systems, optimization of preparation processes and personalized preparation techniques are expected to facilitate the clinical application of porous tantalum implants in the treatment of bone defects.
In recent years, zinc alloys have shown great potential as orthopedic plant materials because of their excellent biocompatibility, osteoinductive and biodegradation activities in vivo. The physiological function, degradation rate and mechanical properties of pure zinc were introduced in this review. Taking the gap between the above indicators and the clinical needs of orthopedics as the clue and the alloy elements as the classification basis, the existing achievements of researchers to improve the properties of zinc-based materials by changing the microstructure of materials and triggering the corresponding strengthening mechanism, and using the physiological synergistic function of added elements were expounded in this paper. The standard formulation, alloy design improvement and the introduction of new technologies such as additive manufacturing in the field of medical zinc based materials were discussed in order to meet the diversified needs of clinical diagnosis and treatment.
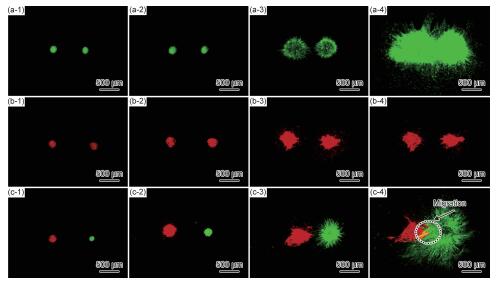
Collagen, sodium alginate and hyaluronic acid are natural-derived polymer materials with good cell compatibility and bio-safety, which are widely used in cell culture, tissue engineering and drug delivery, and so on. Pure collagen has poor mechanical properties. When preparing collagen and sodium alginate to form a composite hydrogel material, the mechanical properties and porosity of the hydrogel scaffold can be improved by adjusting the degree of cross-linking of sodium alginate and Ca2+ mimicking extracellular matrix. The Young's modulus and the sol-gel transition temperature of the hydrogel were characterized by PIUMA nanoindenter and DHR rheometer in this study. Microscopic images of endothelial cells expressing red fluorescent proteins and mesenchymal stem cell expressing green fluorescent proteins were captured with Olympus fluorescence microscope after cell cultured for 0 day, 3 days, 5 days and 7 days in hybrid hydrogel microenvironment, and the images of endothelial cell spheroid growth diffusion after cell cultured for 1 day, 6 days and 9 days. The results show that the hybrid hydrogel is cytocompatible. The Young's modulus of the hydrogel is (600±81) Pa and its sol-gel transition temperature is 23.2℃. In conclusion, type Ⅰ collagen/sodium alginate/hyaluronic acid hydrogel has good cytocompatibility for endothelial cells and mesenchymal stem cells, and can be used as an ideal scaffold material for cell 3D culture. The Young's modulus and sol-gel transition temperature of the hydrogel have no damage to cell viability, which can be used as an in vitro model for studying angiogenesis and has important application prospects in vascular tissue engin-eering.
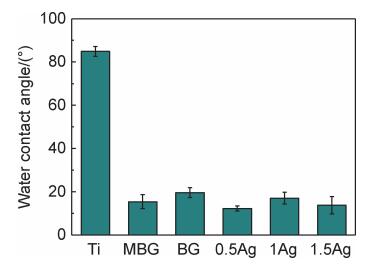
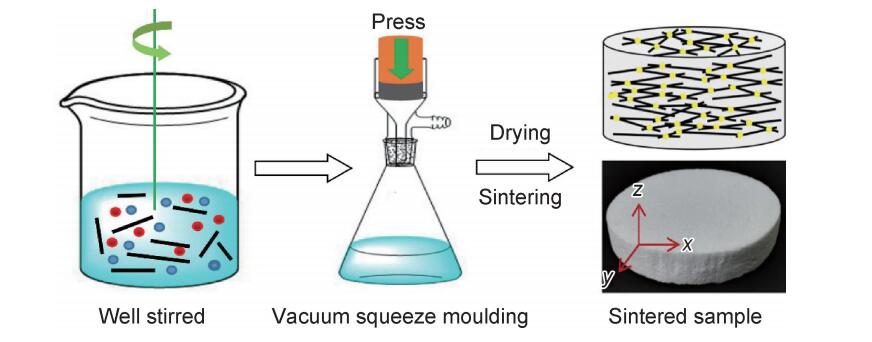
Infection after surgery is one of the common and most challenging clinical problems, and the development of new antibacterial coating is an effective strategy to solve this problem, which has important scientific and social significance. A bioactive coating with antibacterial function was prepared on the surface of a 3D printed porous titanium bone scaffold. It is discovered that silver (Ag) exists in the coating as a simple substance. As the Ag content increases (0%, 0.5%, 1%, 1.5%, mole fraction), the specific surface area of the mesoporous coating is decreased from 377.6 m2/g to 363.35 m2/g. In vitro mineralization results show that with the increase of Ag content, the apatite inducing ability is decreased slightly. At the same time, the antibacterial test demonstrates that the addition of silver markedly enhances the antibacterial performance of the scaffolds. Adding a small amount of silver (0.5%) can achieve 100% antibacterial rate. The MC3T3-E1 cells are cultured with the scaffolds for 1, 3 and 7 days, and it is found that the Ag-doped MBG coatings have good cyto-compatibility, and the addition of a small amount of silver can promote the proliferation of MC3T3-E1 cells. A simple dipping and pulling method was used to apply the Ag-doped MBG coating to the complex 3D printed titanium scaffolds with complex topological structure. The mineralization performance, bactericidal performance and cellular compatibility of the scaffold are significantly improved, providing a new idea for the further development of multifunctional bone implant scaffold.

Lithium-ion battery is an ideal power source for portable electronic products, electric vehicles and smart grid. At present, there are still some problems, such as safety and short service life, in lithium-ion batteries using organic liquid electrolyte, however, solid-state batteries (SSB) with non-combustible solid-state electrolyte (SSE) are expected to solve these problems. In principle, nonflammable solid electrolyte can fundamentally prevent the battery from combustion and explosion and only allow lithium ions to flow in the solid electrolyte, which can reduce the occurrence of side reactions. In recent years, with the emergence of several solid electrolytes with high ionic conductivity, the transport of lithium ion in solid electrolytes is no longer a bottleneck. However, the various components in solid-state batteries have different chemical, physical and mechanical properties, as a result, there are many types of interfaces in solid-state batteries, including loose physical contact, grain boundary, chemical and electrochemical reaction interfaces, which may impede the ion transport at the interface. The interface reaction between the cathode and electrolyte is especially complex. It is necessary to understand these complex interfaces and the reaction characteristics. Therefore, the work of exploring and understanding the cathode/electrolyte interface in recent years was reviewed in this paper, and the typical cathode side interface and their unique reaction characteristics in solid-state batteries were summarized.
Fibrous porous ceramics with three-dimensional structure, constructed by random stacking chopped fibers and binders at crossover nodes, shows lightweight, high porosity and specific surface, high refractoriness. These important characteristics render them very suitable for large-area thermal protection system of spacecraft, which can greatly reduce its quality and costs, while providing well thermal protection for aircraft. Recently, many efforts have been made to improve mechanical property of fibrous porous ceramics.The types of fiber skeletons, binders, optimization of preparation methods, and the latest research progress were summarized. The multiple insulation mechanism, integration and engineering of fibrous porous ceramics were prospected.
In order to reduce the sintering temperature and obtain higher fracture toughness of WC cemented carbides without metallic binder, WC cemented carbide was toughened by MgO and B2O3. Dense WC-MgO-B2O3 bulk materials were prepared at the relative low temperature of 1400℃ via spark plasma sintering(SPS), and the effects of MgO-B2O3 addition on sintering mechanism, microstructure evolution and mechanical properties of WC cemented carbides without metallic binder were studied. The results show that the addition of MgO-B2O3 promotes the sintering densification of WC, and reduces the sintering temperature of WC cemented carbides without metallic binder. With the increase of MgO-B2O3 contents, the morphology of some second phases in the microstructure is gradually transformed from short rod-shaped to long rod-shaped, and then to aggregated block. When MgO-B2O3 content reaches 8% (mass fraction), the bulk material has better fracture toughness of (9.45±0.37) MPa·m1/2, and its hardness is (18.16±0.17) GPa.

Thinness, lightness, width, strength are people's pursuit of efficient electromagnetic wave (EMW) absorption materials. Fe/Fe3C/Fe3O4@C magnetic microspheres were prepared by high temperature calcination of food-grade ferric citrate and source through hydrothermal reaction. By changing the molar ratio of ferric citrate and sucrose, the influence of the content of ferric citrate on the EMW absorption performance of the composite was investigated, and the electromagnetic parameters were effectively controlled to optimize impedance matching. The experimental results show that when the molar ratio of iron citrate and sucrose is 5:3, it has better EMW absorption performance: when the thickness is 2.5 mm, the minimum reflection loss (RL) is -50.17 dB, and the effective absorption band width less than -10 dB is 3.52 GHz. The excellent EMW performance is mainly due to the synergistic effect of the rich interface, porous structure and magnetic properties of Fe/Fe3C/Fe3O4.
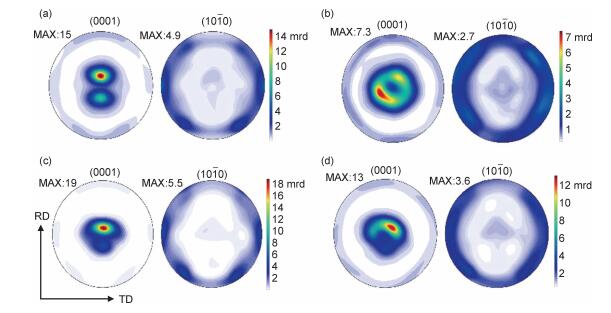
Dual-phase magnesium-lithium alloys sheets were rolled at four different rolling methods: asynchronous rolling, multi-directional asynchronous rolling, high temperature asynchronous rolling and high temperature multi-directional asynchronous rolling. The microstructure, mechanical properties and texture characteristics were comprehensively analyzed through optical microscope, MTS E43 universal testing machine and X-ray diffraction, respectively. The effects of temperature and rolling direction on microstructure and mechanical properties of magnesium-lithium alloy were discussed. The results show that α-Mg phase is largely elongated along the rolling direction and becomes thinner along the normal direction. The lowest thickness of the α-Mg phase is 2.6 μm rolled by high temperature multi-directional asynchronous rolling. Multi-directional asynchronous rolling samples have the best mechanical properties as its yield strength, ultimate tensile strength, elongation are 149 MPa and 167 MPa, 14.5%, respectively.The double peaks texture is tilt along the normal direction with an angle of 45° by multi-directional rolling, while the RD tilt angle of double peaks texture decreases due to the high temperature rolling. The intensity of R-cube texture is the strongest after rolling. β-Li rolling texture is transformed into {001}〈100〉 texture by high temperature multi-directional asynchronous rolling, which is beneficial to the multi-slip of {011}〈1${\rm{\bar 1}}$1〉 slip system.

Effect of annealing treatment on tensile properties, intergranular corrosion, macrostructure and microstructure of Al-6.0Mg-1.0Zn-0.8Mn-0.2Cu-0.2Er-0.1Zr hot-rolled plate as studied by hardness testing, tensile testing, intergranular corrosion, OM, EBSD and TEM. The results show that the stabilization work window of the plate is 230℃/18 h, 240℃/6 h and 250-270℃/2 h. After 250℃/2 h, the alloy plate presents the best comprehensive performance with 263 MPa yield strength and 6.732 mg/cm2 mass loss. 250℃/2 h is selected as the optimal stabilization process for hot rolled plate by combining the mechanical properties and corrosion resistance. Through selected area electron diffraction (SEAD) and energy spectrum analysis, the second phase at the grain boundary and in the grain are all the T-Mg32(AlZn)49 phases. After annealing at 250℃/2 h, the T phase in grains gradually grows up and re-dissolves, and the morphology changes from square to short rod. The T phase are discontinuous and the spacing becomes larger at grain boundary, which shows good corrosion resistance.
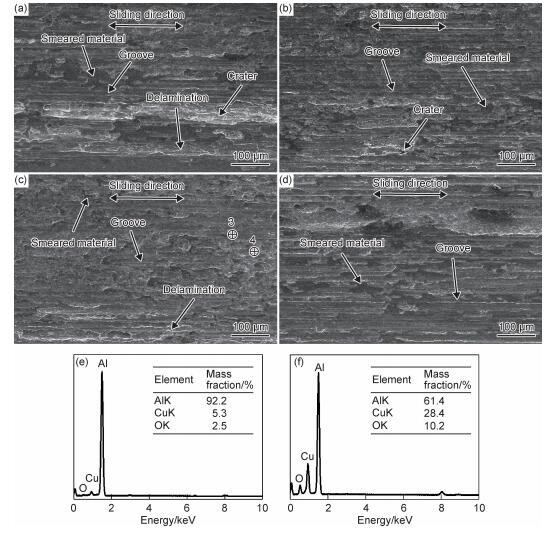
Al-Cu alloy samples with 5%-20% (mass fraction) Cu were prepared by die-casting process. The hardness of the samples was measured on a Brinell hardness tester. The wear experiments with three kinds of load (1-5 N) were carried out with a ball-disk reciprocating wear tester. The wear mechanism of the samples with different Cu contents was analyzed by SEM and EDS. The results show that as the Cu content increases from 5% to 20%, the volume fraction of θ phase in Al-Cu alloy increases from 2.00% to 25.80%, and the size of θ phase increases gradually; the hardness increases from 59HB to 170HB. The coefficient of friction changes within the range of 0.4-0.85; with the increase of Cu content, the specific wear rate of Al-Cu alloy samples decreases sharply at first and then tends to be gentle. When Cu content is more than 15%, the specific wear rate of alloy samples does not change much, and the lowest specific wear rate is about 4.1×10-4 mm3·N-1·m-1. The specific wear rate of samples with lower Cu content changes significantly with the load, and the specific wear rate difference decreases with the increase of Cu content. The main wear mechanisms of Al-Cu alloys are adhesive wear and abrasive wear. For samples with low Cu content, adhesive wear is dominant; while for samples with high Cu content, abrasive wear is dominant. With the increase of load, the adhesive wear degree of the samples with low Cu content increases, and the abrasive wear degree of the samples with high Cu content increases.

Cu-Fe alloy containing 2% (mass fraction) Al was prepared based on the thermite reaction. The phase structure and microstructure of the Cu-Fe alloy were characterized by XRD, SEM, EDS and EBSD techniques, and the hardness and wear resistance of Cu-Fe alloy were tested by using HVS-1000A Vickers hardness tester and CFT-1 material surface performance tester. The results show that the Cu-Fe alloy is efficiently prepared by the thermite reaction, with controllable composition and dense microstructure without inclusions. Fe phase is evenly distributed in the Cu matrix, the interface of Cu and Fe is well combined. The hardness of the Fe phase and the matrix Cu phase are 322.2HV and 169.3HV, respectively.The electric conductivity of Cu-Fe alloy is 40.8 MS/m. At the same time, the Cu-Fe alloy prepared by thermite reaction has lower friction coefficient and the average friction coefficient is 0.124, the wear rate is 2.17×10-3 mm3·N-1·m-1.
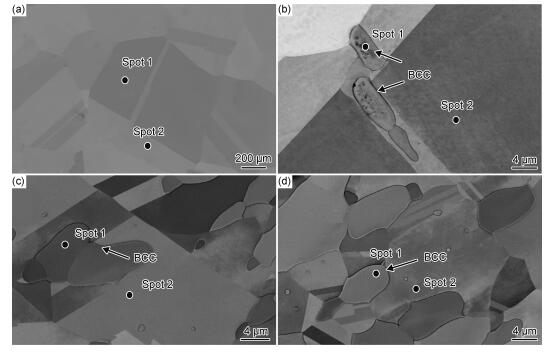
The effect of Cr content on the microstructure and corrosion resistance of CrxMnFeNi(x=0.8, 1.0, 1.2, 1.5) high entropy alloys was studied by using XRD, SEM/EDS, EBSD and electrochemical testing. The results show that Cr0.8 MnFeNi high entropy alloy exhibits single FCC phase structure, while CrxMnFeNi(x=1.0, 1.2, 1.5) high entropy alloys show FCC+BCC dual phase structure, and the BCC phase ratio of dual phase alloys increases with the increase of Cr content.The corrosion resistance of high entropy alloys gradually increases with the decrease of Cr content.Among them, Cr0.8MnFeNi high entropy alloy has the best corrosion resistance, because the composition of the alloy is more uniform.In addition, CrxMnFeNi high entropy alloys have extensive passive region and obvious pseudo passive region in 0.5 mol/L H2SO4 solution, which indicates the alloys have greater research value and development potential in corrosion resistance.

Precipitation behavior of σ phase in 23Cr-14Ni high-nitrogen austenitic stainless steel was investigated by empirical formulas, thermodynamic calculations, Gleeble thermo-mechanical simulation, optical microscope, scanning electron microscopy and transmission electron microscopy analysis. Results show that the σ phase in 23Cr-14Ni high nitrogen austenitic stainless steel can be precipitated at 960-1030℃ and dissolved above 1050℃. The σ phase shows unusually rapid precipitation kinetic behavior, which can directly precipitate from austenite grain boundary after solution-treated at 1030℃ for 1 min and precipitate prior to carbonitride. The kinetics and the σ phase precipitation sequence comparing to carbonitride are significantly different from that of traditional austenitic stainless steels. The increase of σ phase equilibrium precipitating temperature due to the high contents of Cr, Mn and Mo elements as well as the segregation of Mo on grain boundary, is the main reason for the acceleration of σ phase precipitation.

The laser peening test carried out on the base material 16MnR steel to obtain the optimized process parameters. The residual stress distribution and stress corrosion resistance of the joint before and after laser-MAG hybrid welding were analyzed.The results show that the maximum plastic deformation layer of 475 μm thick and compressive stress distribution of -593 MPa can be introduced on the surface of 16MnR steel plate after laser peening treatment. By performing the optimized laser shock process, the residual tensile stress distribution on the welded joint surface can be effectively reduced.The slow strain rate stress corrosion tests were carried out on the joint samples before and after laser peening treatment under the condition of 3.5%NaCl(mass fraction). The results show that the stress corrosion sensitivity index ISSRT of the 16MnR steel welded joints before and after laser peening are 0.106 and 0.104, respectively. The ISSRT index of the welded joint samples decreases after the impact treatment, which indicates that the stress corrosion resistance of the welded joints increases.

In order to effectively provide guidance for the selection of aircraft dissimilar metals from the perspective of corrosion protection, the corrosion behavior of typical aircraft lap structures was studied by finite element simulation and corrosion test for the specific service environment of aircraft. The aluminum alloy, composite material and lap joints were subjected to cyclic immersion corrosion test in the laboratory. Then the galvanic corrosion law between aluminum alloy and composite was revealed by polarization curve measurement test, macroscopic and microscopic morphology observation, fatigue test and XRD measurement. Taking the electrochemical parameters measured by polarization curve as boundary conditions, the corrosion simulation model of lap joint was established. After 0 cycle and 10 cycles of cyclic immersion corrosion test, the results show that the self-corrosion potential and self-corrosion current density of aluminum alloy are -802 mV and 2.357×10-7 A/cm2, -872 mV and 1.477×10-6 A/cm2. The self-corrosion potential and self-corrosion current density of composite material are -240 mV and 6.217×10-7 A/cm2, -98 mV and 2.286×10-7 A/cm2, respectively. With the extension of the corrosion cycle, 7B04 aluminum alloy shows a trend of increasing self-corrosion rate and negative shift of self-corrosion potential, while composite material shows a trend of positive shift of self-corrosion potential and slowly increasing self-corrosion rate. The corrosion products of lap joints gradually increase and the corrosion degree becomes more and more serious. With the extension of corrosion cycle, fatigue life decreases and the depth of corrosion pits increases. The corrosion products include Al(OH)3, Al2O3, AlCl3. The simulation results of lap joints are in good agreement with cyclic immersion corrosion test results. The corrosion prone parts of the typical lap structure of the aircraft were given, and the law of galvanic corrosion was revealed, which points out the direction for the corrosion protection of the aircraft structure.

The intercalation of anthracene units into polythiophene backbone can significantly regulate the discoloration properties of polymers, but the high polymerization potential leads to poor film-forming quality and properties of polymers. In order to reduce the oxidation potential of monomers containing anthracene units, a monomer 9, 10-bis (2-thiophenyl) anthracene (Th-An-Th) was synthesized by Stille coupling reaction and electrochemically polymerized in polymerization solvent BFEE, BFEE + CF3COOH, LiClO4/ACN and LiClO4/PC, respectively. The results show that th an th is difficult to copolymerize by electrochemical reaction. However, it can be a good comonomer to obtain copolymers with other monomers such as thiophene (Th), 3-methylthiophene (MeTh), 3, 4-ethylenethiophene (EDOT) and selenophone (SePh) via electrochemical copolymerization. The copolymerized films are named as P1, P2, P3 and P4. Cyclic voltammetry and FTIR tests confirm the polymerization process and the characteristic structure of the copolymers. The spectroelectrochemical test results show that the series of copolymers have rich color conversion properties. P1, P3 and P4 films can change four colors under -0.6 V to 1.0 V scanning, and show good near-infrared discoloration ability. The copolymer film has fast switching response rate and good electrochemical stability. The bleaching and coloring response times of P4 film at 521 nm are 1.9 s and 3.4 s, respectively, and the optical contrast is 35.6%. After 210 switching cycles, the optical contrast of the copolymer is only lost by 2.3%, and the electrochemical activity of the copolymer remains 82% after 400 cycles.
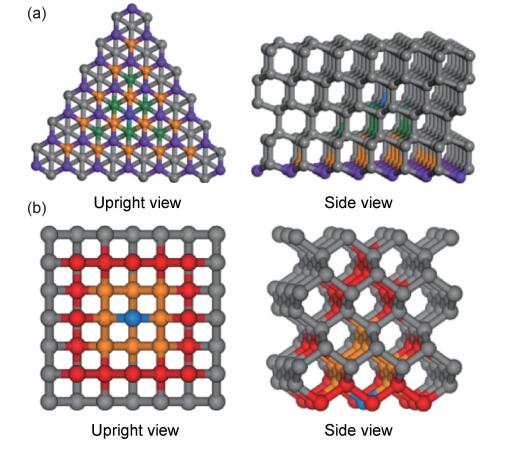
The work aims to explore the anisotropic etching of synthetic diamond single crystal by rare earth oxide. Under the protection of nitrogen, synthetic diamond single crystals were etched by Pr6O11 powder at 750-950℃. The surface morphology, phase composition and etching mechanism of different crystal surfaces of diamond single crystal after etching were characterized and analyzed by means of scanning electron microscopy, thermogravimetric analysis, X-ray diffraction and Raman spectroscopy, and the changes of diamond properties before and after etching were characterized by surface roughness, single particle compressive strength and impact toughness. The results show that the etching degree and morphology of {100} faces and {111} faces of diamond by Pr6O11 are different. When the temperature is 750℃, Pr6O11 etches slightly diamond crystals. The etching intensifies with the increase of etching temperature, moreover the etching degree of diamond {111} faces is more serious than that of {100} faces. The morphologies of the etching pits of diamond {111} faces change from triangular etching pits to layered triangular ones, and {100} faces change from slight quadrilateral to honeycomb-like etching pits. The maximum etching depth of {100} face increases from 1.12 μm to 12.54 μm, while the maximum etching depth of {111} face increases from 0.3 μm to 2.11 mm. The compressive strength of single diamond particle decreases from 576.25 N of unetched diamond to the smallest value of 530.06 N, and the impact toughness decreases from 92.94 J/cm2to 88.53 J/cm2. The etching mechanism of diamond single crystal by Pr6O11 is catalytic graphitization before 885℃, and the catalytic graphitization and oxidation after 885℃.
|
Founded in 1956 (monthly) ISSN 1001-4381 CN 11-1800/TB Sponsored by AECC Beijing Institute of Aeronautical Materials |