- Ei,ESCI收录期刊
- 中国科学引文数据库(CSCD)核心期刊
- 中文核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)



Advanced polymeric composites (APC) are important structural materials for realizing the lightweight of aerospace vehicles. However, unfavorable factors such as low manufacturing efficiency, high cost, and serious energy consumption hinder the further expansion of APC applications. Resistance implant welding (RIW) technology has the advantages of simple equipment, high welding efficiency, energy saving and environmental protection, and is suitable for the connection of large structural parts with curved surface. It can replace the traditional bonding process and promote APC structural parts to realize green manufacturing, re-manufacturing and recycling. The research progress of APC resistance implant welding process and its application technology were presented in this paper. The challenges faced by APC resistance implant welding technology were introduced. The research status of thermoplastic composite RIW, process parameter optimization for welding pressure and welding time, implant types, thermosetting composite RIW and the application technology of RIW in the manufacturing of large APC structural parts were summarized systematically. The existing problems of APC resistance implant welding were pointed out, which relate to material design, process optimization and fixture manufacturing. In the future, the research on RIW technology of TPC structure is expected to focus on the development of higher strength welding binder, the design of HE with new structure and the improvement of interface bonding strength between binder and HE to improve the bearing capacity of joints. The research on mechanical constitutive model, fatigue strength and service life of RIW joints will be strengthened; the research on welding equipment and fixtures for specific APC components will be carried out to promote RIW engineering to fill the gaps in this area in China.

Compared with traditional adhesive bonding and mechanical fastening, ultrasonic welding (USW) technology provides a new economical and efficient joining method for the manufacturing of fiber-reinforced polymeric composite (FRPC) structures.USW device system, process and welding principle of FRPCs, and the influence of USW process parameters and the type of energy director (ED) on the welding quality of thermoplastic composite (TPC) joint and their mechanism was systematically analyzed, and then discusses the realization ways of thermosetting composite (TSC) USW technology and the key factors affecting the quality of TSC-TSC and TSC-TPC welded joints were discussed. The development status of continuous USW technology and equipment meet the manufacturing requirements of large and complex FRPC structures were reviewed. The engineering applications of USW technology for FRPC in foreign aviation and automotive fields are summarized. And the engineering validation of USW technology has been completed abroad, while the research of USW technology in FRFC is still in its infancy in China. Therefore, the development of the USW technology of FRTP has become one of the key technologies to realize the large-scale assembly of CFRTP components, and it is also a long-term task of the future aircraft manufacturing technology.
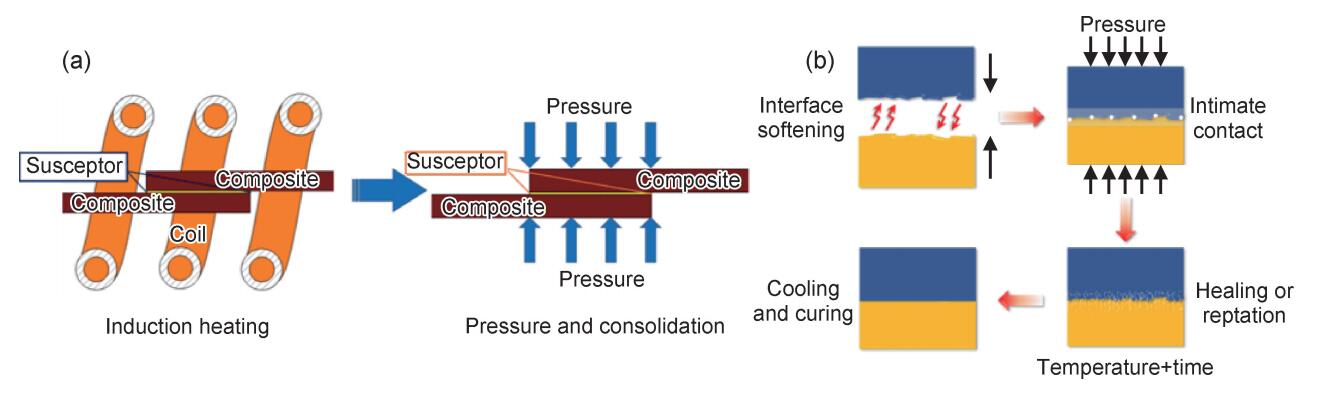
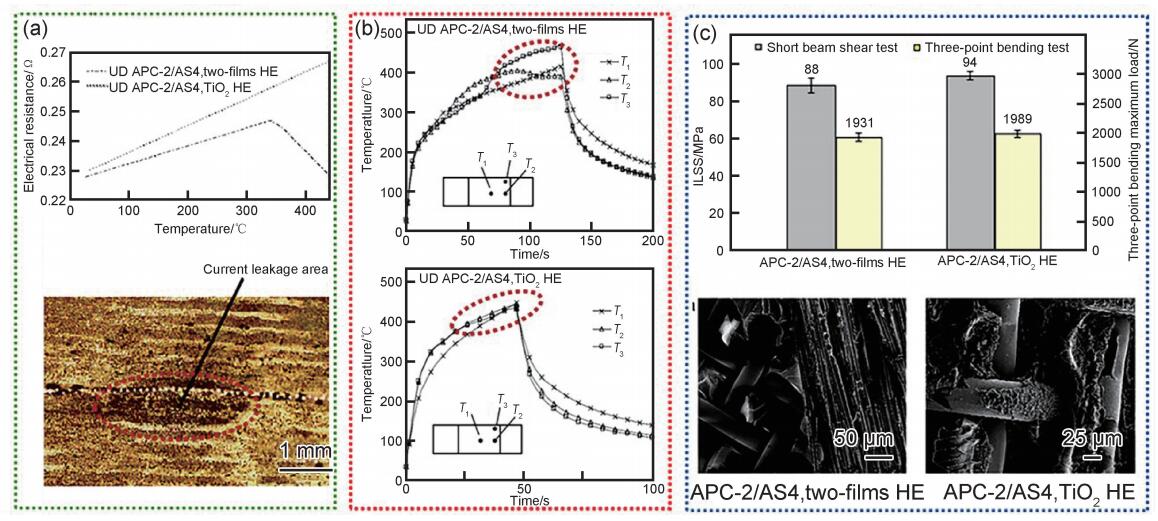
Induction implant welding (IIW) of thermoplastic composites (TPC) is a new technology which uses the heat from the electromagnetic induction heating element implanted in the lap region of TPC laminate under the action of high-frequency alternating magnetic field to melt the thermoplastic resin in the interface area to achieve the connection of TPC structure. The technology has the advantages of simple operation, green efficiency, non-contact, etc., and has received extensive attention from the industrial sector in the past 30 years. Focusing on the IIW process of TPC, the influence of heat generation mechanism, heating effect, welding process parameters on the performance of welding joints was systematically introduced in this paper. Among them, the causes of uneven temperature in the welding area were explained, the method of regulating the temperature distribution in the welding area was presented, and the relationship between the uniformity of the temperature field and the quality of the welded joint was revealed. Finally, some problems faced by the APC structure IIW technology and its future development directions were also discussed.
Ultrasonic plastic welding is an efficient and green welding method, which has been widely used in the joining of carbon fiber reinforced thermoplastic composites (CFRTP) in recent years. An important step in the ultrasonic welding of CFRTP is the design of the welding joint, which largely determines the weld quality. An ultrasonic CFRTP welding method based on structured surfaces was proposed, that is, the surface of the workpiece is structured by ultrasonic embossing before welding, and energy director are processed. Taking carbon fiber reinforced nylon 66 (CF/PA66) as the research object, the effect of structured surface and welding energy on the weld formation was studied. Microstructure, tensile-shear performance and fracture characteristics of welded joint were analyzed. The results show that compared with the unstructured surface, the structured surface acting as energy director that can effectively concentrate welding energy and greatly reduce the randomness and dispersion of weld distribution, thereby improve the weld quality. Moreover, fewer defects in the weld joint can be obtained by pre-structuring two contacting surfaces.
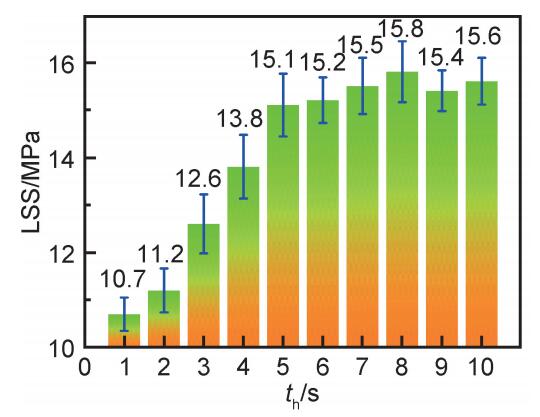
Carbon fiber reinforced polymer composites (CFRP) are widely used in the aerospace field. The efficient bonding technology has an important effect on the manufacturing cost and safety of CFRP components. In this paper, carbon fiber reinforced polyetherimide resin matrix composites (CF/PEI) were welded by ultrasonic welding technology. The effects of ultrasonic welding pressure and welding time on the strength of ultrasonic welded joints were studied by single lap shear strength (LSS) test, and the micro morphology of section was characterized by scanning electron microscope. The experimental data were analyzed by linear fitting, and the time pressure parameters were optimized and the joint strength was predicted by combining BP neural network and genetic algorithm. Finally, the influence mechanism of holding time on joint strength was studied. The results show that when the welding time is 2.5 s and the welding pressure is 0.45 MPa, the maximum LSS is 25.6 MPa, and it is found that the higher welding strength is due to the formation of dense and stable structure on the joint surface. The experimental data are refined by BP neural network. The LSS value simulated by genetic algorithm is 24.8 MPa, and the error between the simulation and the experimental results is only 3%.With the increase of the holding time, the strength of ultrasonic welding joint increases rapidly first and then tends to be stable. When the holding time is 5 s, the molten resin at the welding interface is basically cured completely, and the PEI resin and carbon fiber form a dense structure, and the strength of ultrasonic welding joint is stable.

Plasma spray-physical vapor deposition(PS-PVD) technology which has many characteristics of the multi-structure regulation, provides the possibility for the preparation of thermal barrier coatings with high thermal insulation and long life. It is one of the key technology to realize the development of high performance aero-engine. The unique microstructure of PS-PVD columnar structure coatings has dual advantages of high thermal insulation and long thermal cycle life, and has broad application prospects in the field of thermal barrier coatings for aircraft engines. However, the process control of PS-PVD columnar structure coating is achieved on the basis of a large number of experiments, and there is a lack of relevant theoretical research. Moreover, the CaO-MgO-Al2O3-SiO2(CMAS) corrosion failure problem faced by the columnar structure coating with high porosity restricts the use of the coating. The influence of deposition unit phase states on the coating structure was described from the structural characteristics of the coating, and the vapor deposition mechanism of columnar coating was revealed. Based on the phase transition of coating material in the jet, the essence of process parameters regulation was clarified. In addition, the corrosion mechanism of CMAS and the corrosion resistance mechanism of Al-modified coating were investigated. Finally, the structure control and performance improvement of PS-PVD coating and the application of PS-PVD technology in environmental barrier coatings and functional films were prospected.
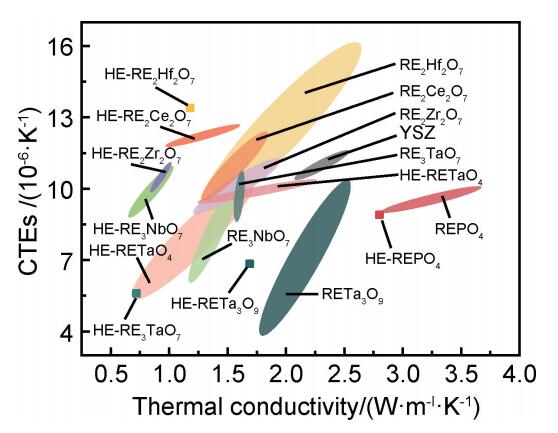
Thermal barrier coating (TBC) materials are an important method to provide thermal protection and prolong service life for aero-engines and gas turbines. In recent years, various kinds of high-entropy (HE) rare earth oxides have emerged in the exploration of novel thermal barrier coating materials, in order to obtain thermal, mechanical, high temperature phase stability, sintering corrosion resistance and other properties better than single principal rare earth oxides through HE effect on the thermodynamics and kinetics of hysteresis diffusion effect, the structure of the lattice distortion effect and "cocktail" effect on the performance. The thermal, mechanical and other performances of HE rare-earth zirconates, cerates, hafnates, phosphates, tantalates, niobates, etc. were summarized and analyzed in comparison with the performance of the corresponding single phases to investigate the various factors affecting the performance. Finally, it was pointed out that in the future, it may be possible to combine experiments with first-principles calculations to select high-entropy ceramic thermal barrier coating materials with superior comprehensive performance; at the same time, extending high-entropy to complex components or medium-entropy ceramic thermal barrier coating materials is also an important development direction.
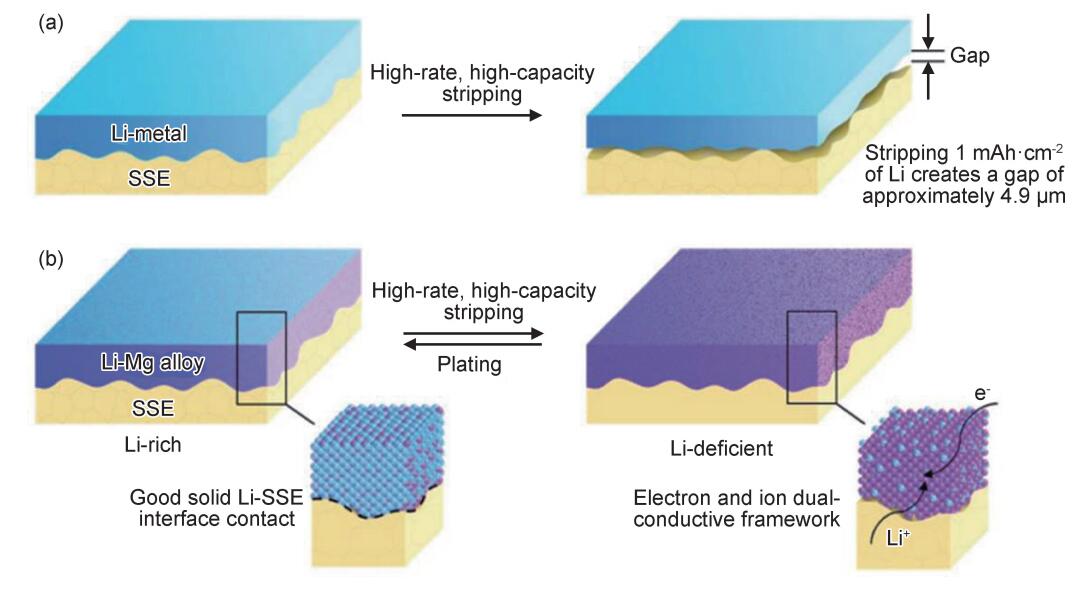
Lithiumis are considered as an ideal anode material for the next generation high energy density secondary batteries owing to its extremely low reduction potential and high specific capacity. However, its commercial application in lithium metal batteries is hindered by the problems of lithium dendritic growth, volume expansion effect and interface instability. To solve this problems, effective strategies including alloy anode, interface protection, structured anode design and solid electrolyte have been developed. Alloy materials play an important role in above strategies with its superior specific capacity, high Li+ conductivity and good lithium affinity. The electrochemical properties of alloy were reviewed and the recent research development of alloy materials' application in lithium metal anode was futher discussed. Last, the main existing problems of alloy materials' application in lithium metal anode were summarized and it was pointed out that the basic theoretical research should be strengthened.
Magnesium alloys features excellent biological safety, biological induction, biocompatibility and valuable self-degradability, which leads to its broad clinical application prospects in the field of bone implantation and cardiovascular stents. In this paper, the research progress of medical magnesium alloy in recent years was systematically reviewed in four aspects: alloying, preparation methods, heat treatment and surface modification. The basic principles, technical advantages and disadvantages of various processes and surface modification methods were mainly analysed, and their effects on the microstructure and properties of magnesium alloys were summarized. In order to break the limitations of clinical application of magnesium alloy, the best development strategy of medical magnesium alloy implant materials was proposed: on the one hand, effectively match with the mechanical behaviour of natural bone tissue through the synergistic coupling of alloying, preparation and heat treatment; on the other hand, precisely regulate the degradation rate of magnesium alloy through the modification of the surface. It has become the main development trend for the surface modification technology of magnesium alloy in the future that two or more surface modification techniques are combined and interacted to achieve multi-function requirements.
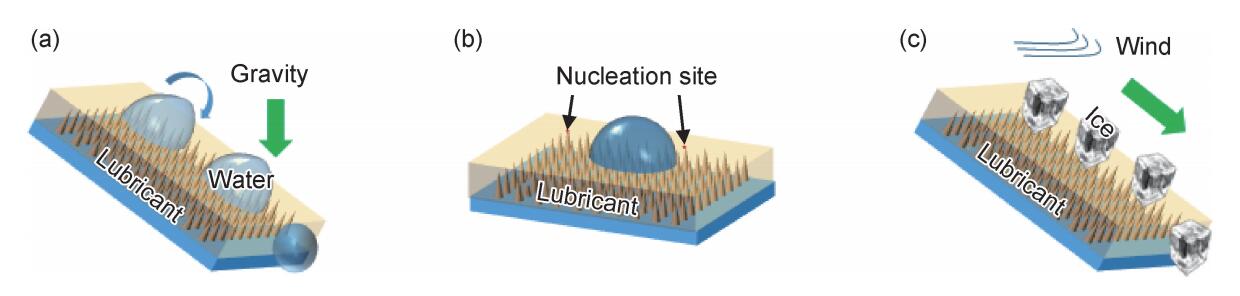
Organic lubricating surface is a new type of surface that combines a lubricating layer with a substrate, and it receives extensive attention in the field of anti-icing/de-icing because of its low adhesion. The design principles and anti-icing mechanism of organic lubricated surfaces were briefly described and the durability problem of organic lubricating surfaces was analyzed. The functionality as well as advantages and disadvantages of different types of organic lubricating anti-icing/de-icing surfaces were mainly introduced. Finally, it was suggested to design a new type of anti-icing/de-icing surface by combining various anti-icing/de-icing strategies with organic lubricating surface to realize long-term use in external low-temperature environments.As for new organic lubricating surface and their anti-icing/de-icing applications, how to extend its service life and achieve all-weather anti-icing/de-icing of outdoor exposed surfaces is one of the future development directions.
Catalysts have an essential effect on oxygen reduction reactions(ORR). In recent years, many efforts have been made to search high-performance non precious metal catalysts that can replace Pt metals. As one of the catalysts with excellent ORR catalytic activity, transition metal oxides have attracted extensive research due to their low cost and abundant reserves, which have great potential in the field of ORR catalysis. However, due to the poor conductivity of most transition metal oxides, which greatly hinders their catalytic activity, it is important to load them on suitable carriers to improve the performance of ORR. Graphene is widely used as support for its unique electronic properties, excellent electrical conductivity and other good physical and chemical properties. In this paper, the research progress of graphene-supported transition metal oxides as ORR electrocatalysts was reviewed. Primarily, the application, development and perspective of this type of ORR electrocatalysts were discussed from some perspectives, such as the classification of graphene support, the species of metal oxides, and preparation methods. In addition, the application and development of graphene-supported metal oxide catalyst in ORR were mentioned. Moreover, it was indicated that the main development direction of graphene-supported metal oxide as ORR catalysts should be focused on the heteroatom-doped graphene as carrier and composite metal oxide as active materials, and tend to reduce the energy consumption and period of preparation process, improve the performance of the catalysts, to achieve the purpose of cost reduction and efficiency.

The BN coating was deposited on the surface of typical domestic SiC fibers by chemical vapor permeation (CVI) process, and the fibers were oxidized at 800-1200 ℃ for 1 h. The morphology, structure and composition of BN coated SiC fibers after oxidation were characterized. The property changes of BN coated SiC fibers after oxidation were evaluated by tensile strength of monofilament. The results show that when the oxidation temperature is lower than 1000 ℃, the BN coating and its oxide can effectively prevent the erosion of the inner SiC fibers by O2, and when the temperature continues to rise, the SiC fibers are oxidized. With the increase of oxidation temperature, the surface oxide of BN coated SiC fibers goes through the process of α-B2O3→SiCxOy→amorphous SiO2. The tensile strength of BN coated SiC fibers decreases with the increase of oxidation temperature. Direct exposure of BN coating to oxidizing environments reduces the oxidation resistance of SiC fibers. The failure source of fiber fracture first transitions from BN coating defects to B2O3 oxide layer defects and finally evolves into SiO2 oxide layer porosity defects.

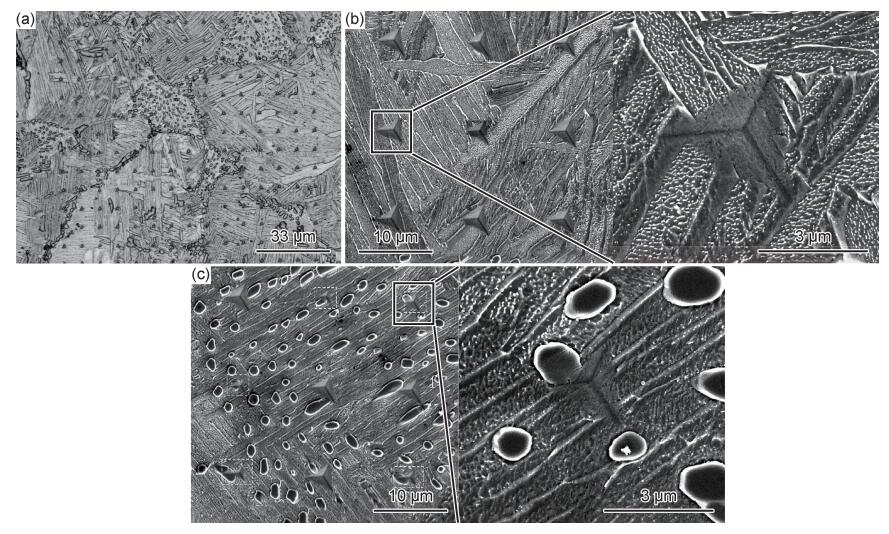
The ultrafine WC powders with particle size of 0.5 μm were coated by nano Co particles for preparation of the fine WC/Co powder. Then it was mixed with the coarse WC and Co powders, following compacted and sintered in vacuum at 1420 ℃ for 1 h for obtaining the WC-10Co cemented carbides. The morphology, the grain structure, hardness, bending strength and fracture toughness of WC-10Co cemented carbides with the fine WC/Co and ultrafine WC for comparison were investigated by scanning electron microscopy, transmission electron microscope, universal testing machine, etc. The results reveal that the addition of the fine WC/Co has greater influence on the densification of WC-10Co cemented carbides than the ultrafine WC, and can form the dual-grained structure with a mean WC grain size of 2.18 μm, and the WC-10Co with ultrafine WC has a mean WC grain size of 3.57 μm. The WC-10Co with fine WC/Co can reduce grain growth rate and hinder dissolution of the fine grains, resulting in generation of coarse grains with truncated triangular prism and stepped surface by defect-assisted and dissolution-precipitation mechanism. The WC-10Co with fine WC/Co can improve both hardness and fracture toughness, 1131HV30 and 22.1 MPa·m1/2, respectively. Furthermore, with the same hardness of 1131HV30, its fracture toughness is 27.7% higher than linear fitted fracture. The mechanism analysis shows that the addition of ultrafine WC will lead to the formation of abnormal grains, which is not conductive to the performance; while the addition of fine WC/Co simultaneously forms the dual-grained structure and uniform Co distribution structure and reduces the defects in the grains, improves the comprehensive properties.
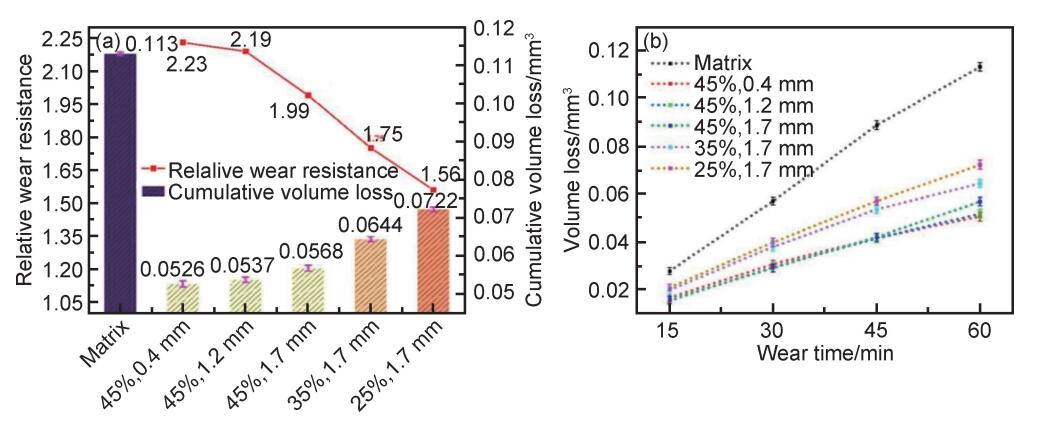
Traditional wear-resistant steel materials can hardly meet the needs of modern mining equipment for key wear-resistant components, and ceramic particle-reinforced steel-based wear-resistant composites have become one of the most promising wear-resistant materials. ZrO2 toughened Al2O3 ceramic particles reinforced with high chromium cast iron (HCCI) matrix composites were prepared by pre-sintering to obtain ceramic preforms with different volume fractions and particle sizes in combination with the casting and infiltration method. The results show that with the increase of ZTA (ZrO2-toughened Al2O3) particle volume fraction (25%-45%) and the decrease of ZTA particle equivalent diameter (1.7, 1.2, 0.4 mm), the impact wear resistance of the composites improves, with the best at 45% particle volume fraction and 0.4 mm equivalent particle diameter.The main wear characteristic of ZTAp/HCCI composites is the occurrence of microcutting on the wear surface, and its main wear mechanism is abrasive wear.
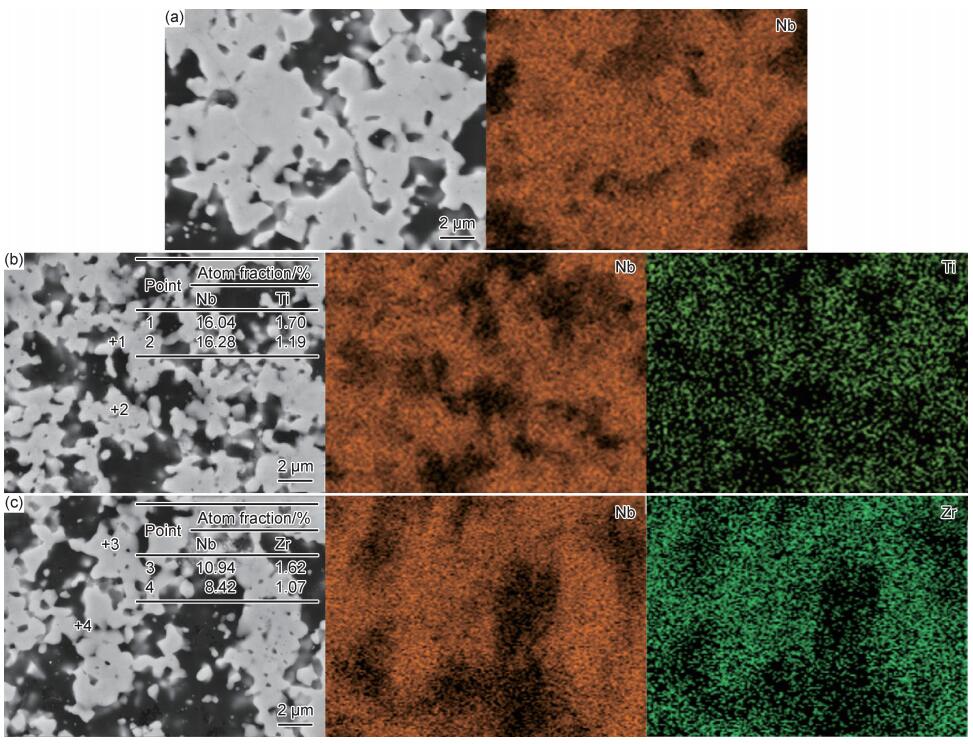
The B4C-NbB2 composite ceramics were prepared by reactive spark plasma sintering(SPS) at 2000 ℃/50 MPa using NbC and amorphous B powders as raw materials. The effects of the partial replacement of NbC with 0.1 mole fraction of TiC or ZrC on the phase composition, relative density, microstructure, and mechanical properties of prepared ceramics were investigated. The results show that TiB2, ZrB2 formed during the reactive sintering process can be dissolved with NbB2 to form Nb0.9Ti0.1B2, Nb0.9Zr0.1B2 phases respectively. The formation of these solid solutions greatly improves the densification and mechanical properties of the composite ceramics with refined microstructure. The solution of ZrB2 has a better effect than that of TiB2. The relative density, 3-point bending strength, Vickers hardness and fracture toughness of the prepared B4C-Nb0.9Zr0.1B2 composite ceramics reach 99.5%, 676 MPa, 31.0 GPa and 5.5 MPa·m1/2, respectively. The improved mechanical properties are attributed to the relative density enhancement, solid solution strengthening and microstructure refinement caused by the formation of solid solution.
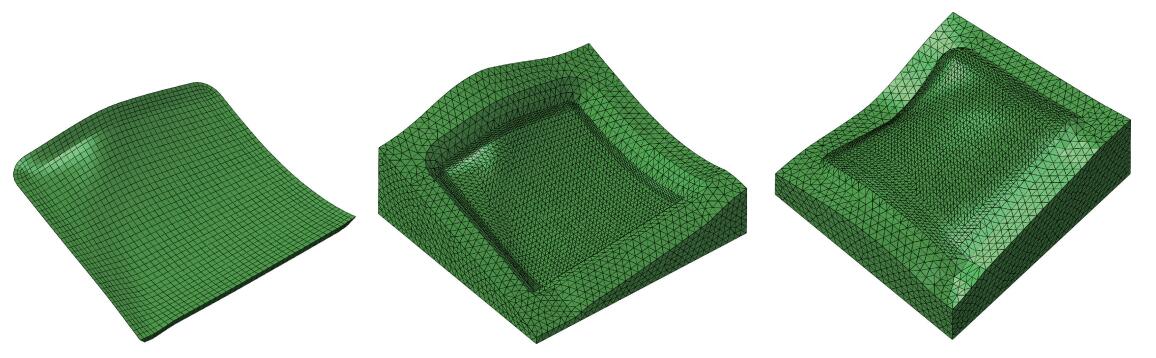
A finite element prediction model for the residual stress and cure-induced deformation of composite curved plate considering the influence of non-uniform temperature field was established, the RTM forming process of 3D woven composite curved plate was simulated and the distribution and change of temperature, degree of cure and internal stress of the curved plate was analyzed. The results show that the curved plate forms a non-uniform temperature and internal stress field during the curing process. The uniformity of the temperature field has a significant influence on the deformation of the curved plate. If the influence of non-uniform temperature field is not considered, the error will be increased by 10%-15%. The 3D woven composite curved plate was manufactured by RTM process, and the temperature of the curved plate during the process was monitored by thermocouple, and the cure-induced deformation of the curved plate was measured by an industrial optical scanner. The predicted results are in good agreement with the experimental results, which verifies the accuracy of the established numerical model. The effects of curing temperature and thickness on curing deformation were also analyzed.

NiO is a common electrochromic material, and element doping modification is an important method to improve electrochromic properties of NiO films. Cu doped NiO films were prepared by electrodeposition in ionic liquid solution, and the effect of Cu doping on the electrochromic properties of NiO films was studied. The results show that the electrochromic properties of Cu doped NiO films are significantly improved compared with pure NiO films. When the Cu doping content is 6% (atomic fraction, the same below), the light modulation range of the film is the largest, which is 54.7%, and the coloring efficiency is the highest, which is 61.54 cm2/C. When the Cu doping content is 12%, the coloring and fading response time of the film is the shortest, reaching 2.7 s and 2.6 s, respectively. The phase structure of the film is face centered cubic crystalline Ni1-xCuxO and the film is composed of nanoparticles. There are a large number of pores on the surface which are conducive to ion diffusion.

The ionic radius of V element ion, which is in the same group as Nb, is slightly smaller than that of W ion. Doping V element can improve the ion diffusion rate and structural stability of tungsten oxide nanowires. V-doped tungsten oxide nanowire films were prepared by magnetron sputtering and hydrothermal methods. The effects of different V doping levels on the morphology, composition, and electrochromic properties of samples were investigated using field-emission scanning electron microscopy, X-ray diffraction, transmission electron microscopy, X-ray photoelectron spectroscopy and electrochemical measurement equipment. The results show that the optical properties of samples are improved by appropriate V doping. When the V doping level is 0.1% (atom fraction), the tungsten oxide film exhibits the best electrochromic performance. Factors such as interplanar spacing, strengthening of V—O bonds and oxygen vacancy concentration are key factors affecting the electrochromic performance of tungsten oxide films. This work will provide useful references for the study of V-doped tungsten oxide nanowire structures as electrochromic materials and devices.
In order to reveal the correspondence between the microstructure and mechanical properties of in-situ TiC/Ti composite coatings by induction fusion coating, the nano-mechanical property variation patterns of different phase structures within the coatings were investigated by using the isolated nanoindentation test method, and the mechanical properties of the coating micro-zone structure were studied by using grid indentation test method. The isolated indentation results show that the nanoindentation hardness and elastic modulus of the in-situ TiC-reinforced phases are 21.3 GPa and 275 GPa, respectively, while the average nano hardness of the matrix phase in the α-Ti-rich and β-Ti-rich regions is 4 GPa and 6 GPa, respectively, and the average elastic modulus is 130 GPa and 155 GPa, respectively. The correspondence between the grid indentation and isolated indentation test results is good. The minimum peak obtained from the three-peak Gaussian fitting of the fractional nanoindentation test results represents the mechanical properties of the matrix phase of the coating, the middle peak reflects the comprehensive mechanical properties of the coating, and the maximum peak is lower than the real mechanical properties of the in-situ TiC reinforcement due to the influence of the reinforcement size and indentation position. Under the consideration of coating microstructure and reinforcement size, by reasonably setting the fractional indentation test conditions and selecting the appropriate test area, it can reveal comprehensive properties of the coating while obtaining real mechanical properties of different phase structures of in-situ TiC composite coatings.
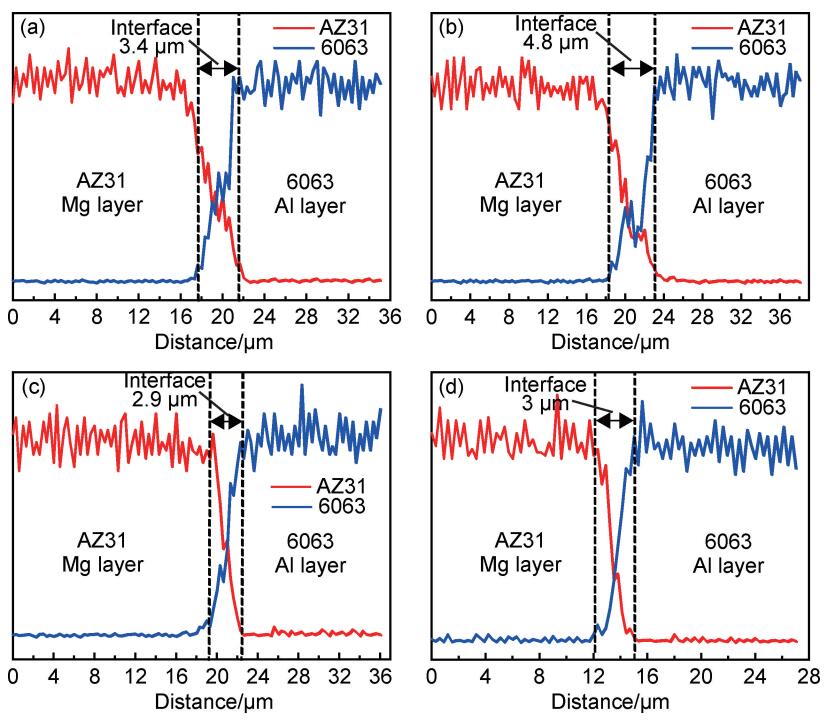
6063 Al alloy clad AZ31 Mg alloy composite materials were fabricated by continuous extrusion under different heating temperatures with various billet diameters. The composite bars with the size of ϕ5 mm were obtained. The microstructure and mechanical properties of the composite bars were analyzed by means of scanning electron microscope (SEM), optical microscope and tensile tests. The results show that grains in Mg core of the composite bars can be significantly refined by continuous extrusion. The average grain size of Mg core is 15.4 μm. The tensile strength of the composite material is 141.4 MPa and the elongation is 6.6% when the billets are extruded at room temperature. The average grain size of the Mg core increases with the heating temperature. In addition, the tensile strength of the composite material slightly decreases but the elongation is improved to 10% when the billets are extruded at the heating temperature of 450 ℃. Moreover, the microstructure shows more homogeneous and more refined grains by using a larger diameter of Mg core. The average grain size is refined to 12.8 μm. The results of SEM observation show that the interdiffusion occurs between Al and Mg during continuous extrusion. The largest thickness of the diffusion layer is 4.8 μm. The highest hardness is observed at the middle of the interface. At the same time, the material flow of Al-Mg during continuous extrusion is simulated by Deform finite element (FE) software. The temperature and strain distributions of Al and Mg are obtained by the FE simulation, which is helpful to understanding the microstructure evolution during continuous extrusion.
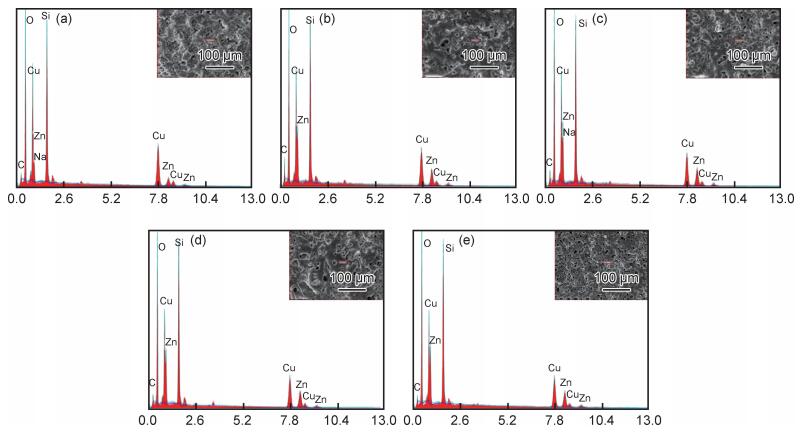
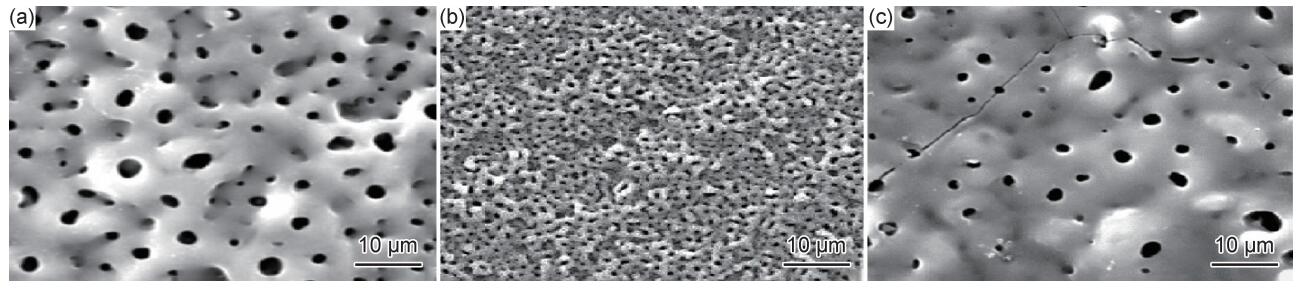
In order to improve the corrosion resistance of brass, plasma electrolytic oxidation was performed on its surface, and the influence of Na2SiO3 electrolyte concentration on the performance of the oxide film was analyzed. The electrolyte with Na2SiO3·9H2O was prepared and NaOH as the main components, the forward voltage of 520 V, forward current of 1.4 A, pulse frequency of 2000 Hz, positive and negative duty ratio of 20% were set, and plasma electrolytic oxidation was performed on the brass specimen for 80 min. The influence of Na2SiO3 concentration on the microscopic morphology of the oxide film, thickness, roughness, chemical composition, bonding force and corrosion resistance was studied by field emission scanning electron microscope (SEM), surface roughness measuring instrument, eddy current thickness gauge, energy spectrometer (EDS), X-ray diffractometer (XRD), cross-cut adhesion tester, electrochemical workstation (potential polarization curve). The results show that the chemical composition of the film surface is composed of Cu, Zn, O, Si and other elements, and exists in the form of metal oxide and amorphous silicon dioxide. As the concentration of Na2SiO3 increases, the number of micropores on the surface of the film gradually increases, the size and distribution of the pores are becoming more and more uniform, the thickness of the film first increases and then decreases, and the surface roughness value first decreases and then increases. However, the excessive Na2SiO3 concentration increases the plasma electrolytic oxidation reaction and the surface melts, the quality of the film does not rise but falls. Plasma electrolytic oxidation can effectively improve the surface properties of brass. When the Na2SiO3 concentration is 8 g/L, the oxide film has the best corrosion resistance, and its self-corrosion current density is reduced by 2 orders of magnitude compared with the matrix.
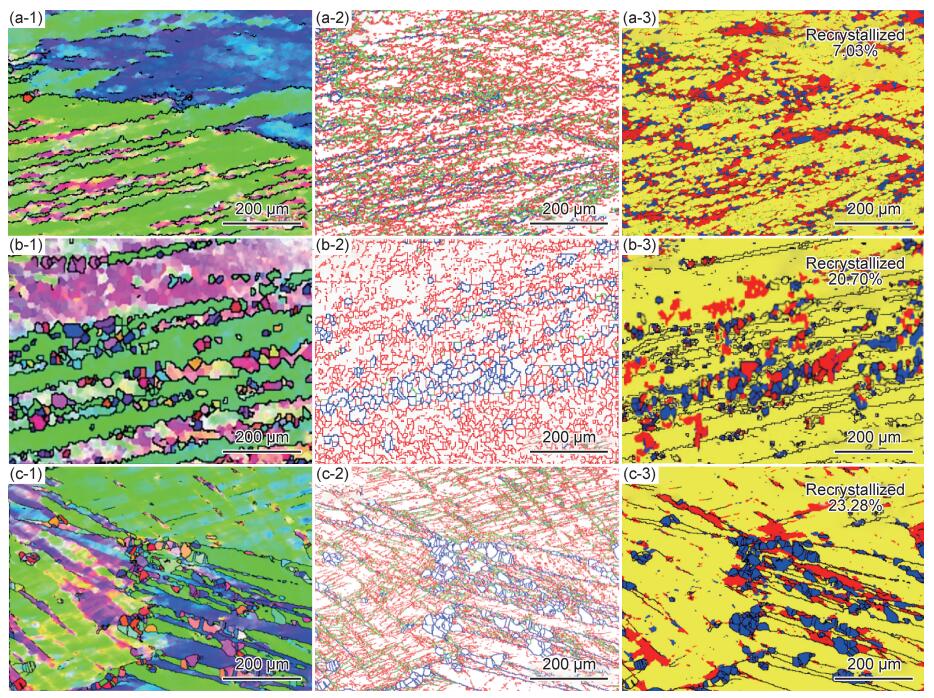
Hot deformation behavior of as-cast BFe30-1-1 alloy was systematically investigated at the temperature of 750-1000 ℃ and the strain rate of 0.01-10 s-1. The effects of friction and adiabatic on the flow stress were analyzed. The stain-stress curves caused by frictional and adiabatic effects were corrected. The corrected curves were used to establish the Arrhenius constitutive equation, so as to the processing map of as-cast BFe30-1-1 alloy on the basis of dynamic material model. The microstructure evolution of alloy during hot deformation was investigated, which shows that the flow-stress increases with the decrease of deformation temperature and the increase of strain rate. Friction and temperature rise can influence the flow stress curves of alloys. The dynamic recrystallization occurs during the hot deformation. The average relative error between the predicted value and the experimental value of peak stress is less than 3.77%. It shows that the constitutive equation can accurately predict the flow stress of different hot deformation conditions. According to the hot processing map and microstructural analysis, the reasonable range of thermoplastic deformation process for BFe30-1-1 copper-nickel alloy is the deformation temperature of 900-1000 ℃ and the strain rate of 0.04 - 0.16 s-1. And more dynamic recrystallization grains of the alloy can be obtained at this deformation condition.
|
Founded in 1956 (monthly) ISSN 1001-4381 CN 11-1800/TB Sponsored by AECC Beijing Institute of Aeronautical Materials |
{kind=link}