- Ei,ESCI收录期刊
- 中国科学引文数据库(CSCD)核心期刊
- 中文核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)


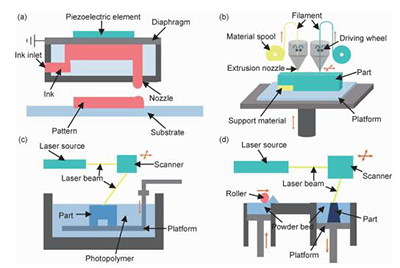
Graphene is widely used in the preparation of polymer matrix composites because of its excellent properties. 3D printing, as an emerging technology, is increasingly applied to the shaping and processing of graphene/polymer composites. In this paper, three kinds of main preparation methods of graphene/polymer composites which are solution mixing, melt blending, and in-situ polymerization were introduced. 3D printing methods and the advantages and disadvantages of inkjet printing, fused deposition modeling (FDM), stereolithography (SLA) and selective laser sintering (SLS) as well as their characteristics were summarized. Besides, the applications of 3D-printed graphene/polymer composites in electronics, energy, biomedical and aerospace were reviewed. Finally, it was pointed out that the further research in this area would be focused on the fabrication of graphene/polymer composites which have good printability, homogeneous dispersed graphene, and excellent functional characteristics.
Materials, processing and property of metallic glasses by 3D printing were reviewed. Two common 3D printing methods-selective laser melting and laser solid forming were introduced. The effect of process optimization, substrate preheating and re-scanning strategy on crystallization and micro-cracks was discussed. It was pointed out the balling and pore defects and elimination methods such as re-scan, anneal, preheating of powder and substrate and scan strategy can be applied to improve the properties of metallic glasses. The metallic glasses with high relative density, crack-free and fully amorphous alloy are expected to be prepared.

The research progress and application status of ceramic 3D printing technology, and its materials characteristics were reviewed. The characteristics and research progress of inkjet printing technology, melt deposition molding technology, photocuring molding technology, layered entity manufacturing technology, laser selection melting technology/laser selective sintering technology, three-dimensional printing technology, and slurry write-through molding technology were discussed. The characteristics and application status of tricalcium phosphate ceramics, alumina ceramics, ceramic precursor, SiC ceramics, Si3N4 ceramics, and titanium silicon carbide ceramics were analyzed. It was pointed out that the development direction of ceramic 3D printing technology is combined with traditional ceramic technology to realize the rapid production of ceramic products and the manufacture of bio-ceramic products and high-performance ceramic functional parts.
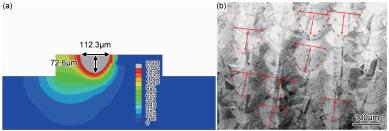
This article combines the finite element simulation and experimental verification to study the effect of laser power and scanning velocity on the temperature distribution, and the size of molten pool during selective laser melting, through simulating the laser reciprocating scanning and transformation between powder material and solidified alloy during SLM. A temperature dependent thermal-mechanical properties of materials is considered, which includes the properties conversion between powder layer and solidified alloy. By presenting a comprehensive parameter of laser heat input-laser line energy density, the effect of line energy density on molten pool in Inconel 718 alloy is summarized, and the size of molten pool can be predicted. The results indicate that temperature field isotherm distribution presents as ellipsoid with the effect of moving laser, and in addition, ellipsoid shifts to solidified alloy layer. Within the scope of the study parameters, the laser line energy density and the size of molten pool during the deformation exhibit linear growth relationship. Furthermore, several Inconel 718 alloy specimens in different laser input conditions were produced using SLM equipments, in order to verify the simulated molten pool size. The result shows that experimental measurements are in good agreement with the model predictions.
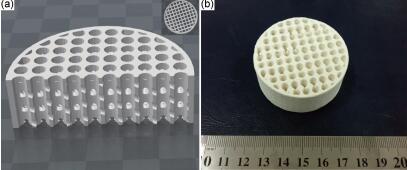
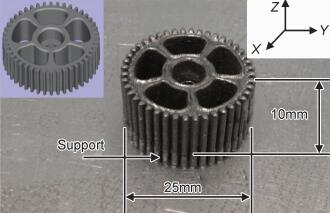
Porous ceramics with complex structure were prepared by selective laser sintering (SLS) method using coal-series kaolin as raw materials. The effect of SLS process parameters and sintering temperature on properties of porous coal-series kaolin ceramics was investigated. The phase composition and microstructure of porous coal-series kaolin ceramics were characterized by X-ray diffractometer (XRD) and scanning electron microscope (SEM). The results indicate that the coal-series kaolin/E12 composite powders can be formed well through SLS method. The green bodies show the superior quality. Z direction error is 10.43%, relative density is 37.89% and bending strength is 0.984MPa under laser power of 5W, scanning speed of 2000mm/s, scanning space of 0.13mm and layer thickness of 0.15mm. With the increase of sintering temperature, the linear shrinkage and bending strength of the porous coal-series kaolin ceramics increase gradually, while the open porosity decreases. The porous coal-series kaolin ceramics possess a high open porosity of 44.55% and a good bending strength of 6.1MPa when the sintering temperature is 1450℃. The main phase in the prepared porous ceramics is mullite phase, and they have a typical three-dimensional skeleton structure.

Graphene possesses excellent mechanical, electrical and thermal properties, which has been wildly used in modification of polymer composites. However, graphene has poor compatibility with polymers due to its surface inactive properties. This weakness restricts the composites performances, so it is necessary to make a surface modification for graphene. The non-covalent surface modification method can protect the pristine structure of graphene and improve the surface activity, and this is suitable for building high performance functional composites. The current developments of the non-covalent surface modification on graphene were summarized, and the relationship between the structure and properties of composites filled by functional graphene were illustrated. Finally, some existing problems about weak interfacial strength of graphene based polymer composites were discussed.At the same time, its future perspective of low cost production and accurate microstructure control was proposed.
High quality graphene and its epoxy composites were prepared by exfoliation of first stage FeCl3-GICs with sodium borohydride (NaBH4) aqueous solution, followed by compounding with epoxy resin. First stage FeCl3-GICs were prepared by compounding anhydrous FeCl3 and graphite at 330℃. XRD analysis and scanning electron microscopy data show that the interlayer spacing of graphite intercalation compounds is increased from 0.335nm to 0.930nm, indicates first stage FeCl3-GIC is obtained. Transmission electron microscopy shows single layer grapheme is made. Raman spectroscopy and XPS data show that the graphene's ID/IG=0.09, C/O=40.80, comparing that of flake graphite's ID/IG=0.17 and FTIR spectra, suggesting that NaBH4 exfoliation can simultaneously repair the structural defects of flake graphite. Characteristic peaks of C=O(1735cm-1), C-O(1228cm-1)are found in FTIR spectra of flake graphite, while no functional groups characteristic peaks of graphene shows up in the corresponding locations, indicating that hydrogen produced by sodium borohydride successfully reduces oxygen from graphite makes the graphite more complete structure. The conductivity of composites gradually increases with the increase of graphene content, and the volume resistivity decreases from the pure epoxy resin of 1.95×1013Ω·cm to 3.41×105Ω·cm when the volume fraction is 3.70%. The conductivity of the composites increases by 8 orders of magnitude.SEM images of fracture morphology shows some incompatibility exists between graphene and epoxy resin.
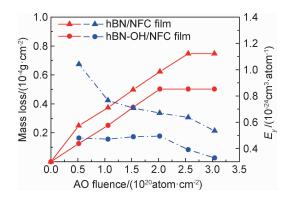
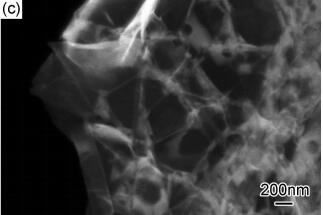
Surface hydroxyl treatment of hexagonal boron nitride (hBN) was performed in sodium hydroxide aqueous solution. With hBN, hBN-OH and nanofibrillated cellulose fibers (NFC), flexible free-standing high-content BN films were fabricated through vacuum filtration and LBL self-assembly methods. Their atomic oxygen resistance properties were evaluated in a ground-based simulation facility. The results show that mass loss and erosion yield (Ey) of hBN-OH/NFC film decline by 33% and 38% respectively compared with hBN/NFC film. After AO exposure, both films manifest carpet-like morphologies, elements oxidations and BN lattice distortions. And hBN-OH/NFC film possesses higher boron oxide content on the surface. Based on BN films responses, shielding AO models were put forward and influences of hydroxyl treatment on atomic resistance property of BN films were analysed.
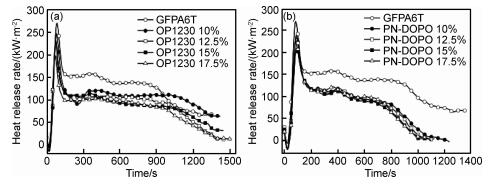
A novel phosphaphenanthrene oxide PN-DOPO, based on bridged 9, 10-dihrdro-9-oxa-10-phosphaphenamhrene-10-oxide (DOPO) and acetophenone was synthesized and the structure of product was characterized by FT-IR, 1H-NMR, 31P-NMR and MS. Glass fiber reinforced high temperature polyamide (GFPA6T/FR) composites, was prepared by incorporating the product (PN-DOPO) and aluminum diethyl-hypophosphite (OP1230) incorporated as flame retardant additives, GFPA6T/FR samples were characterized and analyzed by vertical burning test (UL-94), cone calorimeter, TGA, SEM and dynamic mechanical analysis (DMA) test. The results show that the addition of PN-DOPO and OP1230 can reduce the combustion level. GFPA6T/PN-DOPO reaches FV-0 level when the amount of PN-DOPO is 17.5%(mass fraction). HRR and THR of GFPA6T/PN-DOPO decrease more significantly than those of GFPA6T/OP1230, residual amount of thermal degradation is higher and char forming is more obvious. The results of DMA show that FR promotes micro cross-linking with PA6T molecular chain, leading to the increase of the rigidity of matrix. The results show that PN-DOPO is more significant than OP1230 in improving the flame retardancy and maintaining mechanical properties of GFPA6T.
Cesium acetate (CsAc) has been successfully intercalated into dickite through mechanical milling method. The forming process of the compounds was studied by means of thermo-gravimetric (TG), differential thermal analysis(DTA), X-ray diffraction (XRD), infrared spectroscopy (IR) and field emission scanning electron microscope (FESEM). The XRD pattern shows that the basal spacing of dickite (d(002)) is increased from 0.72nm to 1.42nm, which proves that cesium acetate is successfully intercalated into the interlayer of dickite. The new band at 360cm-1 suggests that cesium acetate possibly forms hydrogen bond with the inner surface hydroxyls of dickite. The new band 3548 cm-1 reveals H2O is also inserted into the interlayer during the dickite molecules intercalation. TG-DTA results show that the intercalated compound can exist stably below 110℃, the temperature of de-hydroxylation for the intercalated complex sharply is decreased from 597.6℃ to 418℃. FESEM images show clear dickite structure, and the morphology of dickite after intercalation does not change a lot. From theoretical calculation, it is deduced that cesium acetate molecule and water molecule are bond together, and are intercalate into the interlayer of dickite, and form hydrogen bonds with the inner surface hydroxyls of dickite, and a mechanism model of cesium acetate intercalating into dickite is established.
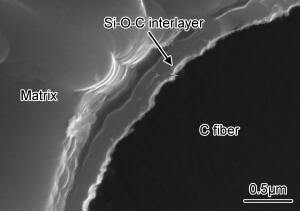
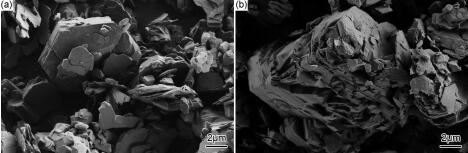
The carbon fiber reinforced Si-C-N ceramic matrix composites with a Si-O-C interlayer(C/Si-O-C/Si-C-N) was fabricated with the matrix fabricated by CVI and the interphase fabricated by PIP. The influence of Si-O-C interlayer on the mechanical properties and thermal expansion properties of the composites was investigated. The results show that the flexural strength of C/Si-O-C/Si-C-N is approximately equal to that of C/PyC/Si-C-N. The role of Si-O-C interphase in C/Si-C-N can rival that of PyC interphase. The average coefficient of thermal expansion of C/Si-O-C/Si-C-N is slightly higher than that of C/PyC/Si-C-N throughout the experimental temperature range.
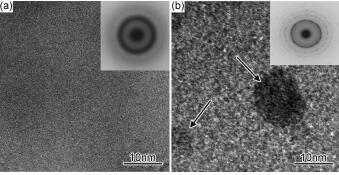
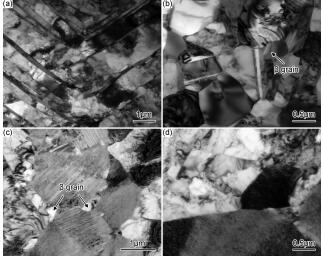
(Ti40Zr25Cu9Ni8Be18)100-xYx (x=0, 1.0, 1.5, 2.0, 3.0) alloy rods with 3mm in diameter were fabricated by copper mold casting method. The microstructures, nano-crystallization and mechanical properties of the alloys were investigated by X-ray diffractometry(XRD), scanning electron microscopy(SEM), transmission electron microscopy(TEM), differential scanning colorimetry(DSC) and uniaxial compressive test.The results show that with 1.0%(atom fraction, the same below) addition of Y, the alloy presents amorphous nature by X-ray examination, with 1.5% of Y addition, nano-crystallization of the amorphous alloy is induced. Crystalline phases with the size of 5-20nm can be observed distributed in the amorphous matrix by high resolution transmission electron microscopy. The alloy with 1.5% of Y addition presents the fracture strength of 1990MPa, at the plastic strain of 3% upon uniaxial compressive test. The number of shear bands is increased in the fracture surfaces of the alloys with Y addition. The interference of shear bands hinders inhomogeneous deformation, increases the fracture strength and plasticity of the alloy.

Surface roughness has a profound influence on the microstructure and properties of cladding layer. Clad Inconel625 on AISI8630 surface by using hot-wire TIG and the effect of surface roughness of AISI8630 on microstructure and corrosion resistance was studied. The microstructure and distribution of Fe element of cladding layer were analyzed by means of optical microscope (OM), energy dispersive spectroscopy (EDS), and scanning electron microscopy (SEM). Mass loss method was carried out to determine the corrosion ratio. The results indicate that with the reduction of surface roughness, the light trapping effect, dilution ratio and Fe content are all reduced and the grains become finer and are distributed more uniformly. When the surface roughness is decreased from 12.5μm to 0.4μm, the corrosion resistance of cladding layer is improved by more than 32%.

The deformation behavior, microstructure evolution and precipitation phase of 617B alloy were studied by Gleeble thermal simulator, SEM and creep rupture test method. The results show that, 617B alloy has a high deformation resistance and the temperature range of processing secure channel is between 1165-1200℃; alloy instability exists in two forms:one is the formation of adiabatic shear band; another is the abnormal growth of full dynamic recrystallization grain; with extension of the stress rupture time, the microhardness increases rapidly and then tends to be steady, γ' is the main precipitate and the precipitate phase grows up with the time extension, but no harmful phases, and with higher stress rupture strength performance.

The self-shielded flux cored wire was used to test the surface of Q235 steel, and the Fe-Cr-C-B-Ti alloy was prepared by adjusting the content of Ti in the flux cored wire.The change rule of mechanical properties of surfacing alloy was obtained through hardness and wear test. The phase composition and microstructure of the alloy were investigated by X ray diffraction (XRD) and scanning electron microscopy (SEM).The results indicate that with the increase of Ti content, TiC and TiB2 hard phase particles are formed in the surfacing layer, and TiC is preceded by TiB2 production.A large number of dispersed TiC and TiB2 can play an important role in the wear process and wear resistance of the deposited metal. The hardness of the surfacing layer is increased from 56.5HRC to 66HRC, and the wear loss weight is decreased from 0.5772g to 0.0487g when the mass fraction of Ti in the surfacing alloy is increased from 0.15% to 1.43%.

A laser keyhole welding process was performed to join of 6mm thick aluminum (Al) alloys to steel plates in a butt configuration without any filler materials. High quality metallurgical bonding joints were produced by controlling welding parameters.The effect of different laser beam effsets and different locations of joints on the morphology, phase components and thickness of the intermetallic compound (IMC) layers was investigated by using optical microscope (OM) and electron backscatter diffraction (EBSD) analysis technology. The results show that the main phases of IMC layers are composed of η-Al5Fe2 and θ-Al13Fe4 phases. The laser beam offsets have an important influence not only on the average thickness of IMC layers but also on the IMC grain size:increasing laser beam offsets significantly reduces the amount of needle-like θ-Al13Fe4 phases, refines the grain sizes of η-Al5Fe2 layers, and decreases the average thickness of η-Al5Fe2 layers at the interfaces. In considering the influence of the different locations through the steel/Al alloy joint, under the conditions of two laser beam offsets, the minimum grain size and thickness of η-Al5Fe2 layers have been obtained at the middle part of the steel/Al alloy joints. In addition, it shows clearly that the θ-Al13Fe4 phases are generated between the η-Al5Fe2 layers and the steel substrates are confirmed by the EBSD phase analysis.
Microstructure and mechanical properties of hot deformed (as-forged, as-rolled) Ti-45Al-7Nb-0.3W(atom fraction/%) alloy were investigated by optical microscope (OM), scanning electron microscope(SEM), transmission electron microscope(TEM) and tensile testing. Results show that the microstructure of as-cast Ti-45Al-7Nb-0.3W alloy is near lamellar, which is mainly composed of α2/γ lamellar colonies with a mean size of about 100μm, and minor γ as well as β phases located along the lamellar colonies boundaries. After hot canned forging, the lamellar colonies are broken and kinked. Compared with the as-cast alloy, the tensile strength of current as-forged alloy at room temperature increases by 77MPa, and the tensile strength at 800℃ increases by 36MPa. After the subsequent hot-pack rolling, the microstructure of the as-forged alloy is transformed into fine duplex microstructure with an average grain size of 25μm, mechanical properties of current as-rolled alloy are further improved, the room temperature tensile strength increases to 603MPa with the elongations of 1.0%, the tensile strength at 800℃ increases to 716MPa with the elongation of 3.6%.
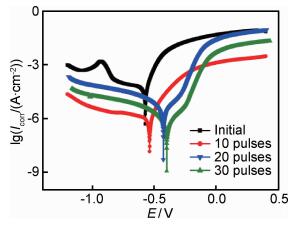
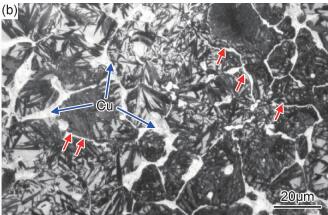
To improve the surface properties of 20 steel, the chromium element was alloyed on 20 steel by high current pulsed electron beam (HCPEB) with pre-coating to obtain a high quality of alloyed layers.Microstructure and properties of the alloying layer were studied by means of XRD, OM, SEM, TEM and multi-purpose microcomputer electrochemistry analyzer. The results show that, after HCPEB alloying, the formation of an alloyed layer with the depth of about 4-6μm on the surface is observed. The solid solution and diffusion of Cr element occurs on the surface of the substrate.Bending and granulating occur on part of cementite under bending stress induced by HCPEB irradiation, the C atoms generated by the dissolution of the cementite combine with the chromium to form a small amount of nanograined carbide Cr23C6. After HCPEB alloying, the surface microhardness increases by 35% and corrosion current density reduces one order of magnitude than original sample.
A high quality iron-based P/M valve seat material was prepared by pressing, sintering, and copper infiltration. Fretting wear experiments were carried out by SRV Ⅳ tester to investigate the effect of the amount of infiltration on fretting wear properties of valve seat material. The results indicate that within certain range, with the increase of the amount of infiltration, higher density, hardness and crushing strength of the material are obtained, the friction coefficient and wear volume are reduced as well, and the wear mechanism changes in different degrees. The wear mechanisms of the specimens infiltrated with low amount of copper or without infiltration are mainly abrasive wear and fatigue spalling. When infiltrated with 10%Cu(mass fraction, the same below), the specimens are worn in the form of slight abrasive and fatigue spalling. The specimens infiltrated with 15%Cu show the best fretting wear resistance with very slight adhesive wear. As the infiltration amount reaches 20%, the mechanical properties of the specimens decline, the wear volume increases simultaneously, and adhesive wear is the main wear mechanism. The copper infiltrated specimens show better wear resistance than the substrate.
Two-dimensional Ti3C2 was obtained by etching Ti3AlC2 in hydrofluoric acid(HF) for different time. The phase composition and morphology of the as-obtained samples were characterized by X-ray diffraction patterns(XRD), scanning electron microscopy (SEM). The adsorption behaviour for a cationic dye methylene blue(MB) and anionic dye Congo red(CR) was tested by ultraviolet spectrophotometer, and then the adsorption kinetics and thermodynamics were investigated. The results show that with the elongation of the corrosion time in hydrofluoric acid, the spacing of the two-dimensional Ti3C2 material is increased accordingly. The results show that the etched Ti3C2 exhibits good adsorption performance for MB and CR, both fitting well with the quasi secondary adsorption model, whereas the adsorption thermodynamics fits well with Langmuir and Freundlich adsorption isotherm model, respectively, suggesting that the adsorption is an process dominated by chemical adsorption mechanism and the joint action of mono- and multimolecular adsorption modes. Based on the difference of cationic and anionic dye, the mechanism of action is different, and thus exhibiting different adsorption behaviours.
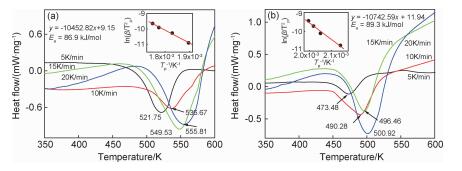
Nanosized CuO particles were synthesized via precipitation method, and the crystalline sizes were controlled by adjusting different calcinations temperature. XRD result shows that the obtained samples exhibit CuO single phase structure, the crystalline sizes are 7.5, 14.4nm and 23.4nm respectively. Then Mg2Ni-Ni-5%CuO composites were obtained through ball milling technique, the electrochemical hydrogen storage properties, kinetic performances and the activation energies of hydrogen desorption were tested and analyzed. The results show that the maximum discharge capacities and the electrocatalytic activity on the surface and the diffusivities of H in the bulk of the Mg-based composites electrodes are improved by adding the nanosized CuO catalysts. DSC measurement shows that the nanosized CuO catalyst leads to decrease in hydrogen desorption temperature by about 50K than that of composites without CuO. The activation energies of the composites of Mg2Ni-Ni and Mg2Ni-Ni -5% CuO600, which are calculated by Kissinger formula, are 86.9kJ/mol and 89.3kJ/mol respectively.

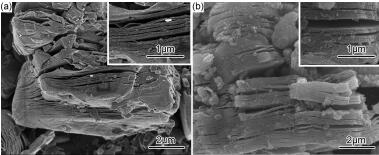
Gulfweed was used as raw material, and KOH activation method was adopted for producing activated carbons with high specific surface area.The prepared super activated carbon not only has large specific surface area, rich pore structure, but also reduces the production cost of activated carbon by using algae as precursor material. In order to explore the experimental approaches and technological conditions, single factor method was used to analyze the influence of impregnation ratio, activation time and activation temperature on specific surface area, pore structure and surface properties, and the electrochemical performance of super-capacitor based on the prepared activated carbon was studied. Measurements such as N2 adsorption, XRD, SEM, constant current charge-discharge techniques, and the cyclic voltammetry were carried out to investigate specific surface area, pore structure and electrochemical performance. The results show:the best preparation condition is concluded as:impregnation ratio at 4:1, activation time for 120 min and activation temperature at 800℃, on the occasion, the largest specific surface area is 2926m2/g, and the biggest pore volume is 1.536cm3/g with all the pore diameters almost under 4nm evenly. The super-capacitor has a large specific capacitance as 358.5F/g in the 6mol/L KOH electrolyte, which means a very good performance.
|
Founded in 1956 (monthly) ISSN 1001-4381 CN 11-1800/TB Sponsored by AECC Beijing Institute of Aeronautical Materials |