刊出日期:2026-06-20
-
全选|
-
-
 面向柔性可穿戴器件的智能材料专栏
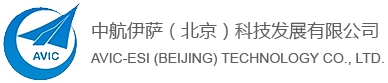
面向柔性可穿戴器件的智能材料专栏水凝胶作为一种具有高含水量、优异生物相容性和可调节力学性能的柔性材料,已成为构建高性能柔性传感器的理想选择。霍夫迈斯特效应能够在不进行复杂化学修饰的前提下,通过不同的离子作用机制改变水凝胶分子链的聚集状态,可以实现水凝胶力学性能与导电性能的协同优化,从而满足复杂环境下的高灵敏度检测需求。此外,霍夫迈斯特效应还为开发环境稳定性的水凝胶传感器提供了新的研究方向。因此,基于霍夫迈斯特效应的水凝胶柔性传感器在智能电子设备领域展现出巨大的应用潜力。本文综述了霍夫迈斯特效应调节水凝胶的机制,并总结了霍夫迈斯特效应对水凝胶力学性能、导电性能、环境稳定性和生物相容性等性能的调控作用,以及基于霍夫迈斯特效应的水凝胶柔性传感器的应用。最后指出霍夫迈斯特效应调控的水凝胶柔性传感器未来的重点研究方向,旨在为水凝胶柔性应变传感器的进一步发展提供理论基础和实践指导。
-
 面向柔性可穿戴器件的智能材料专栏
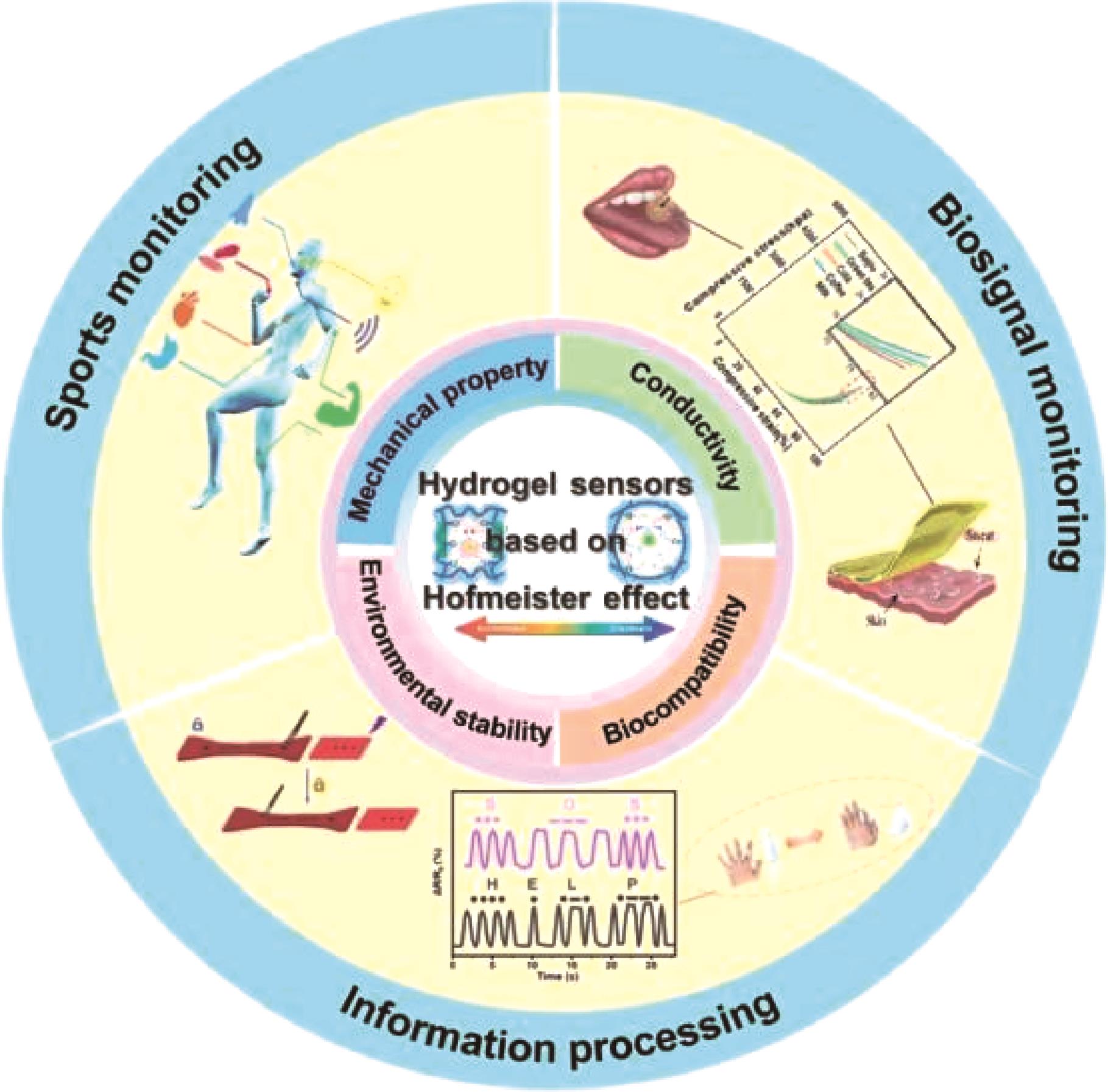
面向柔性可穿戴器件的智能材料专栏现代生活方式带来了久坐、睡眠障碍等公众健康问题,柔性可穿戴智能材料凭借其较好的生物相容性与信号采集连续性,成为24 h身体行为(体力活动、久坐行为、睡眠)精准监测的核心技术支柱。本文旨在剖析该领域从基础理论到工程应用的研究现状,探讨了柔性电子界面在体力活动监测中的应用,阐述了传感器的材料创新实现从宏观生物力学感知到微观代谢产物追踪的演变;进一步分析了柔性电子材料在识别久坐行为中的作用,重点介绍了如何利用高灵敏度材料捕捉人体的姿势变化及评估生理负荷;在睡眠健康领域,则聚焦于无感化材料对睡眠呼吸与节律的监测。此外,还梳理了支撑设备长效续航的自供能及高效储能技术,如摩擦电、光伏及生物燃料电池等前沿方案。同时指出当前该领域仍面临标准化验证缺失、设备续航不足、行为与生理深层关系模糊等挑战。未来需通过材料创新、多模态传感融合、人工智能算法优化及大规模临床验证,以期构建全生命周期的智能化健康管理生态。
-
 面向柔性可穿戴器件的智能材料专栏
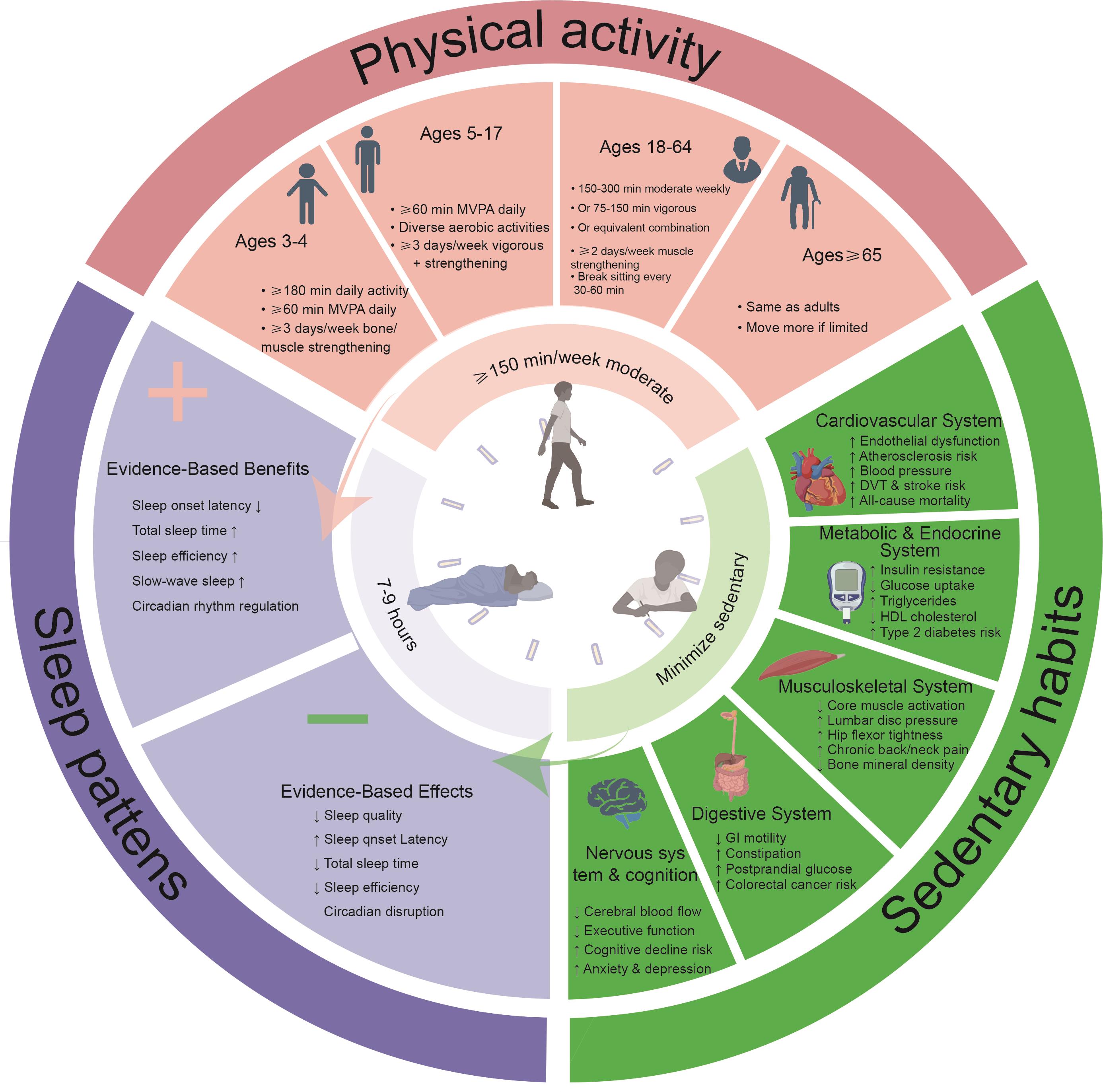
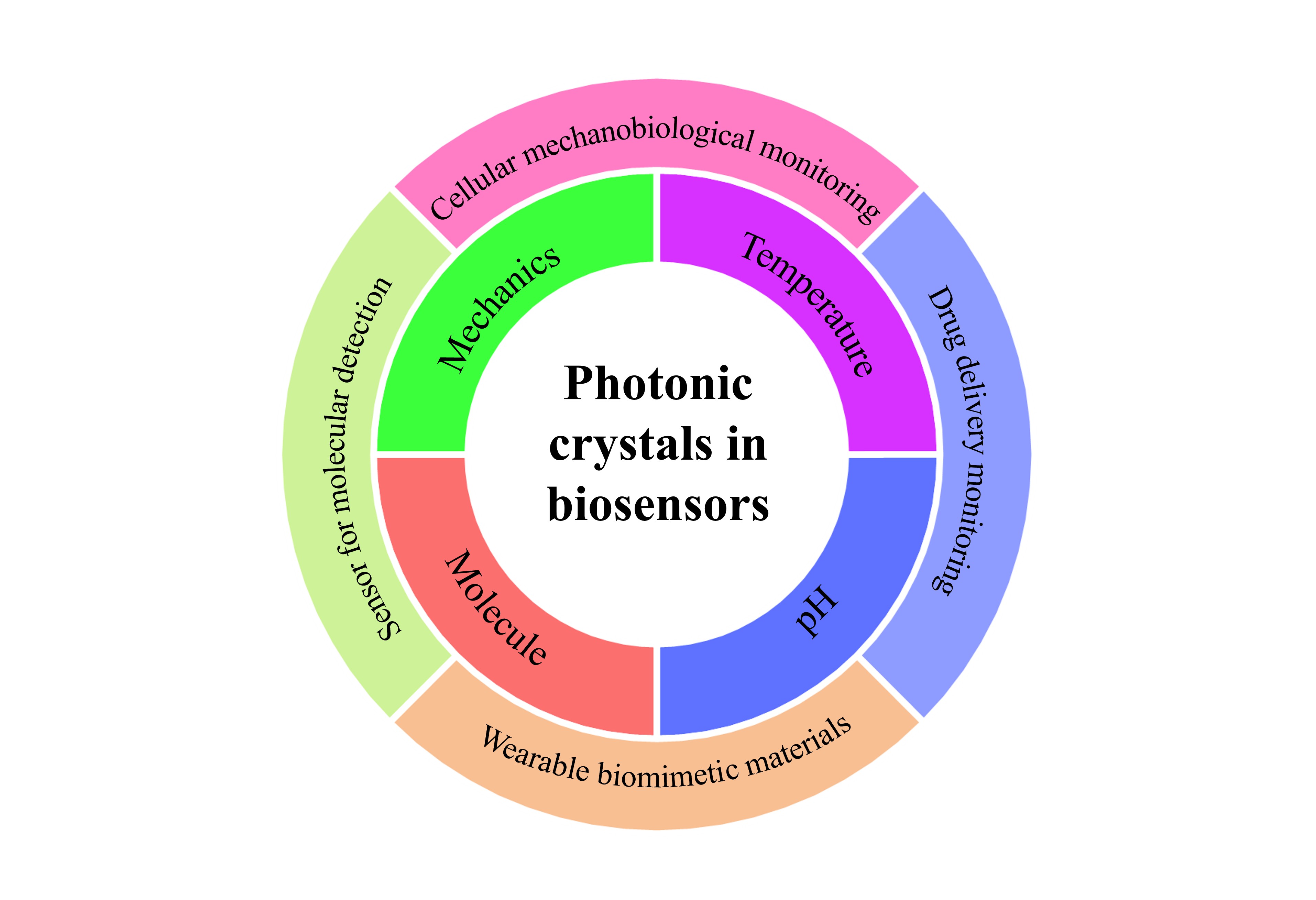
面向柔性可穿戴器件的智能材料专栏光子晶体是一种具有光子带隙特性的周期性电介质结构,通过与入射光的物理光学作用,能够产生明亮艳丽的结构色。自然界中的许多生物,如孔雀、蜂鸟和昆虫通过进化发展出了复杂的光子晶体结构,进而呈现丰富多彩的结构色。受到自然界的启发,科研人员通过构筑人造光子晶体结构,并将其应用于生物传感领域,开发出了一系列创新型可视化生物传感器。本综述总结了光子晶体在生物传感领域的应用现状,包括光子晶体结构色的基本概念、自然界中的光子晶体结构现象、光子晶体结构色生物传感器的响应类型及其具体应用。同时,本综述还展望了光子晶体生物传感器在未来精准医疗、生理监测及环境感知等领域的发展前景,强调了对响应型光子晶体生物传感器进行持续研究和改进的重要性,以期推动仿生材料学及医学领域的科技进步。
-
 面向柔性可穿戴器件的智能材料专栏
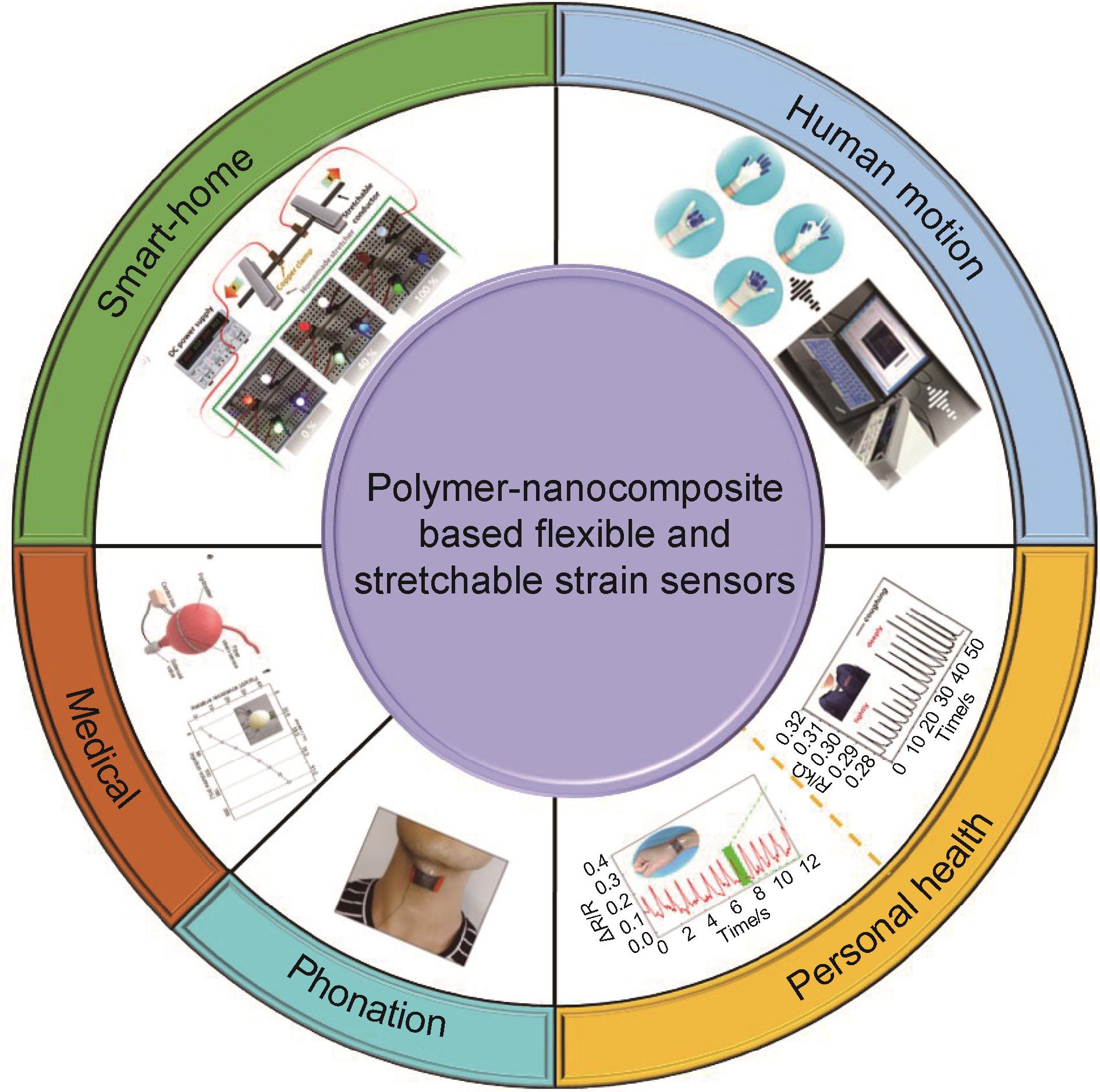
面向柔性可穿戴器件的智能材料专栏聚合物/纳米复合柔性拉伸应变传感器由于轻巧便携、传感机制简单、信号稳定等优点,在可穿戴电子领域引起广泛的关注。本文以介绍常用的聚合物基体和传感材料类型为基础,对聚合物/纳米复合柔性拉伸应变传感器的研究进展进行了综述。传感范围与灵敏度是评价传感器的主要指标,影响这两大指标的关键因素包括聚合物材料的选取、导电网络的构型以及结构化设计。构建不同类型的结构,如微裂纹、孔结构以及褶皱等,有助于提升传感器的拉伸性和灵敏度,但如何平衡其宽传感范围和高灵敏度仍面临挑战。在未来研究中,高弹性聚合物材料的选择、导电网络构型的优化以及新型结构的设计是提升传感器性能的主要研究方向。聚合物/纳米复合柔性拉伸应变传感器在人体运动监测、健康监测、发声监测、医疗监护和未来家居设计等方面具有广阔的应用前景。
-
 面向柔性可穿戴器件的智能材料专栏
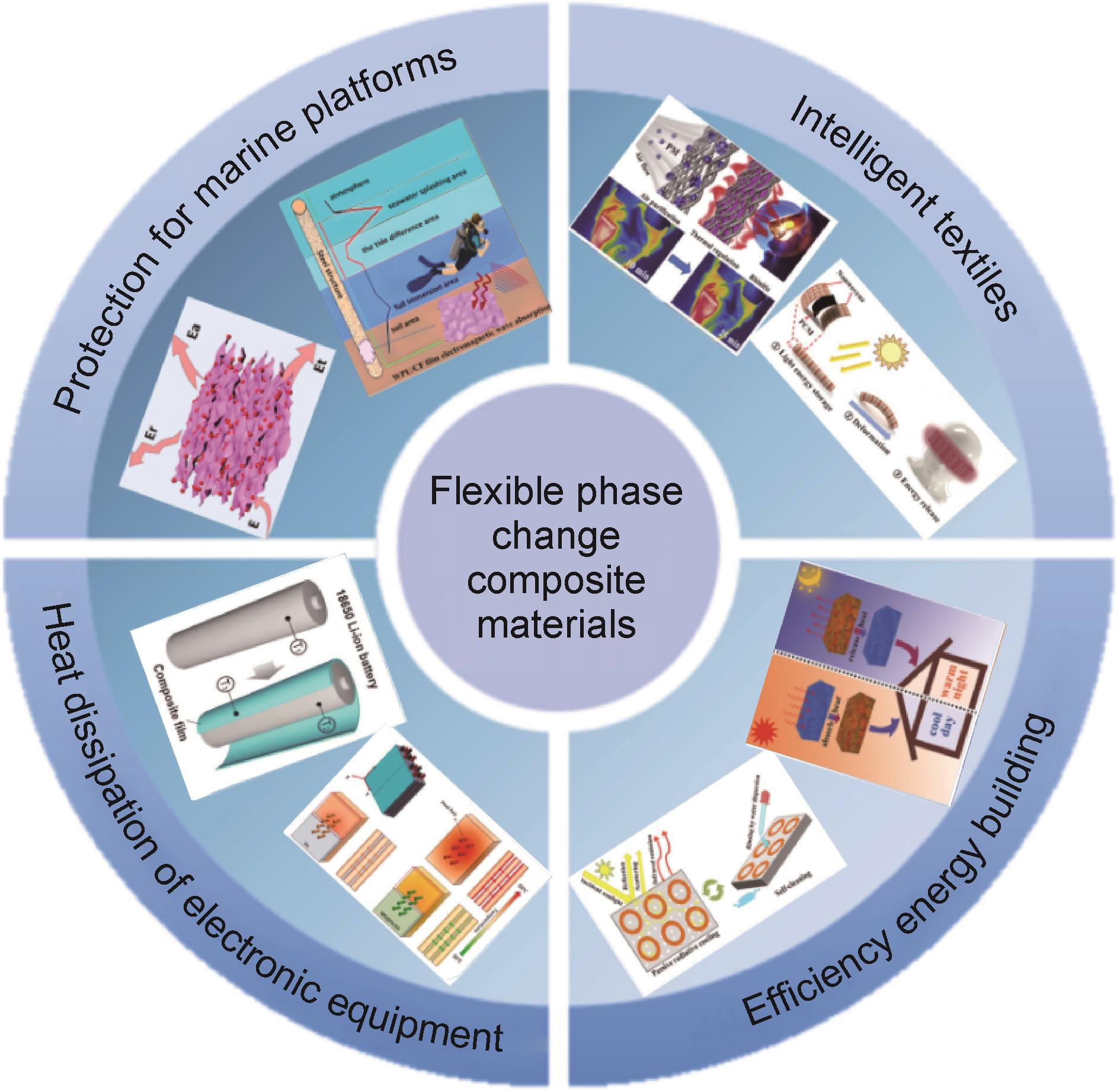
面向柔性可穿戴器件的智能材料专栏柔性复合相变材料(flexible phase change composites,FPCCs)是一类兼具相变储能和柔韧性的功能材料,广泛应用于智能热管理、可穿戴设备、电子散热等领域。本文阐述了柔性复合相变材料的研究现状,对比分析了其合成工艺、相变材料选择、复合方法及性能调节的不同方法;详述了柔性复合相变材料在智能纺织品、建筑节能、电子设备散热及海洋平台保护等方面应用,并展望了其在储能性能、灵活调节、高适应性等方面的优势及未来应用拓展。
-
 面向柔性可穿戴器件的智能材料专栏
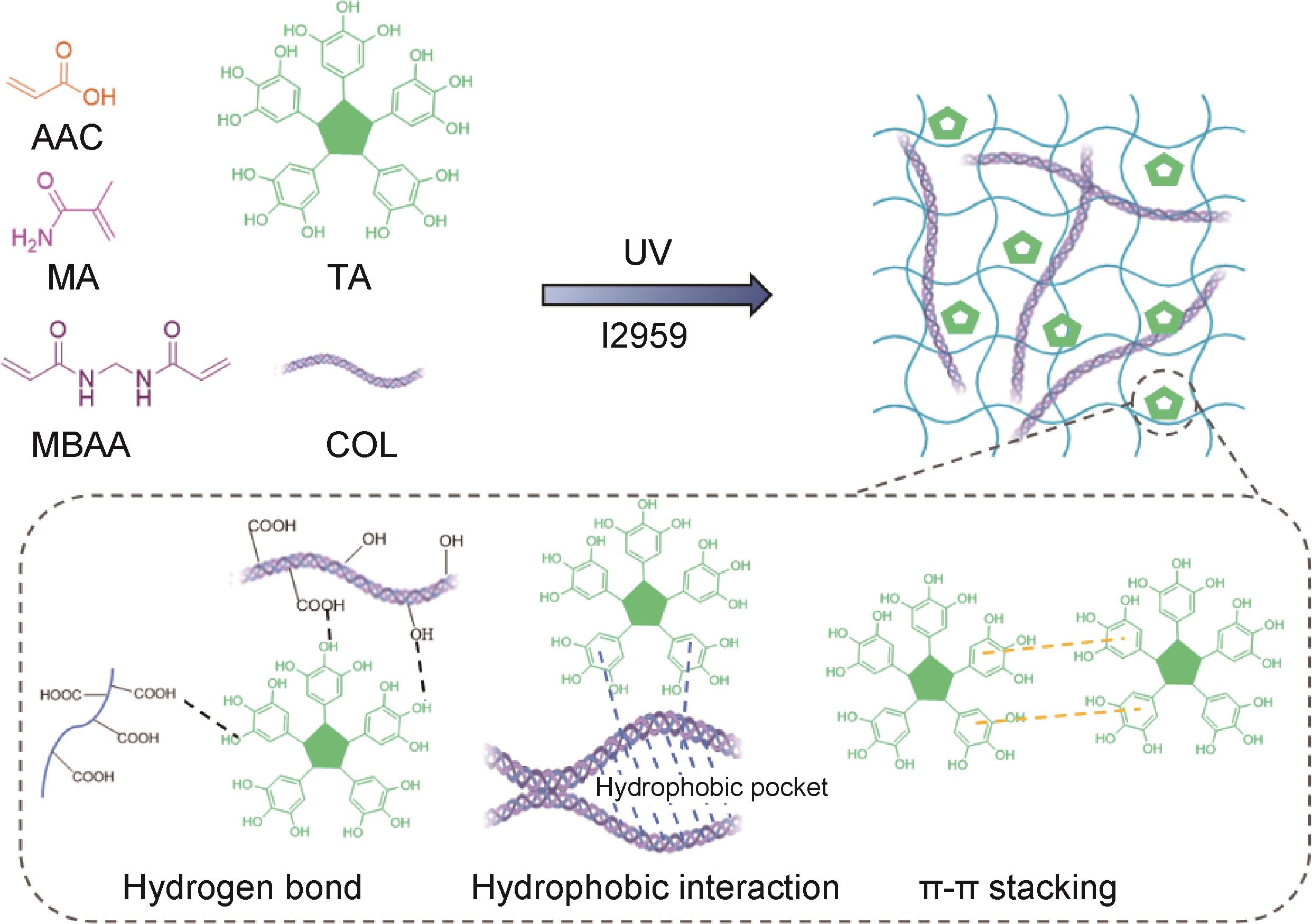
面向柔性可穿戴器件的智能材料专栏重组胶原蛋白水凝胶是促进伤口愈合的理想材料,但目前仍存在机械强度弱、功能单一等问题,这在某种程度上限制了它们的实际应用。以重组胶原蛋白、单宁酸、甲基丙烯酰胺和丙烯酸为主要原料,通过原位聚合法制备了以聚甲基丙烯酰胺-丙烯酸/单宁酸/重组胶原蛋白(MA-AAC/TA/COL)为多网络结构的多功能水凝胶。探索了不同组分水凝胶的微观形貌、力学性能、溶胀性能、黏附性能、自愈合性能、抗氧化性能、抗菌性能以及生物相容性。结果表明:通过多网络结构设计,可有效提升水凝胶的力学性能,其最大拉伸应变为(250.2±2.7)%,最大拉伸应力为(130±3) kPa,可承受80%的压缩形变而不破裂,最大压缩强度为(4.23±0.18) MPa;具有一定的pH值敏感性,在不同pH条件下的溶胀率不同;对猪皮最大黏附强度为(36.27±5.03) kPa,自愈合效率为67.7%,体外抗氧化率为(80.2±0.9)%;对大肠杆菌和金黄色葡萄球菌具有良好的抑菌效果,其抗菌率接近99.99%;具有低细胞毒性,细胞存活率大于80%。MA-AAC/TA/COL水凝胶有望作为一种多功能伤口敷料,应用于伤口治疗领域。
-
 面向柔性可穿戴器件的智能材料专栏
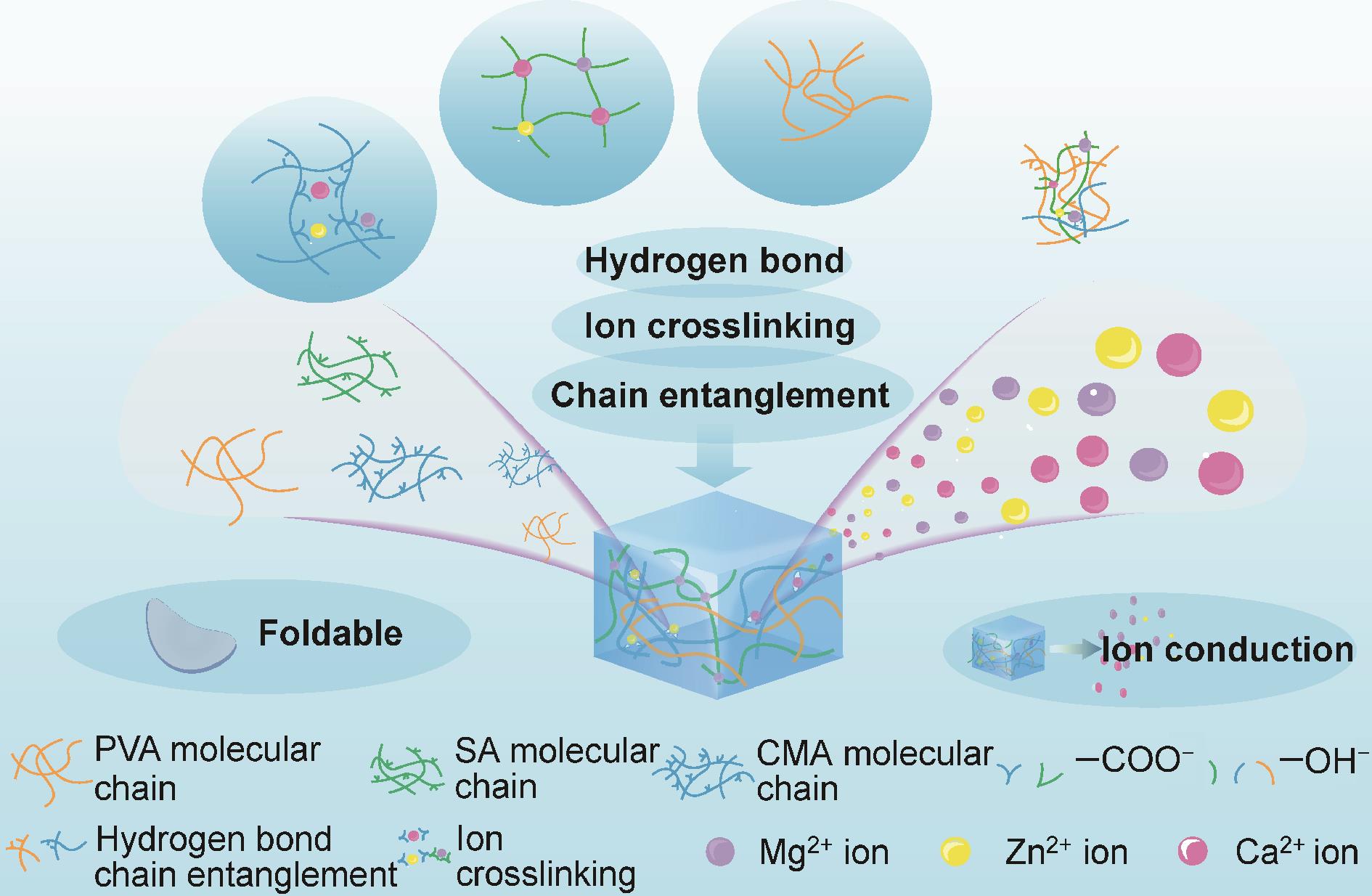
面向柔性可穿戴器件的智能材料专栏慢性伤口因微生物感染及愈合环境失衡等问题,愈合过程常面临巨大挑战,急需研究能够同时提供动态生物治疗与电信号调控的新型敷料。然而,现有水凝胶材料在集成生物功能性、力学柔韧性、导电性及刺激响应释放等多重性能方面仍面临显著挑战。为此,本研究提出一种多网络协同设计策略,通过将羧甲基琼脂糖(CMA)、海藻酸钠(SA)与聚乙烯醇(PVA)复合,并引入Ca²⁺、Mg²⁺、Zn²⁺等多价离子,成功构建了一种具有离子导电与pH响应释离子功能的三网络水凝胶(CaPSC‑MZ)。结果表明:通过对琼脂糖的改性及多网络结构设计,CaPSC-MZ水凝胶平均孔径为(91.47 μm),为水凝胶提供良好的溶胀性(50.07%)和保水率(13.13%),CaPSC-MZ水凝胶具有可折叠性,并且Ca2+、Mg2+、Zn2+在酸性环境下释放增强,导电率可达(24.81 mS/cm),此外CCK-8实验证明CaPSC-MZ水凝胶具有优秀的生物相容性和促增殖能力,因此本工作为开发兼具导电性、动态治疗与力学适配特性的智能伤口敷料提供了一种新的材料构建思路,在伤口管理领域具有潜在应用前景。
-
 面向柔性可穿戴器件的智能材料专栏
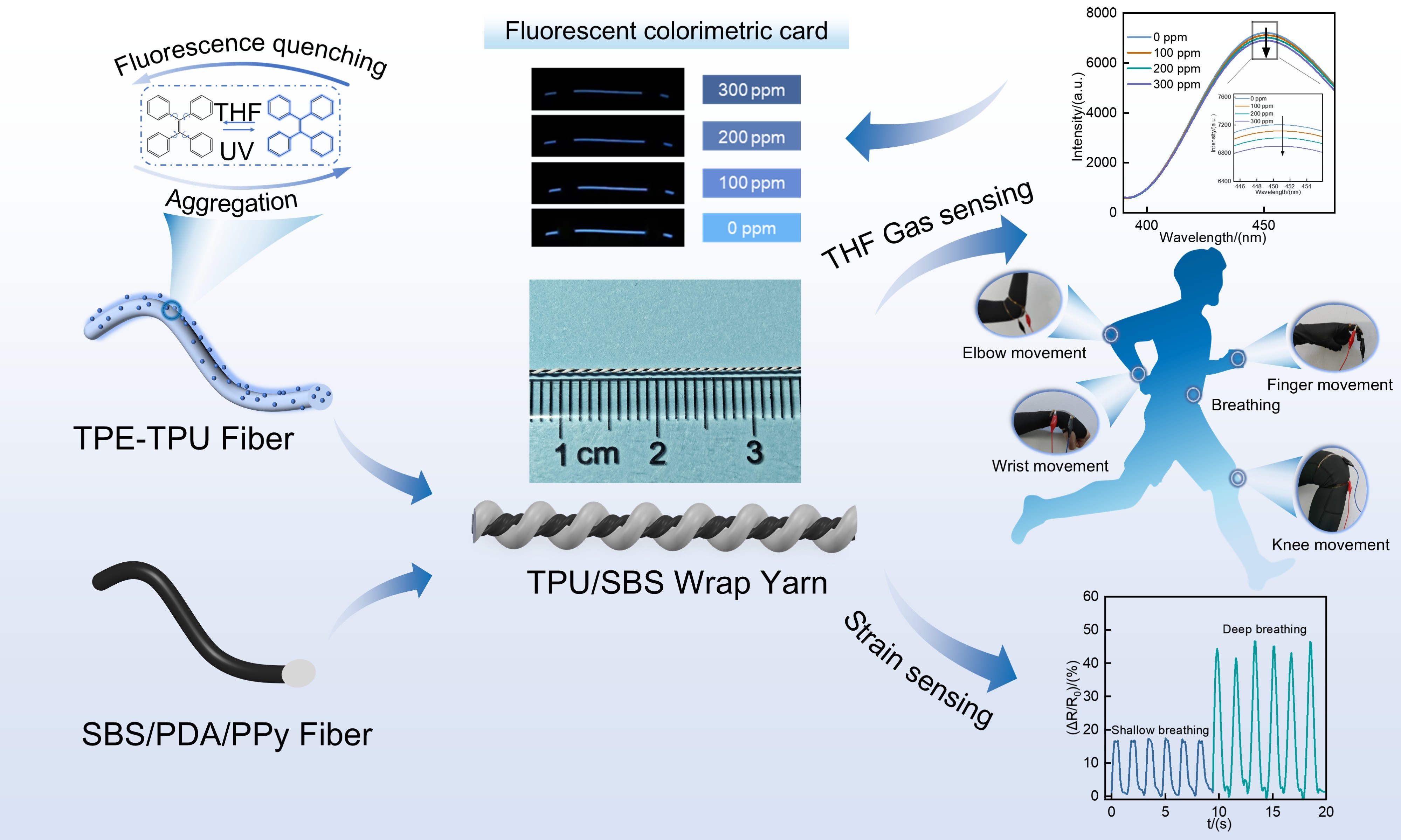
面向柔性可穿戴器件的智能材料专栏针对传统柔性传感器单一模态传感的局限性,研究采用光学-电学信号分离策略,旨在开发一种兼具气体检测和应变传感功能的双模态柔性一维传感器。通过四苯基乙烯(TPE)掺杂热塑性聚氨酯(TPU)制备的气敏纤维与经盐酸多巴胺(PDA)修饰并负载聚吡咯(PPy)的聚苯乙烯-丁二烯-苯乙烯(SBS/PDA/PPy)导电纤维结合,采用包缠纱结构设计,制备了TPU/SBS柔性应变传感器。实验结果表明,该传感器在气体检测方面,传感器对四氢呋喃气体的最低检测限为59.4 mL/m3,荧光猝灭效率达78.3%,且具有优异的可逆性和稳定性。在应变传感方面,传感器具有0%~60%的传感范围,灵敏系数达30.455,响应时间为167 ms,循环稳定性超过1000次。可穿戴性能测试表明,该传感器能够实时监测人体关节运动和呼吸变化,输出信号稳定。研究为多功能集成柔性传感器的开发提供了新思路,适用于高危有机气体作业环境中的行为检测与气体浓度预警。
-
 面向柔性可穿戴器件的智能材料专栏
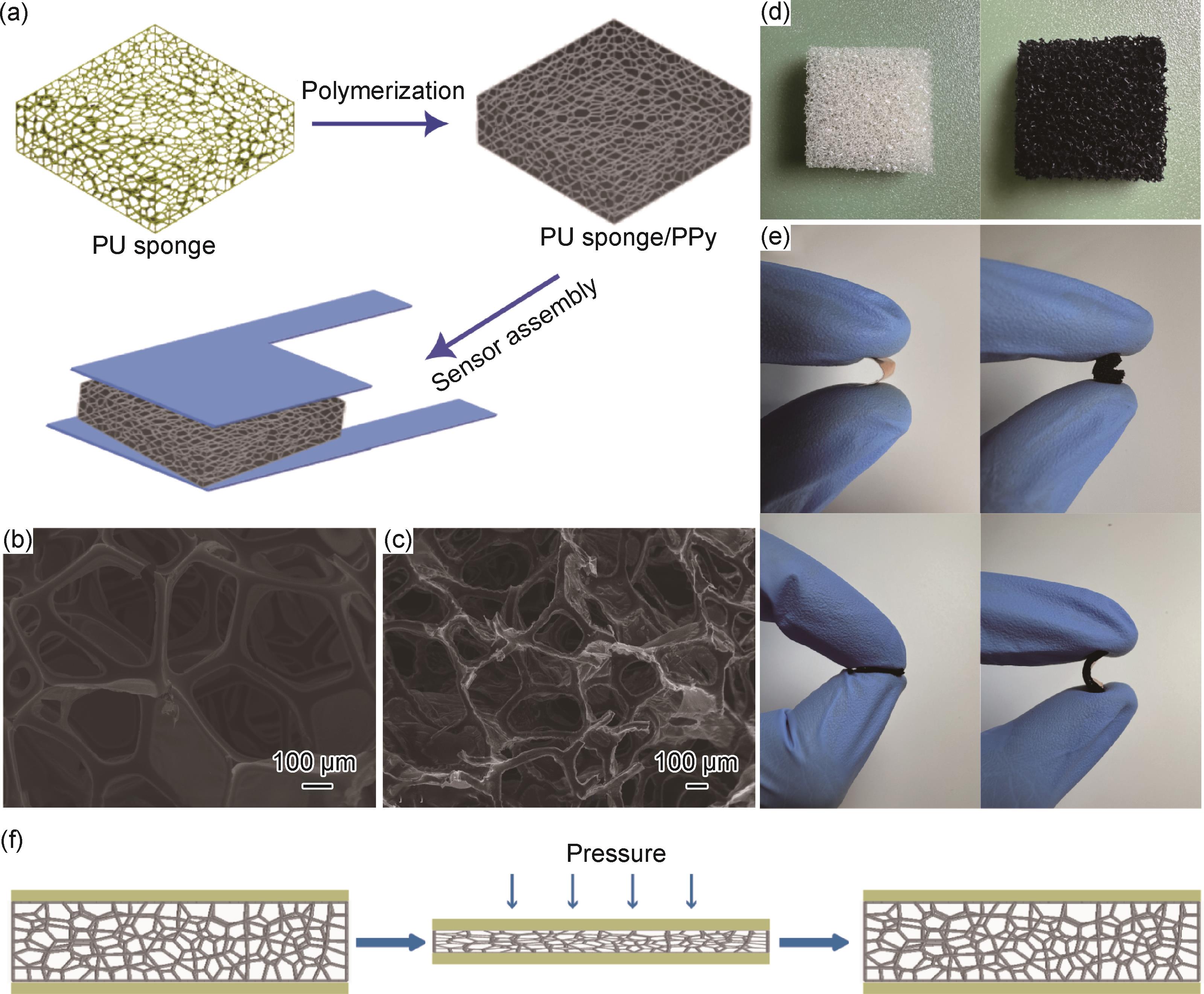
面向柔性可穿戴器件的智能材料专栏柔性可穿戴式传感器作为新一代人工智能设备,以极其出色的性能在人体健康监护、人机交互、人工智能等领域展现出了巨大的应用潜力。但快速开发具有高压缩性和高灵敏度的压力传感器仍然是一个不小的挑战。本文通过一步法在聚氨酯海绵基底上成功聚合聚吡咯导电颗粒,以经济、高效的方法制备高压缩性海绵体,成功组装柔性压力传感器。因聚氨酯海绵体高度的三维多孔结构,可在压力作用下具有高灵敏度响应(当压力范围≤1.3 kPa,灵敏度=98.73 kPa-1)和良好的再现性(>2000次的压缩循环)。因其良好的性能响应,传感器可置于人体的不同部位进行人体生理及运动信号的实际应用。此外,还制备了5×5像素的传感阵列进行空间位置及压力大小的分析,证明了传感器在个人生理参数监测和人机界面领域的可行性应用。
-
 面向柔性可穿戴器件的智能材料专栏
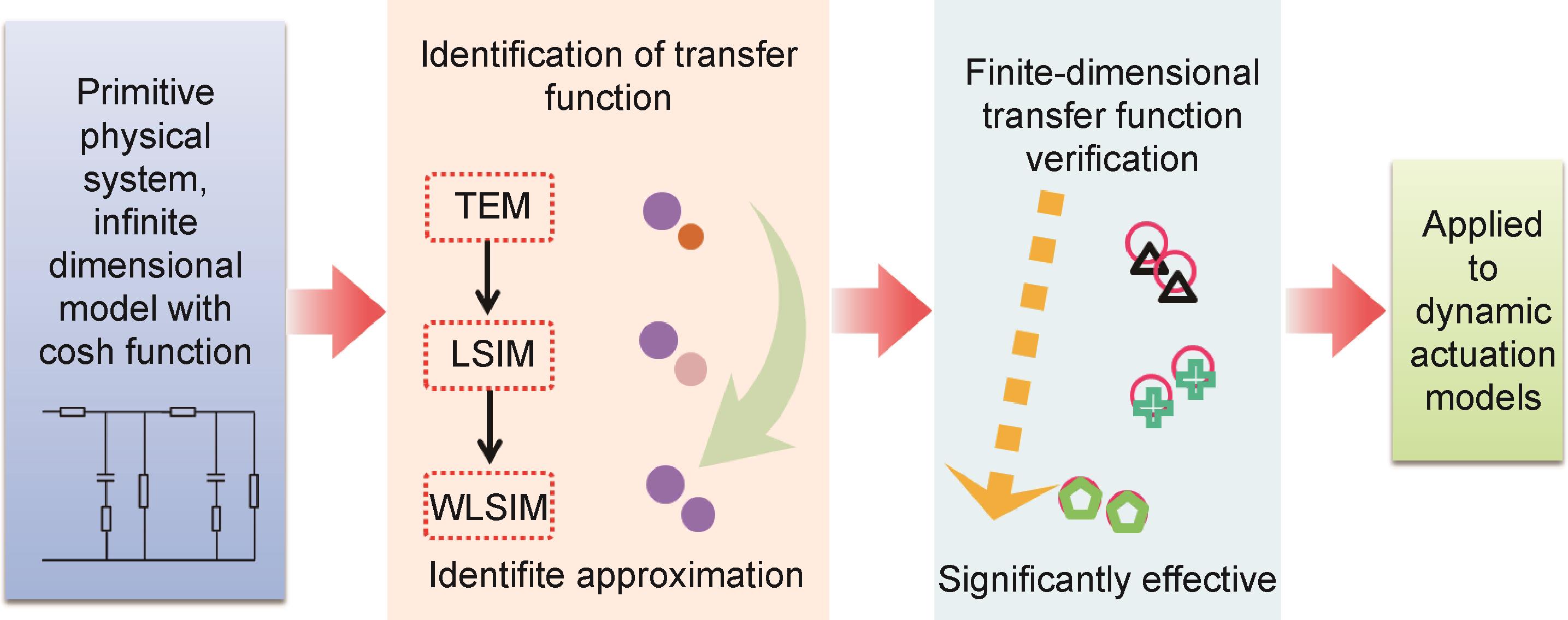
面向柔性可穿戴器件的智能材料专栏离子聚合物金属复合材料作为一种高柔性大变形的新型智能材料,凭借其独特的电致变形特性,在柔性机器人、微机电系统和生物医学工程等领域展现出广阔的应用潜力。然而,其固有的非线性动态响应特性以及复杂的动力学行为,给精确控制带来了重大挑战,极大地限制了其在高性能系统中的应用范围。为突破这一瓶颈,本工作基于等效理论开展了高柔性大变形离子聚合物金属复合材料动态响应模型的构建及其传递函数优化研究。通过对材料非线性特性的深入分析,建立了物理系统与数值模型之间的精确本构关系。进一步地,为实现从无限维模型到有限维模型的降阶转化,定义了适用于该材料大变形特性的辨识准则,并采用3种不同的辨识方法对其电致变形行为进行系统辨识。结果表明,改进的加权迭代算法在辨识性能上表现出显著优势,辨识准确率超过98%。研究还发现,在电致变形过程中,材料的动态响应幅度和相位角随电阻增大而减小,而随电容增大而增大。本工作提出的优化模型能够有效指导离子聚合物金属复合材料的设计与制备,并实现对其大变形行为的高精度控制,为该材料控制系统的开发提供了坚实的理论基础,对推动其在高性能领域中的柔性应用具有重要的科学意义和工程价值。
-
 综述
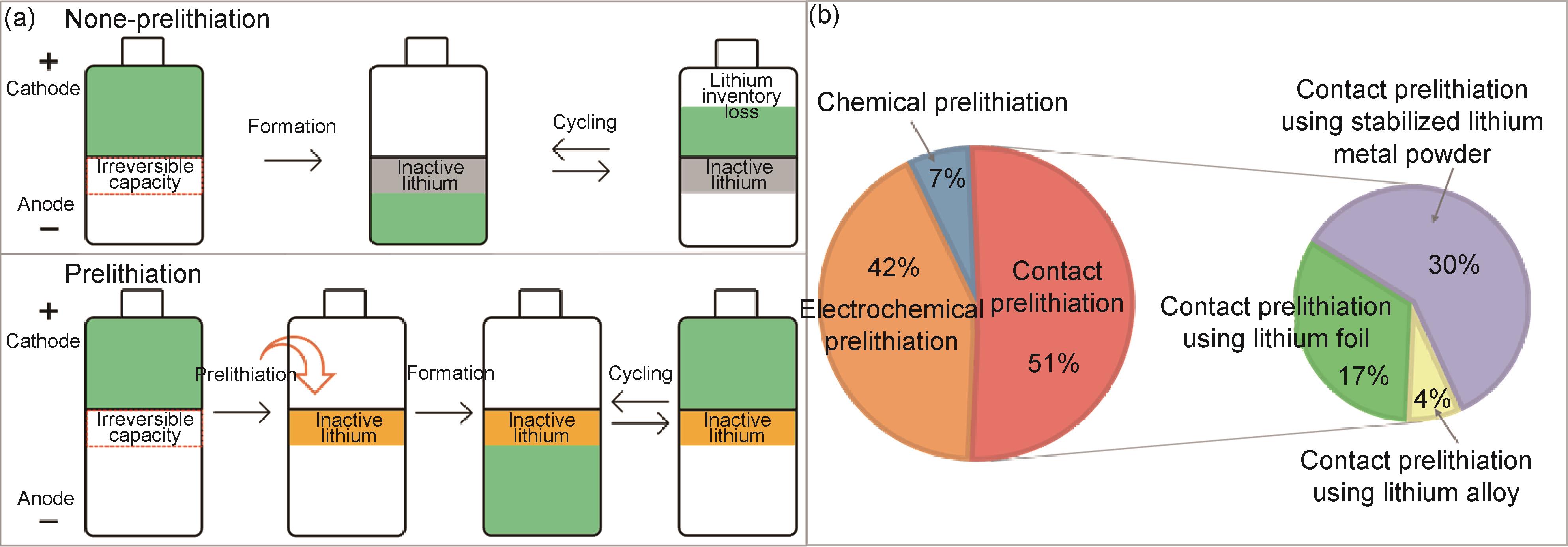
综述在“双碳”目标驱动能源结构转型的背景下,市场对高性能电化学储能系统的需求激增。锂离子储能器件凭借锂元素低原子量和低电极电势的优势,展现出显著高于其他体系的能量密度,已成为现代能源体系的核心支撑。然而,其能量密度与循环寿命仍难以满足日益增长的应用需求,其核心制约因素在于负极材料的活性锂不可逆损失。预锂化技术通过引入额外锂源实现活性锂的精准调控,可显著提高储能器件的首次库仑效率,解决高容量材料的应用瓶颈;通过补偿循环过程中的锂损耗,提升循环寿命;并可有效调控负极电位窗口,确保特殊器件稳定运行,提高单体能量密度。本文系统评述了近年来接触预锂化、电化学预锂化及化学预锂化三种典型负极预锂化技术的原理与特征。从操作方法、预锂化速度与精度、残留物控制、活性锂利用率等核心参数出发,对比分析了各类技术对储能器件首次库仑效率、循环寿命、倍率性能及能量密度的改善效果。结合工业兼容性、实施难度、成本效益与经济性平衡,深入评估了各类技术的产业化潜力与现存问题,并总结了已实现的工业应用案例。从工程化应用视角归纳了技术优缺点,针对当前局限性展望了负极预锂化技术的未来发展趋势与研究方向,旨在为商业化技术开发提供理论指导。
-
 综述
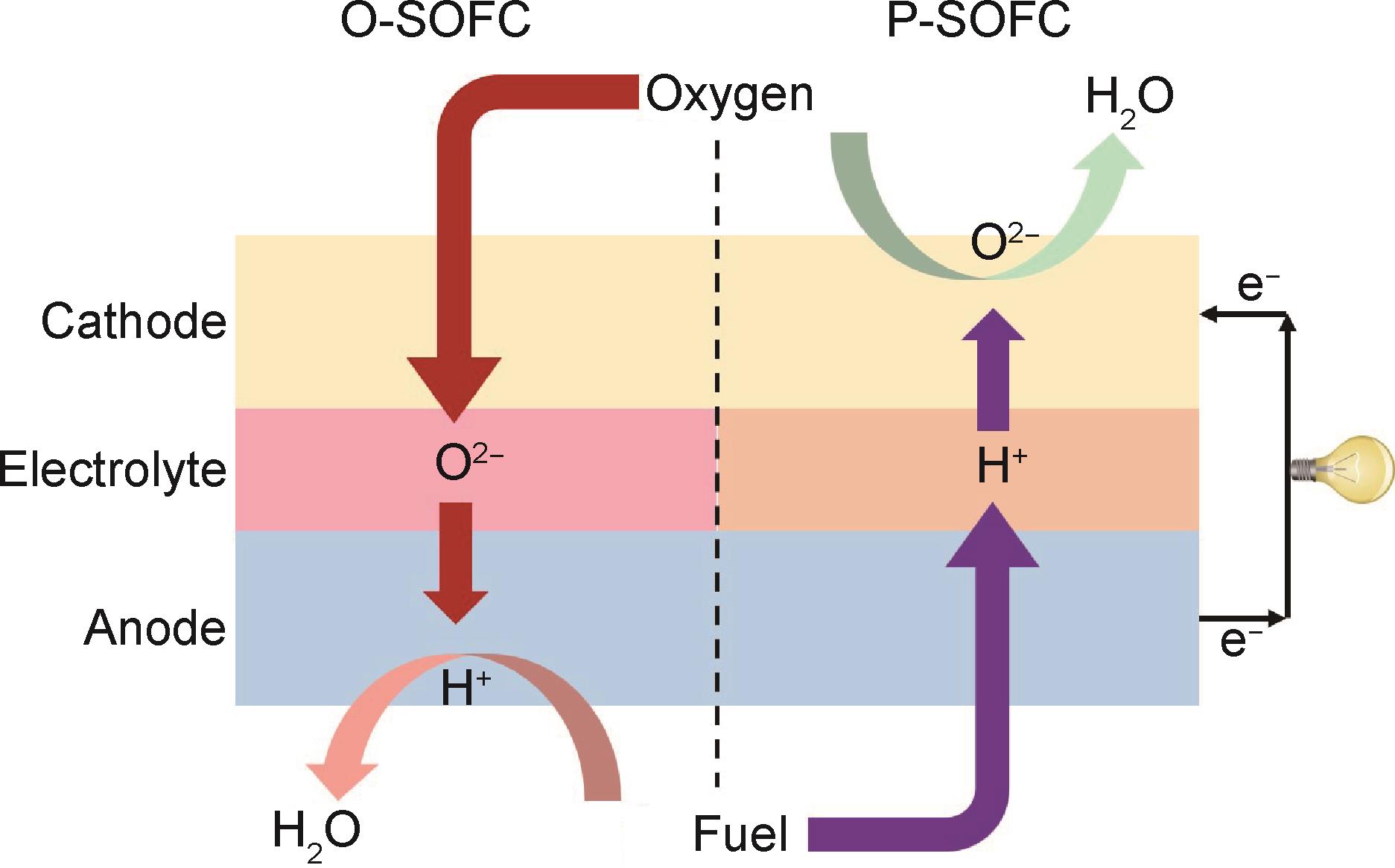
综述固体氧化物燃料电池(solid oxide fuel cell,SOFC)是一种绿色、高效的电化学能量转换装置。由于采用固态陶瓷作电解质材料,决定了其需要在600~1000 ℃的高温环境中进行工作。而高温环境会加速设备材料老化,造成电池性能衰减速度加快。而中低温SOFC技术可提高系统的启动速度,提高设备的耐用性,扩大设备选材范围。因此,发展中低温SOFC技术是实现其大规模商业化应用的必经之路。由于固体电解质中的电荷传输和氧交换反应都是热激活过程,因此,SOFC工作温度的降低会增大电解质的欧姆极化,并增大电极的极化损耗,进而影响电池的实际功率。近年来,针对中低温SOFC技术的研究,主要集中于优化电极、电解质材料的微观结构、化学组成等方面来进行改善。本文系统总结了近年来SOFC电极、电解质关键材料向中低温化发展的研究进展,并对未来SOFC关键材料的设计和发展方向进行了展望。
-
 综述
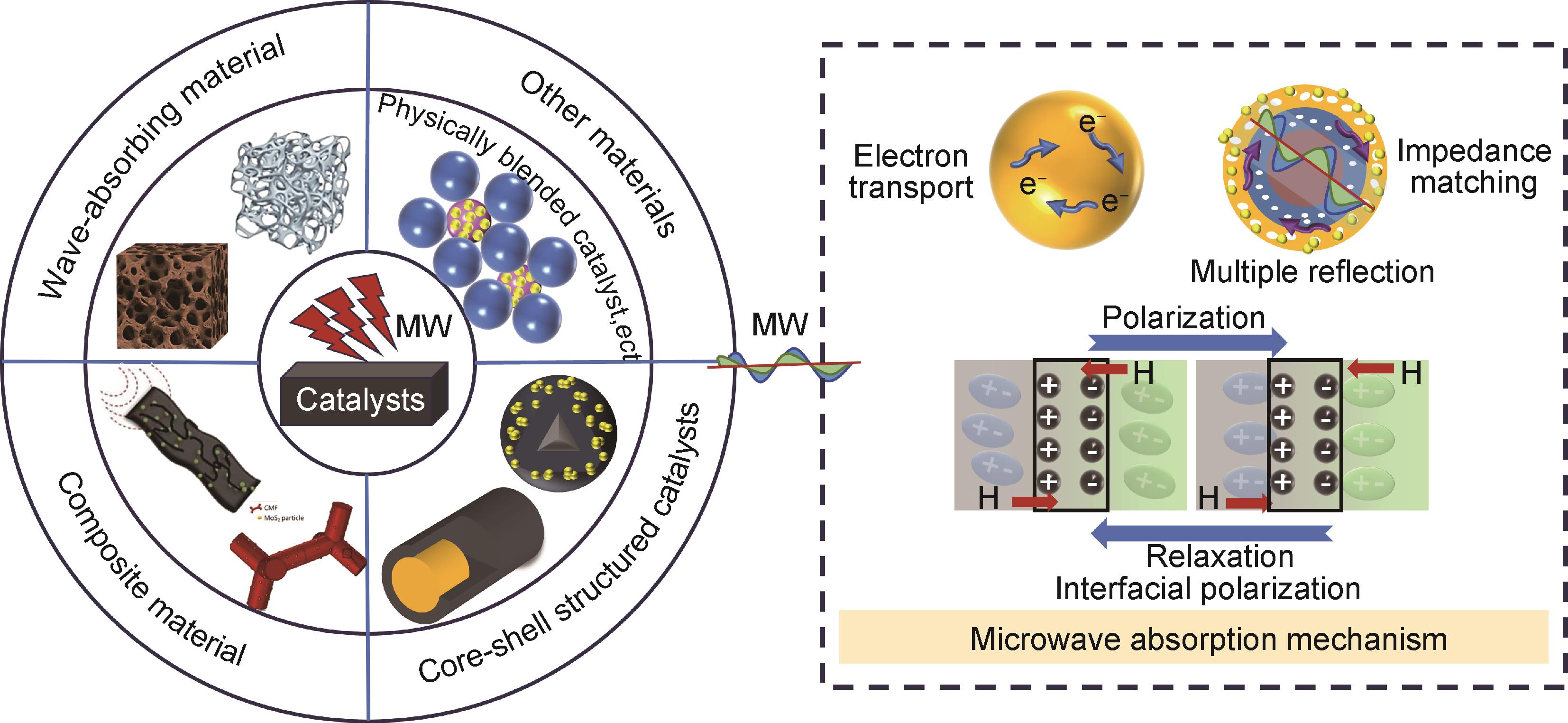
综述液态有机氢载体(LOHCs)储氢技术被视为极具潜力的储氢方式。LOHCs脱氢过程受化学平衡和传质传热限制,需新技术推动进一步发展。微波加热技术凭借热效应与非热效应优势,为破解脱氢反应困局提供了思路。微波加热具有选择性,需开发高效微波响应催化剂以优化能量利用,提高催化效率。本文从微波加热技术的优势出发,优化微波能量吸收,系统综述了几种新型微波响应催化剂的研究进展,分析了各类材料的优势与挑战,介绍了目前微波响应催化剂在催化LOHCs脱氢领域的发展与挑战;其次,综述了催化剂微波吸收性能的量化方法,为催化剂结构设计与优化吸波与能量分布提供指导;最后展望了新型高效微波响应催化剂的设计方向及微波响应LOHCs脱氢技术的发展方向,为实现低温、高效LOHCs脱氢,推动液态储氢技术发展提供理论依据。
-
 研究论文
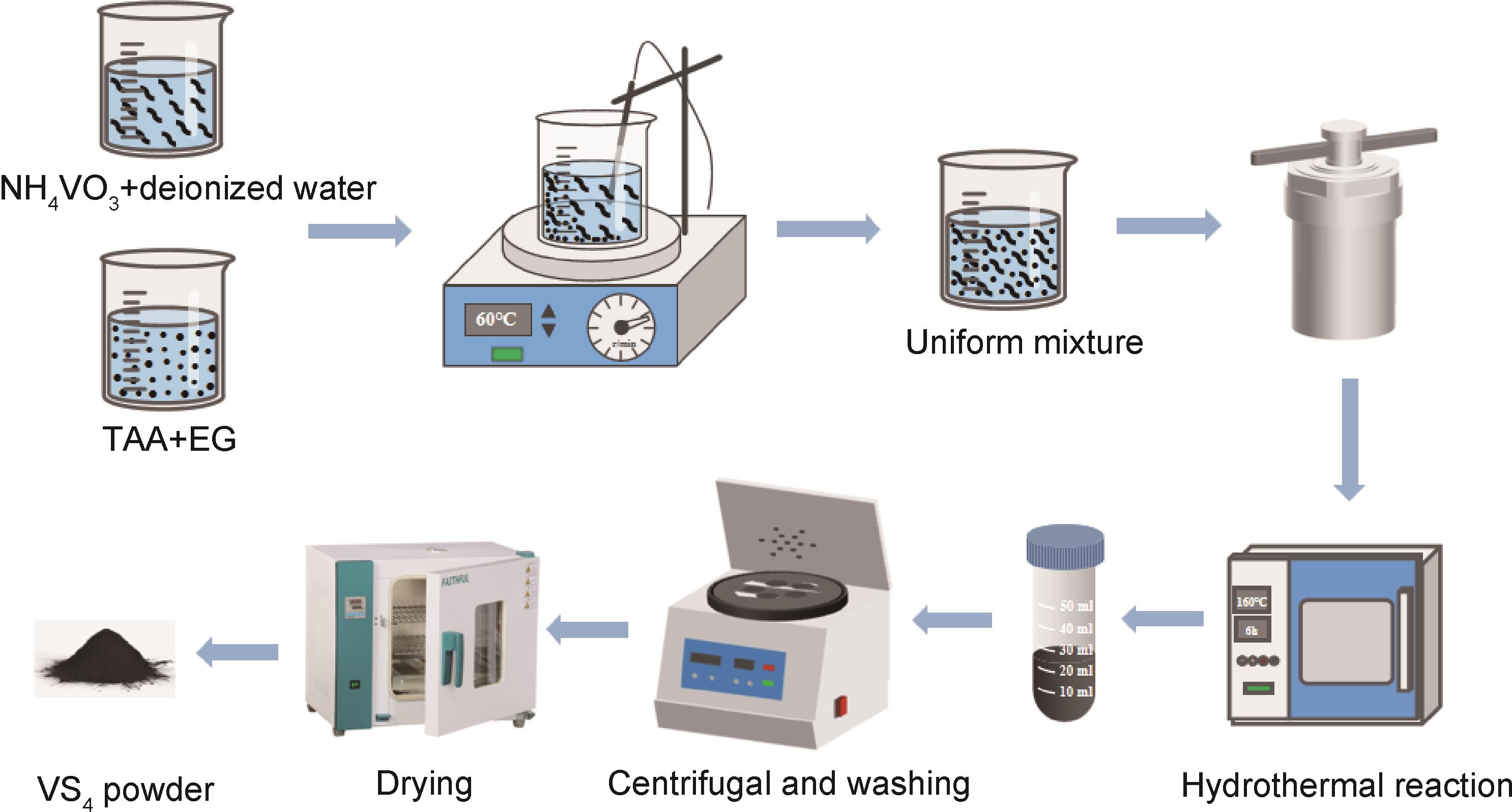
研究论文本研究旨在通过溶剂热法合成具有特殊原子链结构的VS4,并优化其制备条件以提升镁离子电池的电化学性能。为此,设计了四因素三水平正交实验,系统研究了水热温度、时间、原料和溶剂比例对VS4微观形貌和尺寸的影响。研究结果表明,S3样品在所有测试样品中表现出最优的电化学性能,其首次放电比容量达到369.1 mAh/g,显著高于其他样品,并且在经过110次充放电循环后,比容量仍能保持在80.1 mAh/g,显示出良好的循环稳定性。这些结果表明,不同制备条件可以显著影响材料的微观结构和尺寸,进而影响其作为镁离子电池正极材料的电化学性能。本研究为开发高性能镁离子电池正极材料提供了实验依据和理论指导。
-
 研究论文
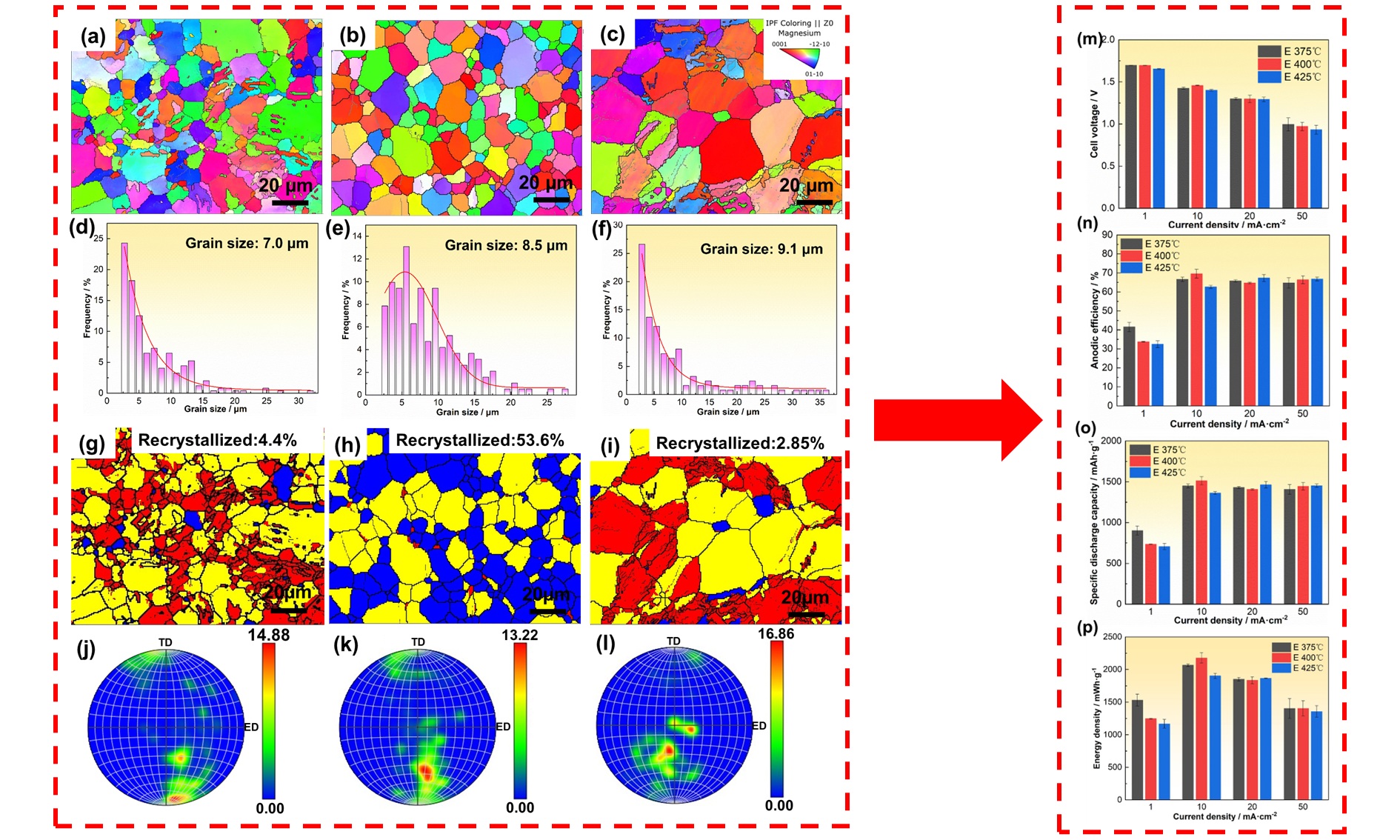
研究论文以Mg-1.5In-0.2Ca-xZn合金为研究对象,通过重力铸造制备不同质量分数Zn(0.25%、0.5%、1.0%、1.5%、2.0%)的铸态合金,研究了Zn质量分数对合金的微观组织、耐腐蚀性能及放电性能的影响规律。在筛选出最优Zn含量的合金基础上,研究375、400、425 ℃挤压温度对其性能的调控机制。结果表明:当Zn质量分数为0.5%时,铸态合金的第二相面积分数最低,放电活性最强,在10 mA·cm-2电流密度下其能量密度达1948.14 Wh·kg-1;该合金经400 ℃挤压处理,发生完全动态再结晶,晶粒细化至8.5 μm,形成均匀微观组织,在10 mA·cm-2电流密度下,其能量密度提升至2193.37 Wh·kg-1,阳极利用率达69.46%。
-
 研究论文
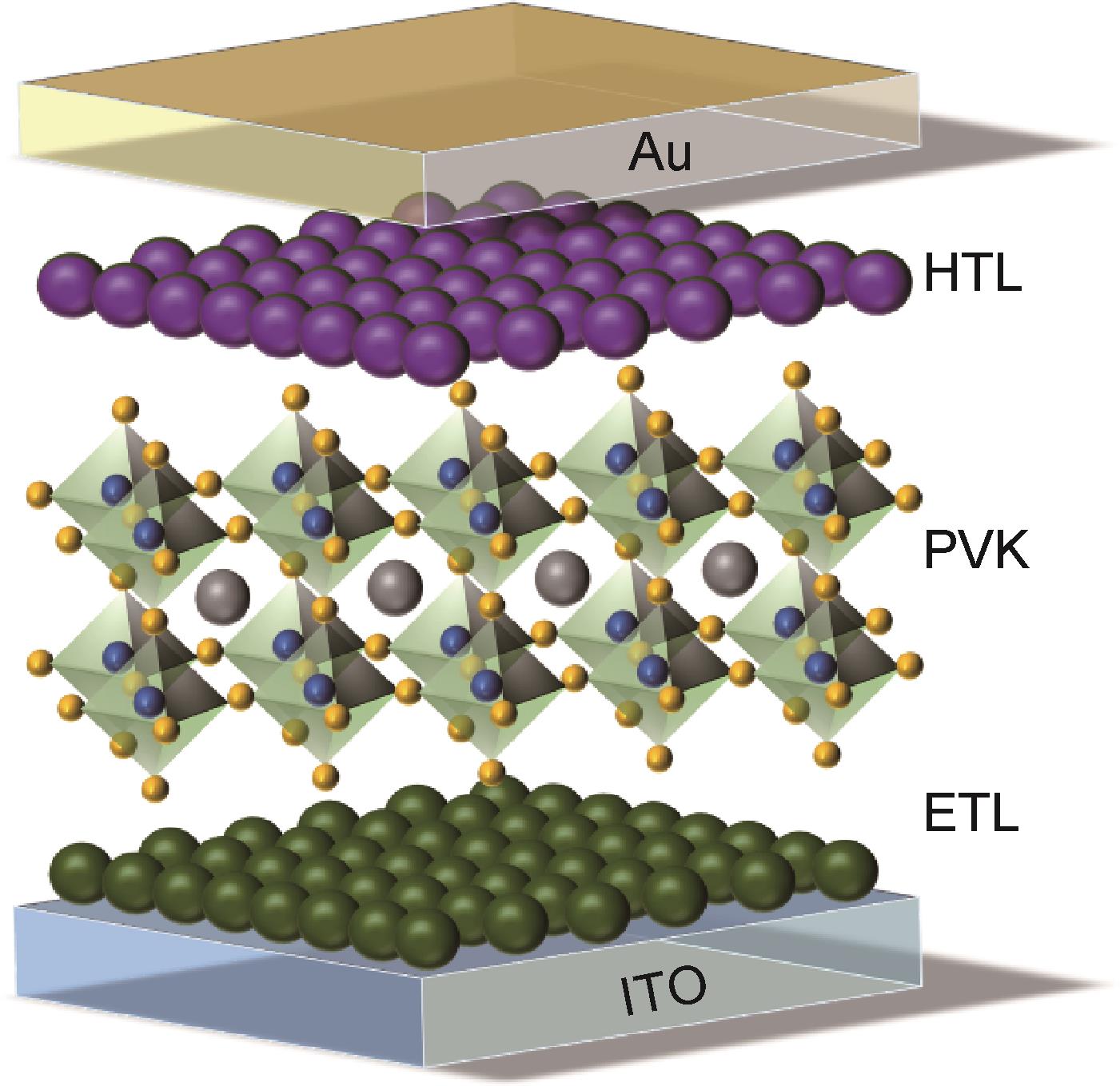
研究论文钙钛矿太阳电池中电子传输层性能是器件效率稳定上升的一个关键因素,也是柔性器件首要考虑的问题。本工作探究了一种SnO2纳米颗粒合成路径,采用无水SnCl4作为锡源,在不外加酸碱的情况下直接与去离子水发生水解反应,用于低温(40~90 ℃)合成氧化锡纳米晶体。SnO2的晶粒尺寸直接影响作为电子传输层时的性能,较小的晶粒尺寸可以形成致密平整光滑的薄膜,有利于后续钙钛矿层的沉积,减少漏电流的产生。经优化的SnO2具有优异的光学和电学特性,应用于钙钛矿太阳电池中,器件的光电转换效率达到20.4%(有效面积0.13 cm2)。电子传输层加速提取和输运载流子,其与钙钛矿形成良好的界面,使得太阳电池填充因子和短路电流方面都有显著提高。
-
 研究论文
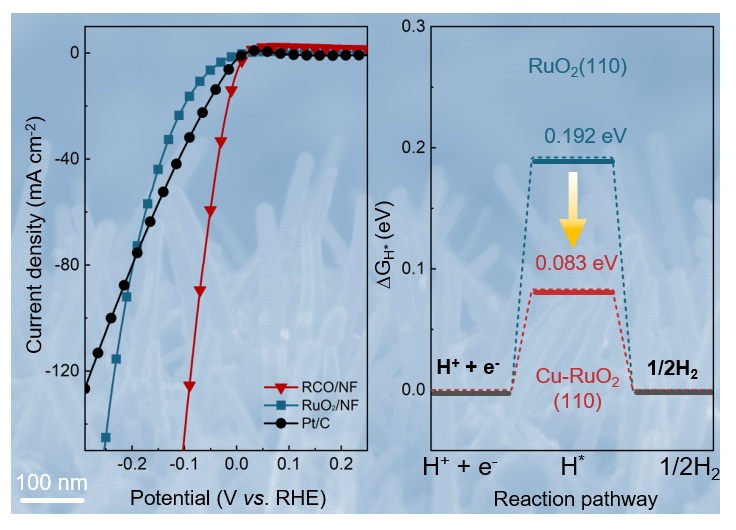
研究论文纳米结构电极因其可同步优化反应动力学、传质效率和电子导电性的独特优势,在电催化析氢领域展现出重要应用前景。热解法其创新性体现在工艺简化、结构多功能集成及活性-稳定性协同优化三方面。该技术不仅为绿氢产业化提供了具有竞争力的电极材料,其可扩展的制备思路也为其他能源转换器件的工业化设计提供了借鉴。本研究通过一步热解法在泡沫镍基底上成功制备了Cu掺杂RuO2纳米棒阵列电极(RCO/NF),该电极通过3个关键特征实现卓越性能:Cu掺杂产生的多价态电荷缓冲效应维持了RuO2的高活性表面状态;纳米棒阵列结构提供了高比表面积和超亲水特性(接触角<18°),显著改善了传质效率并缓解气泡屏蔽效应;CuO中间层有效增强了电极的界面结合强度。电化学测试表明,该电极在1.0 mol·L-1 KOH电解液中表现出优异的析氢性能,10 mA·cm-2电流密度下过电位仅5 mV,在200~400 mA·cm-2工业级电流密度范围内过电位较商用Pt/C催化剂降低42%。这种简便、可扩展的制备方法为开发高性能非贵金属析氢催化剂提供了新范式。
-
 研究论文
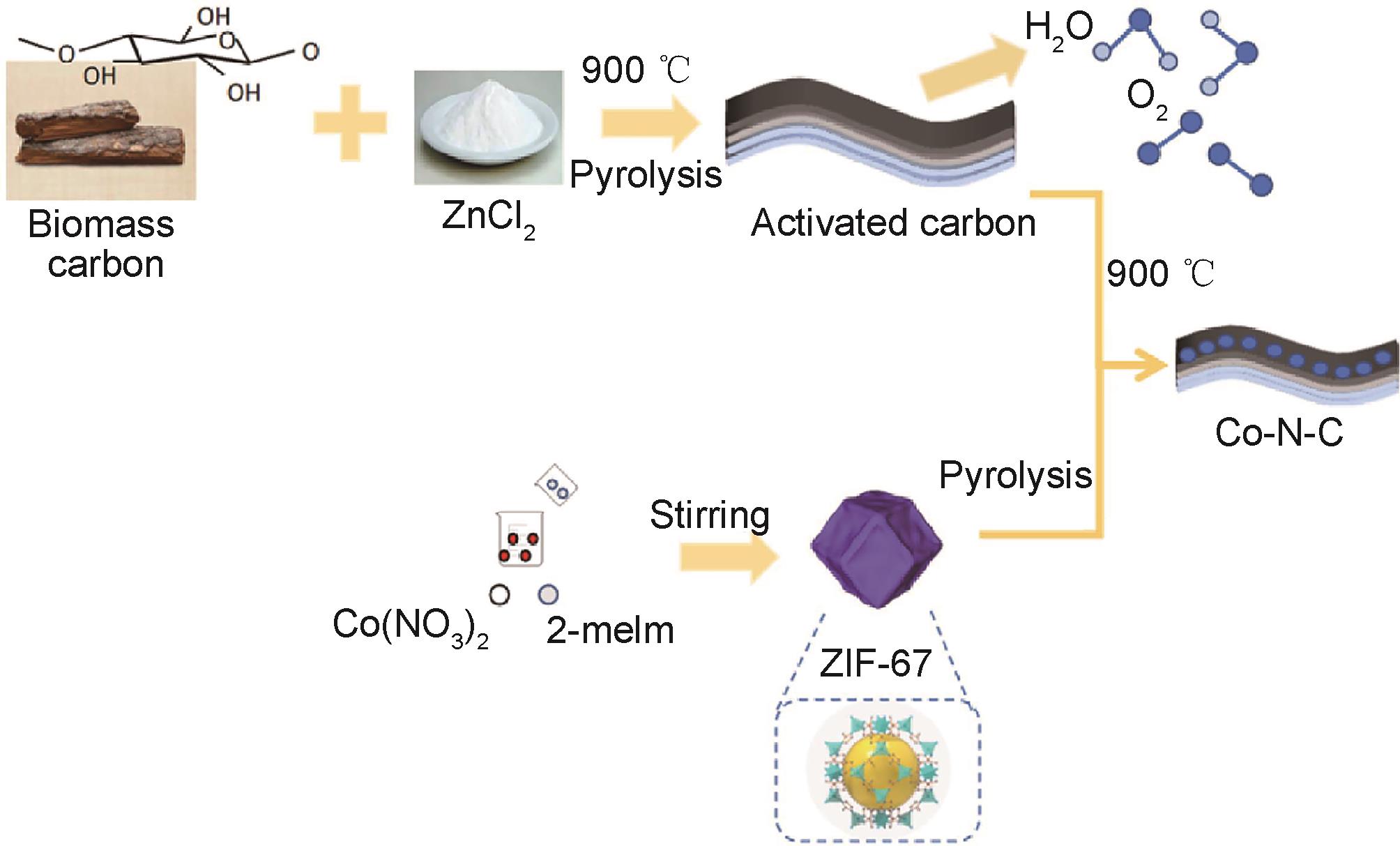
研究论文开发具有高效析氧反应(OER)和氧还原反应(ORR)的低成本双功能电催化剂在能量转换和存储技术中至关重要。本工作采用球磨法和高温热解法将生物质衍生的多孔碳与ZIF-67复合作为优异双功能电催化剂。探究不同热解时间对催化剂性能的影响,发现热解时间为3 h形成Co-N-C催化剂产生了更多缺陷,比表面积高达1210.01 m2·g-1,丰富的微孔和介孔结构为电解质的传输提供更多通道,在ORR性能测试中,其半波电位可达0.81 V,仅次于商用Pt/C催化剂的0.85 V;OER性能在电流密度为10 mA·cm-2时电位是1.73 V,优于商用IrO2催化剂的1.79 V。进一步的理论研究表明富含缺陷Co-N-C催化剂能够有效降低反应势垒,Co与N原子的协同作用促进了ORR反应进行。
-
 研究论文
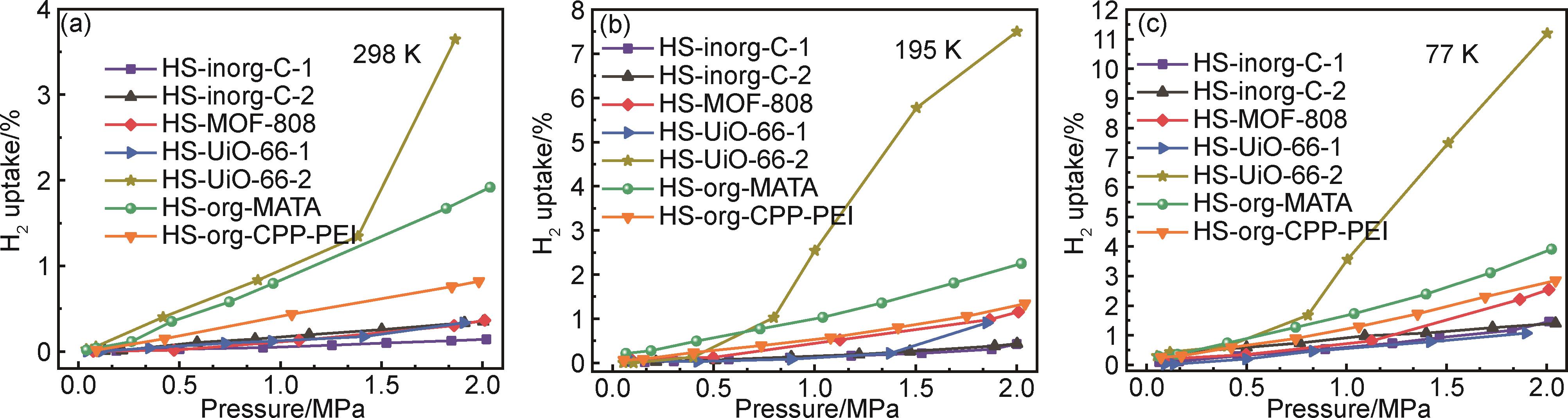
研究论文多孔材料因其独特的孔结构、高比表面积和丰富的活性位点,在储氢领域展现出巨大潜力。为探索不同结构类型多孔材料的物理储氢性能,本工作系统研究制备了3种不同典型结构类型多孔材料主要为碳复合硅藻土无机骨架材料(HS-inorg-C-1、HS-inorg-C-2)、金属有机骨架材料(HS-MOF-808、HS-UiO-66-1、HS-UiO-66-2)以及含仲胺(—NH—)高交联有机多孔聚合物材料(HS-org-MATA、HS-org-CPP-PEI),重点研究三类结构多孔材料的储氢性能及其影响因素。结果表明:在298 K、2.0 MPa条件下,制备的3种类型储氢材料的储氢量分数从0.14%到3.64%,表现出不同储氢能力,差异显著,其中由HS-UiO-66-1交联改性制备的HS-UiO-66-2材料的储氢性能最佳,在室温下相比HS-UiO-66-1的储氢量提高了11倍。HS-inorg-C-1在77 K、2.0 MPa 条件下经5次循环储氢测试,其储氢量下降10.96%,表现出良好的循环稳定性和可逆性。论文工作将为高效物理储氢材料的制备与应用提供新的思路。
-
 研究论文
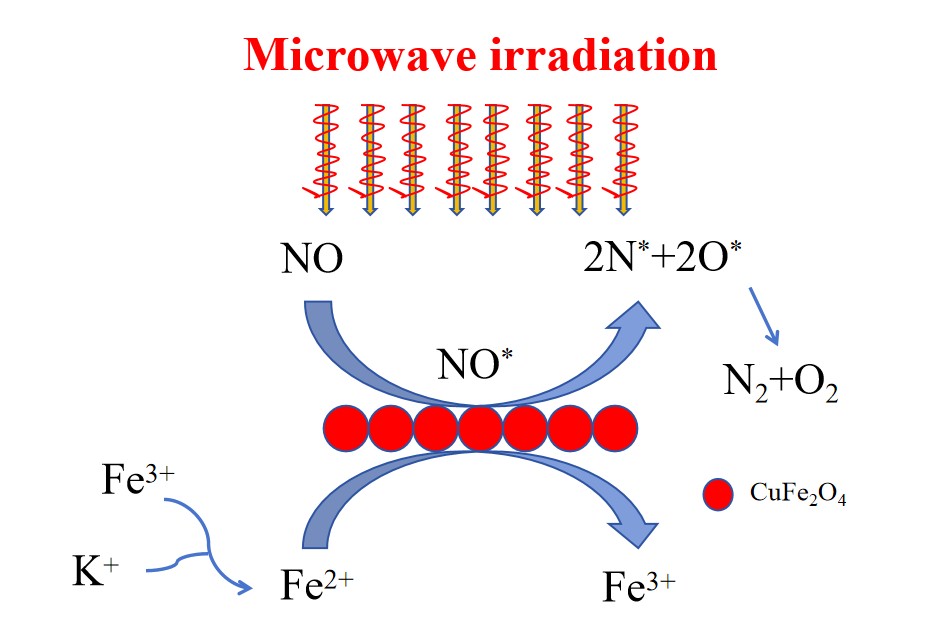
研究论文采用溶胶-凝胶法在自制的吸波发热陶瓷表面制备了纳米Cu1- x K x Fe2O4复合催化剂涂层,并在不同条件下(微波辐射功率0~50 W,反应温度250~600 ℃、氧气浓度0%~6%),研究了该催化剂直接催化分解NO气体的性能及影响其变化的规律;采用XRD、SEM、H2-TPR和O2-TPD等测试表征方法对该催化剂的相组成、微观结构及催化活性进行了分析与表征。研究结果表明:合Cu0.9K0.1Fe2O4催化活性最佳,当反应温度350 ℃,微波功率10 W,氧浓度4%条件下,NO转化率最高达到92.8%且具有良好的催化稳定性。掺杂一定量K+的Cu0.9K0.1Fe2O4催化剂能够促进氧空位的形成与增多,有利于催化反应的进行;在微波辐射的作用下,催化剂表面的氧空位与极性气体分子NO能够有效吸收微波能量,进而被活化,显著提升NO分解效率。
-
 研究论文
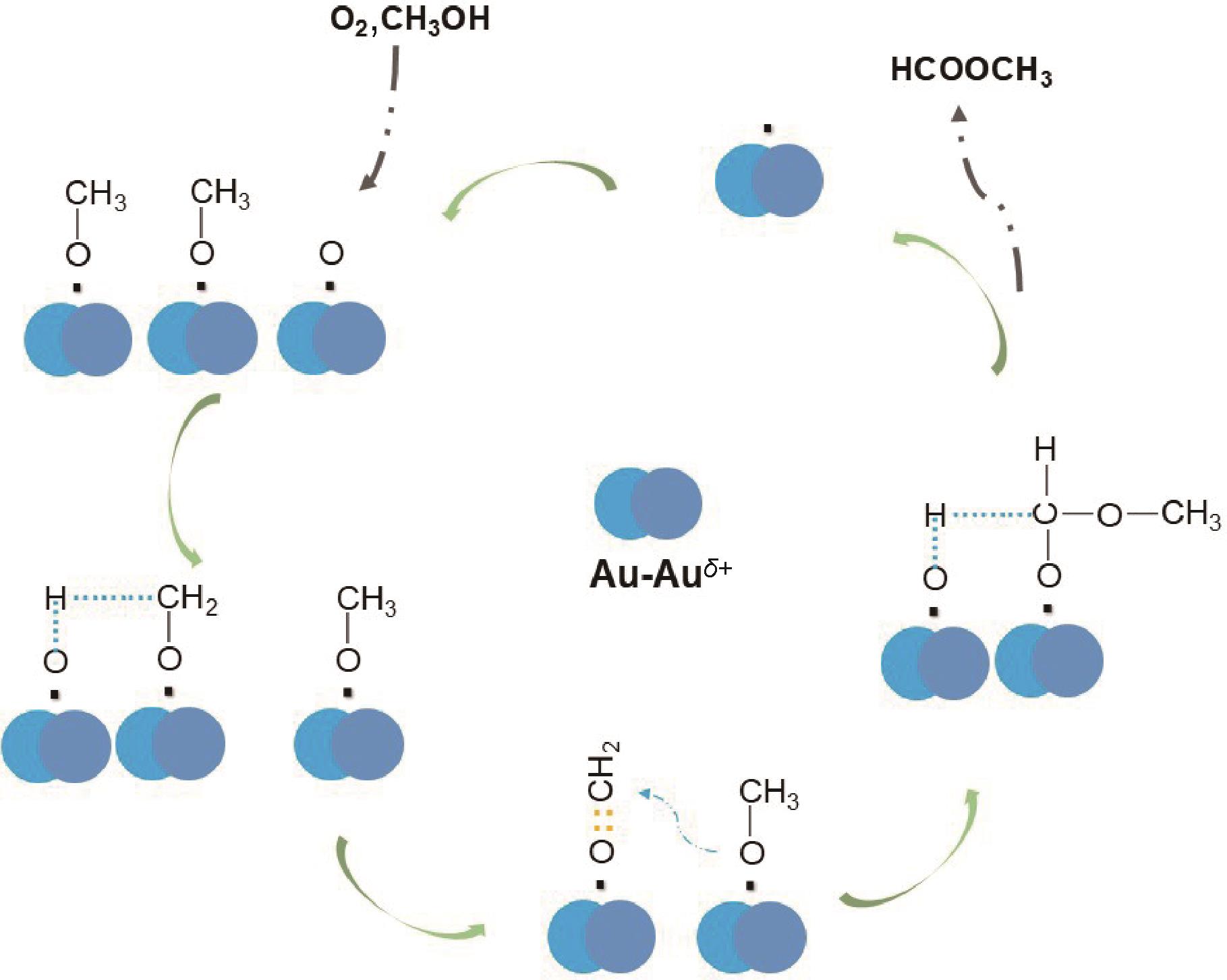
研究论文甲酸甲酯作为一种重要的化学中间体,催化甲醇合成甲酸甲酯的高效方法及其催化剂的开发,对C1化学具有重要意义。本工作设计合成了三种氧化硅载体负载纳米金的复合型催化剂,具体包括席夫碱修饰的介孔氧化硅/纳米金(Au-L@SiO2),微孔氧化硅分子筛/纳米金(Au@S1)和无定型氧化硅/纳米金(Au δ +@SiO2)。实验结果表明,Au-L@SiO2催化剂在80 ℃低温条件下实现了选择性为100%的甲醇转化制甲酸甲酯,选择性明显优于未修饰的介孔Au@SiO2催化剂,这表明配体修饰SiO2中纳米金的独特化学环境有助于提高其催化活性。与上述微孔Au@S1和介孔Au-L@SiO2载体型催化剂相比,无定型Au δ +@SiO2展现出了最高的催化活性,其中甲醇转化率为85%和甲酸甲酯选择性为100%。为了探究Au δ +@SiO2高催化活性的机制,采用X射线吸收精细结构(XAFS)光谱对其进行了局域结构表征。结果发现Au δ +@SiO2中有Au δ +离子存在,说明金离子是增强其催化活性的关键因素。总之,该研究表明有机配体修饰和金离子型纳米金催化剂的构筑在催化甲醇氧化反应中起到了关键作用,为绿色高活性纳米催化剂的开发提供了新策略,并对催化甲醇制甲酸甲酯的工业应用具有重要意义。
-
 研究论文
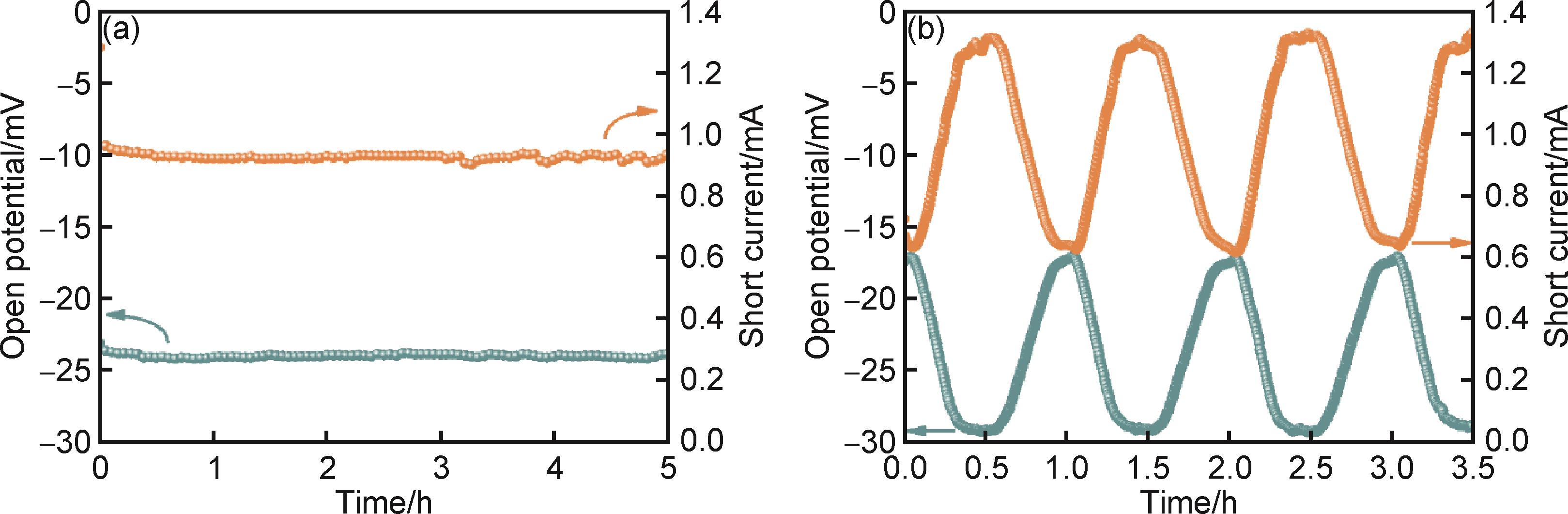
研究论文热电化学电池是一种新型的低品位热富集系统。目前,热电化学电池的研究所采用的电极材料以铂为主,但是铂高昂的成本大大限制了热电化学电池的开发与应用。因此,开发价格低廉、性能优异的替代电极材料十分必要。碳基材料具有成本低、比表面积高、导电性良好等特点,被认为是一种良好的替代电极材料。基于此,本工作以常见的包菜叶为生物质碳源,采用高温碳化结合KOH活化的方法,成功制备了一系列高缺陷的生物碳,并用作热电化学电池的电极材料;并在优化的实验条件下(焙烧温度为700 ℃,KOH浓度为6 mol/L),获得了性能最佳的生物碳KC-6。将KC-6用于热电化学电池的电极材料时,在17.5 K的温差下,电池的短路电流为1.13 mA,优于相同条件下使用Pt电极所得短路电流(1.06 mA)。当电极面积增大为2 cm×2 cm时,在17.5 K的温差下,短路电流高达1.47 mA,说明该生物碳在热电化学电池中具有极大的应用前景。