- Ei,ESCI收录期刊
- 中国科学引文数据库(CSCD)核心期刊
- 中文核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)


采用自蔓延高温合成/单向加压法(SHS/SAP)在机械轴压下制备ZrC陶瓷。研究压力大小对ZrC陶瓷显微结构与致密度的影响以及位移、负荷曲线的变化规律与SHS反应过程之间的关系。利用XRD与SEM研究产物的物相组成和显微结构,采用排液法测定产物的密度,通过万能试验机平台记录位移、负荷曲线。结果表明:产物基体主要由ZrC相组成。压力的增大加速了排气过程。产物内部的孔洞及ZrC晶粒的尺寸呈变小趋势,致密度呈增大的趋势,而压力为80 MPa后致密度增大趋势变化不大,由于在SHS反应结束后的最高温度时压力下降较剧烈,在压力为120 MPa时产物的致密度也仅为65.7%。位移、负荷曲线反映了SHS反应结束的时间点及之后产物所处的塑性时间段,这为引入自蔓延高温合成/准热等静压法进一步提高陶瓷致密度的工艺参数提供了依据。
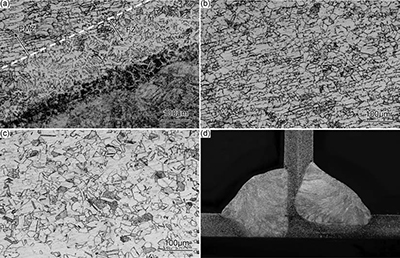
基于某汽车公司提出的曲面焊接设计需求,研究了变形对焊接组织的影响。选用熔化极气体保护焊在奥氏体不锈钢304L的T型接头和变形钢板上焊接,寻求合理的变形后焊接参数并观察变形对焊接组织的影响。得到合理焊接参数为焊枪速率4 mm/s,送丝速率2.5 m/min,电压17 V。在T型和变形后焊接中,焊趾分别处于应变为0%,30%的区域,观察到变形后焊接件中熔化区和部分熔化区范围减小,焊接接头碳化物沉积和晶间铁素体数量减小。304L变形后焊接获得了更为均匀的接头组织。
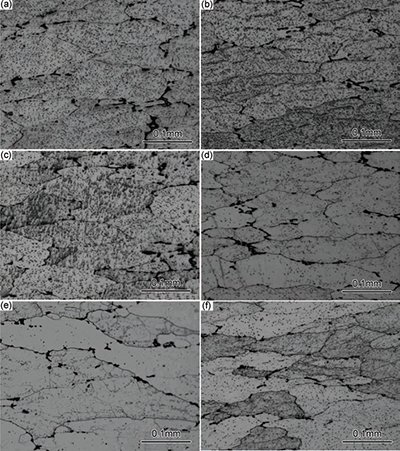
采用Gleeble-1500D热力模拟试验机研究新型Al-Zn-Mg-Cu高强铝合金在变形温度为300~450℃,应变速率为0.001~10 s-1条件下的热变形组织演化。利用光学显微镜(OM)和透射电子显微镜(TEM)观察合金不同热变形条件下的组织形貌特征。结果表明:随着变形温度的升高和应变速率的减小,位错密度减小,亚晶粒尺寸增大;合金热压缩变形过程中主要的软化机制为动态回复和动态再结晶。变形温度为300~400℃时,主要发生动态回复;变形温度为450℃,应变速率为0.001~10 s-1时,软化机制以动态再结晶为主,存在晶界弓出、亚晶长大、亚晶合并3种再结晶形核机制。
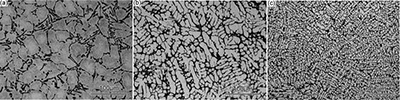
为弥补Al-10Sr中间合金对A356铝合金变质处理的不足,采用自制的Al-5Ti-1B-1RE中间合金与Al-10Sr中间合金对A356铝合金进行动态复合细化变质处理,研究变质处理后合金的显微组织,并与理论计算结果进行了比较。结果表明:采用JJ-1型精密增力电动搅拌器对熔体进行强力搅拌、振动,动态复合细化变质不仅能使共晶硅相由粗大的板片状转变为细密的颗粒状,并在α-Al边界均匀析出,而且使α-Al相明显细化,力学性能显著提高,与约翰逊-梅尔方程理论对组织晶粒尺寸控制研究结果相一致;同时A356铝合金熔体吸气倾向显著减轻,与热力学近似计算方程和斯托克斯定律对除气机制进行定量计算研究结果相一致。
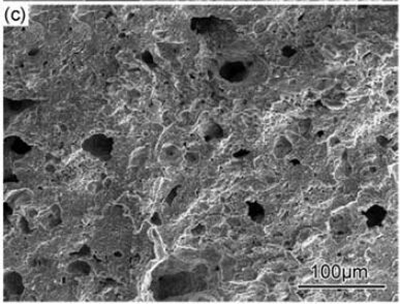
利用GH4169合金粉末进行激光快速成形实验,制备出GH4169合金块状试样,并进行固溶时效热处理。利用扫描电镜(SEM)及能谱分析(EDS)等方法分别对激光成形沉积态及固溶时效态试样进行显微组织及元素偏析分析,并测试显微硬度、室温及高温拉伸性能。结果表明:沉积态微观组织为生长方向不一的细长柱状树枝晶,组织细小致密;经过固溶时效热处理后晶粒得到细化,晶粒内部仍保留枝晶亚结构;固溶时效态试样较沉积态显微硬度及抗拉强度大幅提高,塑性有所下降,但整体优于锻件技术标准。断口形貌表现为韧性穿晶断裂方式。
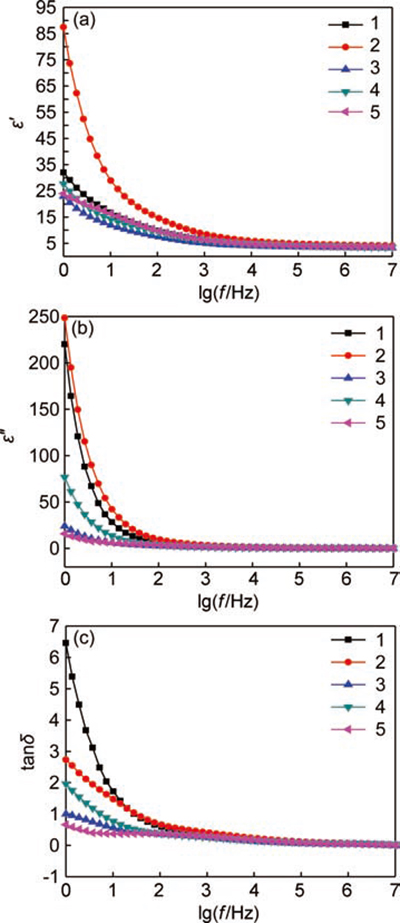
选用柔性涤纶针织物为基材,以铁氧体、碳化硅和石墨分别作为底层、中层和表层吸波剂,在基材上进行三层复合涂层整理,制备不同厚度的复合材料。探讨了底层、中层、表层厚度对介电常数实部、虚部和损耗角正切的影响。结果表明:该复合材料在低频段具备良好的介电性能,涂层厚度对介电常数实部、虚部和损耗角正切影响较大;底层铁氧体涂层厚度为0.5 mm,中层碳化硅涂层厚度为0.3 mm,表层石墨涂层厚度为0.3 mm时,铁氧体/碳化硅/石墨三层涂层复合材料的介电常数实部、虚部、损耗角正切最大。

以NH4HCO3为造孔剂,碳纳米管(CNTs)为纳米级纤维填料,采用简单的喷涂工艺制备出超双疏耐磨聚苯硫醚(PPS)基涂层。采用扫描电镜(SEM)、接触角测量仪分析涂层的表面形貌和疏水、疏油性能。采用定载砂纸打磨法测试双疏涂层的耐磨损性能。结果表明:造孔后的涂层表面粗糙,表面的多孔结构和CNTs构成了特殊的微纳二元复合网络结构。当NH4HCO3的含量为5%(质量分数)时,涂层实现超疏水和超疏油,对水、甘油和乙二醇的接触角分别为162°,158°和152°。用砂纸反复打磨10000次后,涂层表面轻微磨损,仍保持了高疏水效果,具有良好的耐磨性能。

为了探讨HR3C耐SO2腐蚀机制,应用XRD,SEM(EDS)和EMPA等分析方法对预涂覆碱金属硫酸盐的HR3C在不同温度与含量SO2气氛中腐蚀行为进行研究。结果表明:腐蚀动力学曲线呈现“抛物线”趋势;腐蚀产物主要由(Fe,Cr)氧化物、少量尖晶石结构的复杂氧化物以及(Fe,Ni)硫化物组成;SO2浓度的提高导致氧化膜明显增厚,劣化氧化膜与基体的结合;此外,腐蚀影响区的孔隙率增加,且在氧化物-腐蚀影响区界面处生成硫化物带。分析认为HR3C在SO2气氛中的腐蚀是由合金元素的氧化与硫化所致;而且,金属氧化物的硫酸盐化与三元共晶复合盐的形成以及合金元素Fe在熔盐中的溶解也对HR3C合金腐蚀产生作用。

采用双脉冲复合电镀技术,在瓦特型镀液中,制备含微-纳米TiC颗粒的Ni基复合镀层。研究镀液中纳米TiC添加量对复合镀层微观形貌、组织结构、硬度、摩擦和抗氧化性能的影响。结果表明:镀液中添加纳米TiC后,Ni-TiC复合镀层表面出现团聚、致密度降低,复合镀层的组织为Ni和TiC;随镀液中纳米TiC添加量的增加,复合镀层的显微硬度呈先增后降的趋势,而摩擦因数则先降后升;当纳米TiC颗粒添加量为6.0g/L时,复合镀层显微硬度最大,为445HV,摩擦因数较小,为0.22,磨损机制以磨料磨损为主;在900℃,100h氧化条件下抗氧化性能最佳,氧化增重为6.828mg/cm2,为微米复合镀层的0.5倍。

以十水硫酸钠为相变材料,采用真空吸附法制备十水合硫酸钠/膨胀石墨复合相变储能材料(Na2SO4·10H2O/EG),对其融化-凝固、相分离、过冷、潜热等热物性进行测试分析。结果表明:在Na2SO4·10H2O中添加2%(质量分数,下同)硼砂和8% EG后,可得到理想的Na2SO4·10H2O/EG固-固复合相变材料。此时,Na2SO4·10H2O相分离得到消除,过冷度由13.6℃降低到0.6℃以下,相变潜热和体储能密度分别为225.77kJ·kg-1和218.09MJ·m-3。此外,导热率也得到提高,相比于只添加成核剂硼砂的Na2SO4·10H2O PCM,储热时间缩短52.6%,放热时间缩短55.1%,经过500次急剧升温-降温循环后也未出现性能衰减,储/放热性能较好。
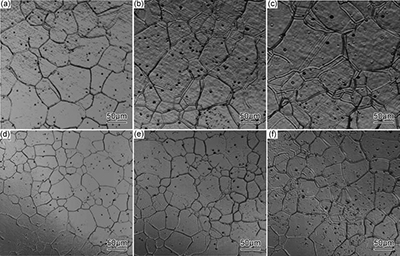
利用CO2激光对1Cr5Mo耐热钢焊接接头进行表面热处理,通过4XC型光学显微镜对激光热处理前后焊接接头各区显微组织和晶粒度等级进行分析,并采用X射线应力仪测定激光热处理前后焊接接头残余应力和残余奥氏体的分布规律。结果表明:经激光热处理后1Cr5Mo耐热钢焊接接头表面晶粒发生细化,焊缝区、熔合区、过热区和正火区晶粒等级由9级、9.8级、8级和10.7级提升至10级、10.2级、8.5级和11级,组织结构薄弱区域由过热区、焊缝区和熔合区减少为过热区,均匀性得到了明显改善;激光热处理消除了焊接接头表面残余拉应力,形成了深度约为0.28mm的残余压应力层,残余奥氏体含量有所提高,分布更均匀,有利于改善其力学性能。
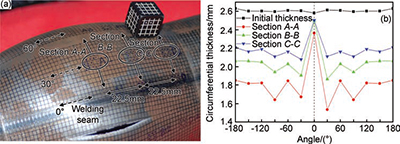
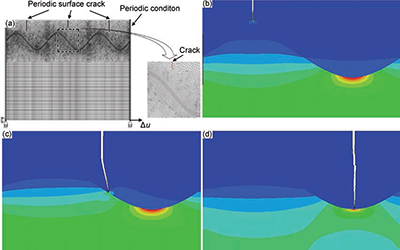
为了研究焊管液压胀形过程的变形行为,在管材胀形性能测试系统上进行了不同长径比条件下低碳钢(STKM11A)薄壁焊管的胀形实验,获得了焊管的壁厚分布规律、胀形区轮廓形状、极限膨胀率和应变分布规律。结果表明:管材焊缝区的减薄率仅为2.4%~5.5%,等效应变仅为0.05~0.10,变形程度相对母材区较小,主要发生几何位置移动。环向壁厚的最薄点位于以焊缝为中心的对称两侧±30°位置处。随着胀形区长度增大,管材破裂压力、减薄量、极限膨胀率均发生减小,胀形区轮廓逐渐偏离椭圆形,当长径比达到2.0时,已不再适合用椭圆函数描述。此外,胀形区长度增大过程中,管材从双拉向平面应变状态发生转变,在此基础上建立了焊管的成形极限图。
借助于高温共聚焦显微镜(CLSM)、透射电镜(TEM)研究含Ti钢和无Ti钢的奥氏体晶粒长大行为。试样在1123~1473K之间保温60min时测量一系列温度下不同保温时间的奥氏体晶粒尺寸。结果表明:两种钢奥氏体晶粒尺寸随着温度的上升而增大;另外,两种钢奥氏体晶粒尺寸随时间的延长而长大,并符合抛物线方程。并且,观察到了第二相粒子,用第二相粒子的熟化公式和体积公式分别计算两种钢的含Ti粒子尺寸与体积分数。同时,采用修正的Gladman公式预测两种钢的奥氏体晶粒长大,实验结果和预测结果吻合较好。
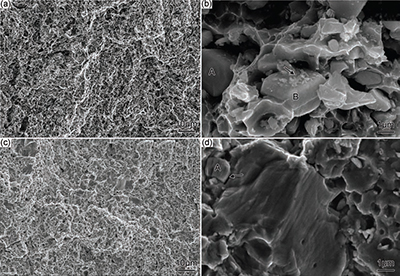
通过粉末冶金热压烧结法制备高压电触头Cu/WCp颗粒增强复合材料,研究WCp颗粒含量(15%和3%,体积分数,下同)对Cu/WCp复合材料的疲劳裂纹扩展行为的影响,并结合SEM进行断口分析;利用原位SEM疲劳裂纹观测系统原位观察微裂纹萌生,分析颗粒对裂纹扩展路径的影响机制。结果表明:在相同应力强度因子幅(ΔK)下WCp含量为15%的Cu/WCp的疲劳裂纹扩展速率大于WCp含量为3%的复合材料;颗粒含量的增加并没有提高复合材料的裂纹扩展门槛值ΔKth,这主要是因为颗粒和基体的界面属于弱界面;在疲劳过程中颗粒脱粘形成裂纹源,不同脱粘微裂纹连接长大形成主裂纹是Cu/WCp颗粒增强复合材料的疲劳损伤形式;当主裂纹尖端和颗粒WCp相互作用时裂纹基本沿着颗粒界面往前扩展;复合材料的断裂模式从WCp低含量3%时的颗粒脱粘-裂纹在基体里穿晶断裂,过渡为WCp高含量15%时颗粒脱粘-基体被撕裂为主。
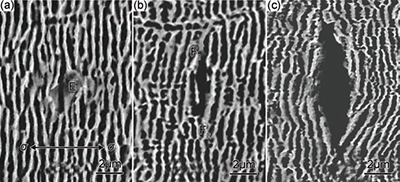
通过蠕变性能测试和组织形貌观察,研究了一种Re含量为4.5% Re(质量分数,下同)的镍基单晶合金的高温蠕变行为、变形和损伤机制。结果表明,4.5% Re合金在980℃/300MPa的蠕变寿命为169h。蠕变初期,合金中立方γ'相转变为垂直于应力轴的N型筏状结构。稳态蠕变期间,合金的变形机制为位错在基体中滑移和攀移越过筏状γ'相。蠕变后期,合金的变形机制为位错在基体中滑移和剪切进入筏状γ'相。由于γ基体通道较窄,位错在基体通道中滑移所需的阻力较大。剪切进入γ'相的 < 110>超位错可由{111}面交滑移至{100}面,形成K-W锁,从而抑制位错的滑移和交滑移,这是合金具有较好蠕变抗力的主要原因。主/次滑移位错的交替开动,可致使筏状γ'相扭曲,并促使裂纹在筏状γ/γ'两相界面萌生;裂纹沿垂直于应力轴方向扩展,直至断裂,这是合金的蠕变断裂机制。
热喷涂再制造过程中,由于材料原因,涂层与基体之间往往存在一个异质界面问题。异质界面的形成与存在对再制造涂层服役性能有非常重要的影响。本文综述了热喷涂涂层与基体结合界面的研究发展现状,主要是结合界面形成机理和结合界面对涂层性能影响的研究发展现状。分析了热喷涂涂层与基体结合界面研究目前还存在的问题,并针对这些问题提出采用新技术与新手段深入研究涂层与基体结合界面的生长形成过程,揭示结合界面形成机理,并利用新表征方法实现涂层与基体结合界面形貌结构定量化表征,构建结合界面与涂层各项性能之间量化关系等的发展建议,进而为实现涂层性能的设计控制及寿命预测奠定基础。
{332} < 113>变形孪晶是亚稳β型钛合金变形过程中的一种独特变形机制。该类型孪晶具有特殊性质并且对亚稳β型钛合金力学性能具有显著影响。本文总结了{332} < 113>变形孪晶的研究状况和特性,重点介绍了{332} < 113>变形孪晶形成的几种代表性模型。通过分别对这些模型的假设条件以及需要进一步解释和验证的科学问题进行分析,旨在为理解和揭示{332} < 113>变形孪晶的变形机制提供有用的参考信息。
本文简要介绍非晶合金的结构和性能,以及传统制备块体非晶合金方法的局限性。结合激光熔覆技术的特性,重点综述在金属材料基体表面上利用激光熔覆技术制备Fe基、Zr基、Ni基、Cu基和其他非晶涂层的研究现状,以及激光制备工艺参数、微合金化元素种类和含量、增强相等因素对激光熔覆非晶涂层的影响。最后,指出利用激光熔覆技术制备非晶涂层的成分设计和控制、激光熔覆工艺的设计和优化、激光熔覆非晶涂层的基础理论研究等方面存在的主要问题和今后的发展方向。

