- Ei,ESCI收录期刊
- 中国科学引文数据库(CSCD)核心期刊
- 中文核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)


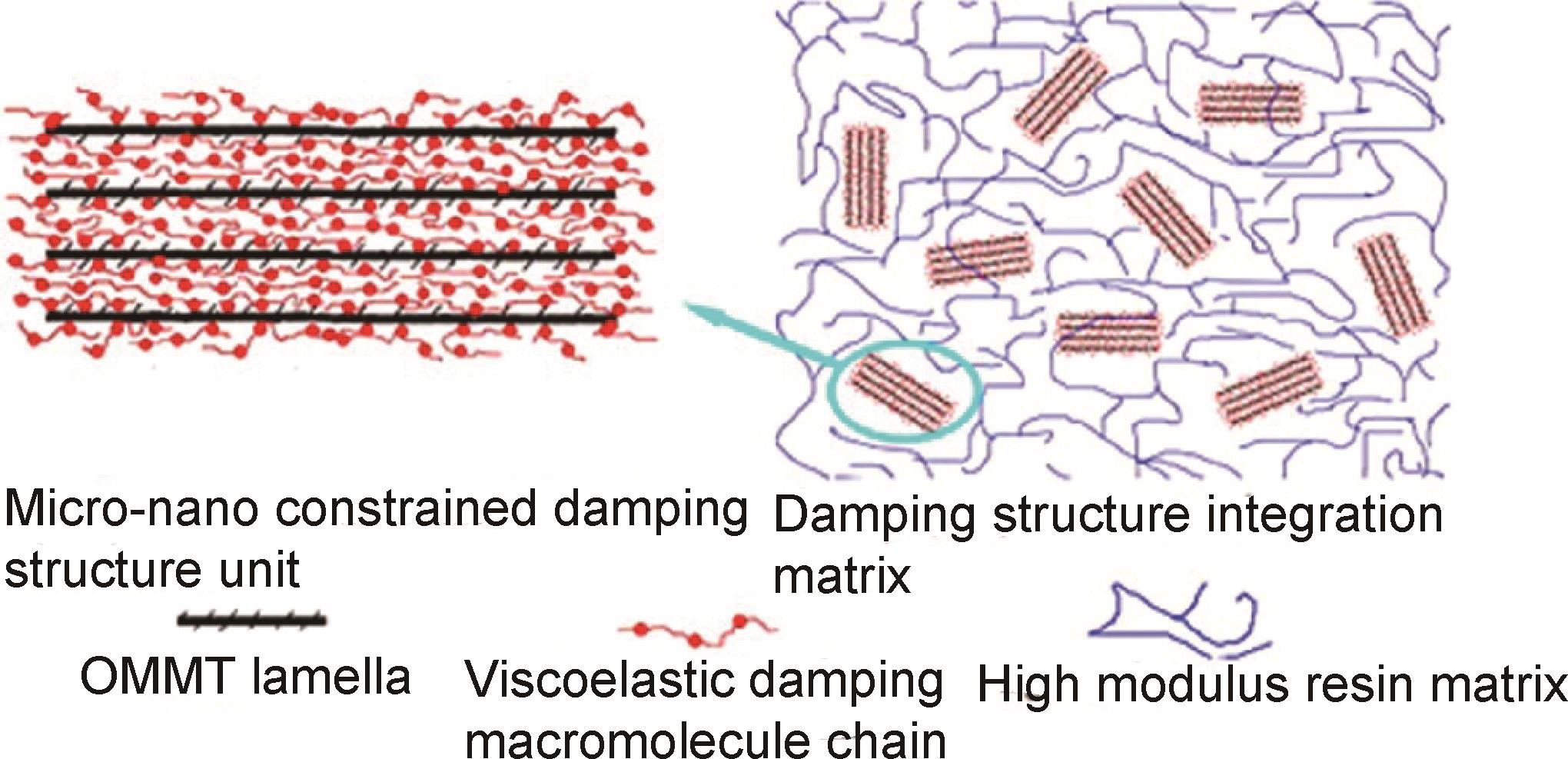
纤维增强聚合物复合材料在航空航天、汽车舰船、轨道交通等领域广泛应用。随着航空航天领域轻量化和高速化的进展以及精密仪器设备自动化技术的不断发展,振动问题日益凸显,需要开发兼具高力学性能和高振动阻尼性能的新型结构-阻尼复合材料。本文以近十年纤维增强聚合物阻尼复合材料研究为基础,阐述了材料的阻尼机理,综述了聚合物基体、增强纤维、界面等因素对纤维增强聚合物复合材料阻尼性能的影响,为进一步开发具有所需阻尼性能的纤维增强聚合物复合材料提供了参考。最后讨论了纤维增强聚合物阻尼复合材料目前存在的问题及值得关注的发展方向,如新材料新方法新机制的开发、复合材料阻尼性能与力学/工艺性能的协同优化、组分-材料-结构的阻尼性能对应关系等。
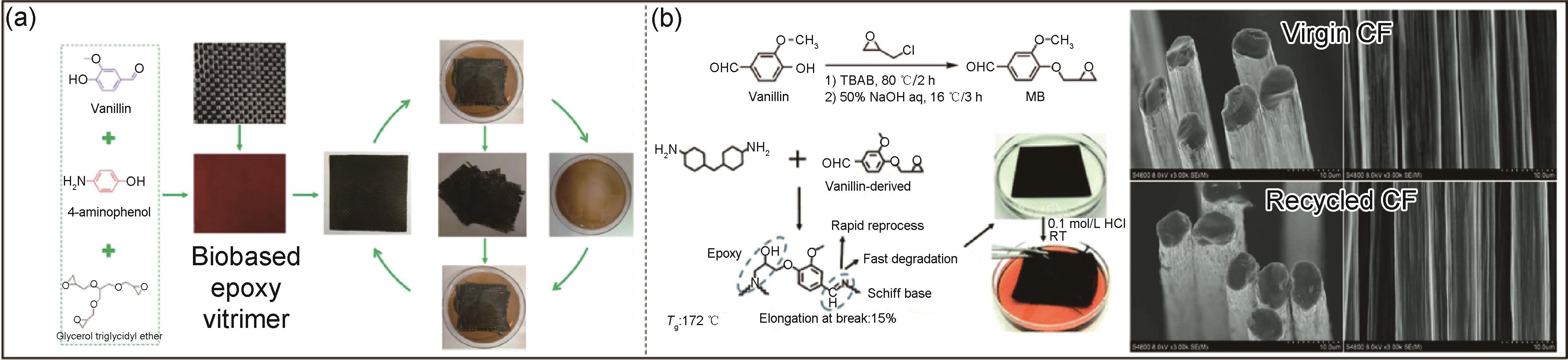
热固性树脂广泛用于碳纤维增强树脂基复合材料(carbon fiber-reinforced polymers,CFRPs)的构建,其固化后具有不溶、不熔的特点,导致热固性树脂和碳纤维难以实现回收和再利用。类玻璃高分子材料(vitrimer)兼具热固性树脂与热塑性树脂的优点,可实现高性能CFRPs制备和CFs无损回收。此外,利用资源丰富、廉价易得的木质素及香草醛等生物基原料构建vitrimer及其CFRPs,符合绿色可持续发展理念。本文总结了木质素和香草醛构建生物基vitrimer的方法、性能及其应用;综述了香草醛基vitrimer在可回收CFRPs领域的应用;对木质素/香草醛基vitrimer及其CFRPs的发展方向进行了展望,以期为高性能木质素及其衍生物基vitrimer和CFRPs构建提供借鉴。
纤维增强热固性树脂基复合材料具有高比强度、高比模量、耐热性好等优点,在航空航天等重要领域应用广泛。然而,其存在成型后无法重复加工以及材料回收处理困难的问题。通过将动态共价键引入交联树脂体系,可以制备得到动态共价热固性树脂,这类树脂具有可回收、可重塑等类似热塑性聚合物的动态性能,为解决上述问题提供了一种有效途径。本文介绍了动态共价热固性树脂的发展历程、基本特征及网络调控策略,简述了以其为基体的纤维增强复合材料基本特点,随后以动态共价键类型进行分类标准,综述了酯交换型、双硫交换型、亚胺交换型及其他键交换型热固性树脂及其纤维增强复合材料的研究进展,并概述了这类复合材料的发展趋势及商业化应用。最后总结了上述树脂及复合材料的未来发展方向并提出设计建议,为该材料的设计开发及商业化应用提供思路。
以国产高强中模CCF800H碳纤维为基础增强材料,以CCM40J及CCM55J高模量碳纤维为混杂增强体、AC631高温双马来酰亚胺树脂为基体,制备不同纤维比例的面内混杂预浸料。结合热压罐成型工艺,制备并表征五组不同碳纤维混杂比例的复合材料的力学性能。根据测试结果,分析了不同混杂复合材料体系的力学性能变化,得到CCF800H/CCM40J(5∶5),CCF800H/CCM40J(4∶6),CCF800H/CCM55J(5∶5)三组典型混杂配比的复合材料体系,均表现出较好的力学性能。这可为飞机复合材料结构件的研制提供参考的基础材料性能数据。
开发了一种芳纶纤维增强热塑性树脂复合材料接头,用于海洋管道非开挖穿插修复内衬管的连接。静液压爆破测试结果表明内压作用下的失效模式是管体本身纤维发生断裂,接头处保持完好;拉伸测试结果表明接头拉伸强度高于内衬管本体强度,满足穿插施工要求。分别建立复合材料接头的内压、拉伸和折叠展开分析模型,通过有限元分析预测了内衬管及接头的极限强度、应力应变分布和变化趋势。有限元结果显示内压作用下主要承载结构为环向纤维,最大应变发生在接头与内衬管本体交接的位置。拉伸作用下主要承载结构为轴向纤维,外层热塑性聚氨酯边缘位置由于应力集中导致应变较大,但仍在材料极限弹性应变范围内。折叠展开大变形过程中,最大应变发生在折叠阶段,接头应变与内衬管本体应变相近。研发的管体中间接头制造方便,尺寸与内衬管匹配性好,可以进行连续盘卷、折叠,满足海底管道一次性长距离修复的要求。
黑磷(BP)纳米片具有特殊的褶皱状结构从而使其具有可调的直接带隙、传输各向异性、光致发光等特性,这些独特的性质使其被广泛应用于构建金属离子传感器并在环境监测等研究领域展现了巨大的应用潜力。本文综合介绍了BP纳米片制备方法及其构建的不同类型传感器在重金属离子检测中的应用。首先,基于“自上而下”法和“自下而上”法分别介绍了不同类型的BP纳米片制备方法,并对不同制备方法的优缺点进行了归纳和总结。然后,详细阐述了BP纳米片构建的场效应晶体管(FET)传感器、电化学传感器和光化学传感器在检测重金属离子中的研究进展,对不同类型传感器的独特优势进行了分析,其中FET传感器具有优异的检出限,电化学传感器具有响应时间短、操作简单等优势,而光化学传感器则表现出更宽的检测范围。进一步,总结并指出目前BP纳米片构建的重金属离子传感器能够检测的重金属离子的种类比较有限,稳定性和选择性也有待进一步提升。最后,针对BP纳米片在构建不同类型重金属离子传感器中面临的挑战,指出BP基传感器应朝着开发低成本、高质量BP纳米片的制备方法以及BP纳米片的结构优化和功能化修饰等方面的研究方向发展。在拓展重金属离子检测应用方面,结合新技术有望使其在实际应用中有新的突破。
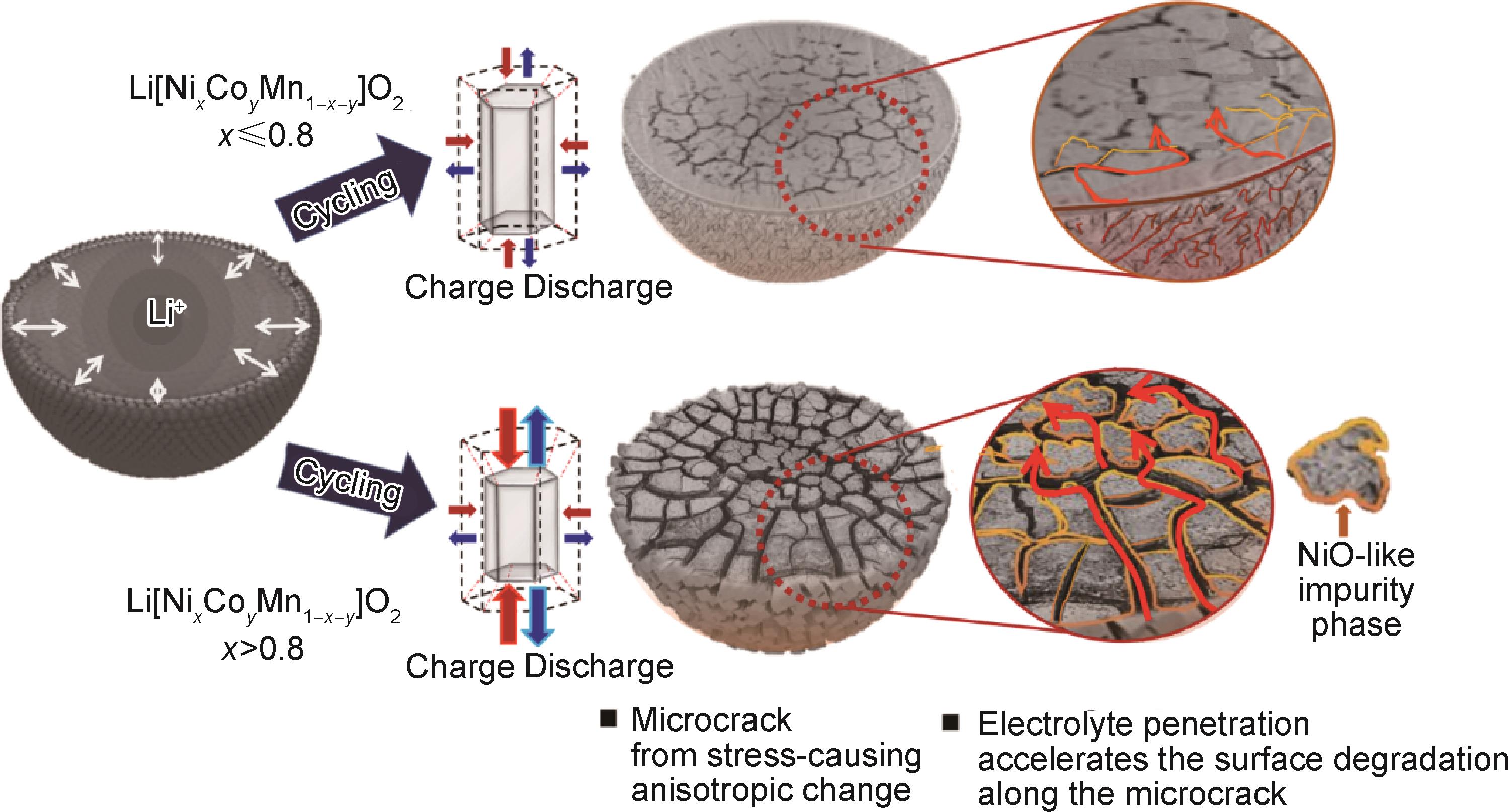
高镍层状正极材料LiNi xM 1- x O2(x≥0.8,M=Co,Mn,Al等)由于高比容量、高工作电压和低成本,近年来成为混合动力电动汽车和电动汽车(EV)高能量密度锂离子电池最有前景的正极材料。电动汽车技术的进步要求锂离子电池具有约350 Wh·kg-1的高能量密度、500 km的续航里程以用于商业应用。然而,高镍层状正极材料的容量快速衰减和结构不稳定性阻碍了其市场化应用。本文总结了高镍层状正极材料性能衰减的根本性问题,通过元素掺杂、元素比例、表层重构、颗粒排布、颗粒间填充、颗粒尺寸和单晶化等方面对改善高镍层状正极材料循环稳定性的最新进展进行了归纳,并指出未来可以尝试元素和结构协同构筑高结构强度高镍正极材料,以从根本上解决其深度脱锂下的结构和热稳定性难题,为高镍层状正极材料提供改性新工艺和新方法。
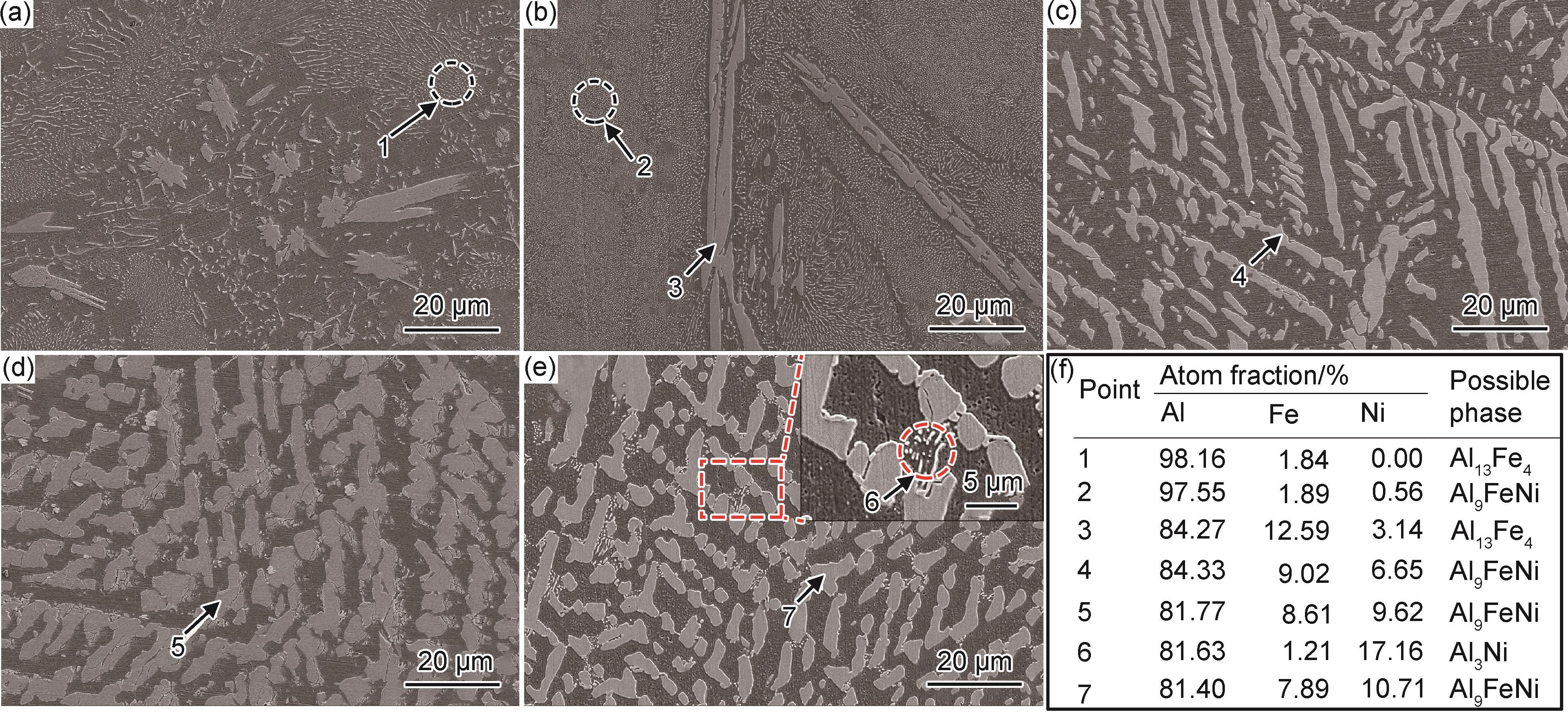
通过传统铸造法制备Al-5%Fe-xNi (x=0%,1.5%,5%,7.5%,10%,质量分数,下同)合金,观察Ni加入后合金中初生相的形态和尺寸变化,分析合金凝固过程的转变情况以及Ni加入对初生相和共晶组织的影响,探讨Ni含量对合金组织及热学性能的影响。结果表明:随着Ni含量的增加,合金中的初生相由不规则块状转变为针状。当Ni含量超过5%时,共晶组织减少,初生相转变为规则排列的Al9FeNi相。Ni的加入显著改变合金的凝固过程,使得初生相析出反应由L→Al13Fe4转变为L→Al9FeNi或L+Al13Fe4→Al9FeNi,共晶析出反应由L→α-Al+Al13Fe4逐渐转变为L+Al13Fe4→α-Al+Al9FeNi和L→Al3Ni+α-Al+Al9FeNi。随着Ni含量的增加,析出相体积分数增大,合金的热导率和热膨胀系数随之降低,热膨胀系数从Al-5%Fe的19.9×10-6 K-1(@25~200 ℃)降至Al-5%Fe-10%Ni的17.6×10-6 K-1 (@25~200 ℃)。采用通用有效介质理论(GEMT)模型和修正的Turner模型分别对合金的热导率和热膨胀系数进行预测,发现模拟值与实验值吻合较好。

采用原位EBSD分析方法,系统研究铁素体不锈钢淬火配分(quenching and partitioning,Q&P)工艺后残余奥氏体特征对其相变行为的影响。结果表明:变形过程中残余奥氏体的相变行为与其晶粒尺寸、分布和形貌有关,其影响程度按降序排列。与马氏体间奥氏体和马氏体与铁素体间奥氏体相比,三叉晶界处的奥氏体和孪晶奥氏体在变形早期更容易发生马氏体相变,这与变形过程中不同分布残余奥氏体所受不同的应变或应力密切相关。与大尺寸奥氏体相比,小尺寸奥氏体在变形后期开始转变,有助于延长均匀伸长率。这可能是由于小尺寸奥氏体具有较高的界面能和平均C含量,并且由于细晶强化效应需要较大的宏观应力/应变来诱导马氏体相变。拉长/等轴残余奥氏体在变形早期容易转变,而薄膜状残余奥氏体的转变主要集中在变形后期,有助于进一步提高塑性。不同的转变行为是由于C和N含量的差异以及层错、位错和滑移等缺陷的存在。
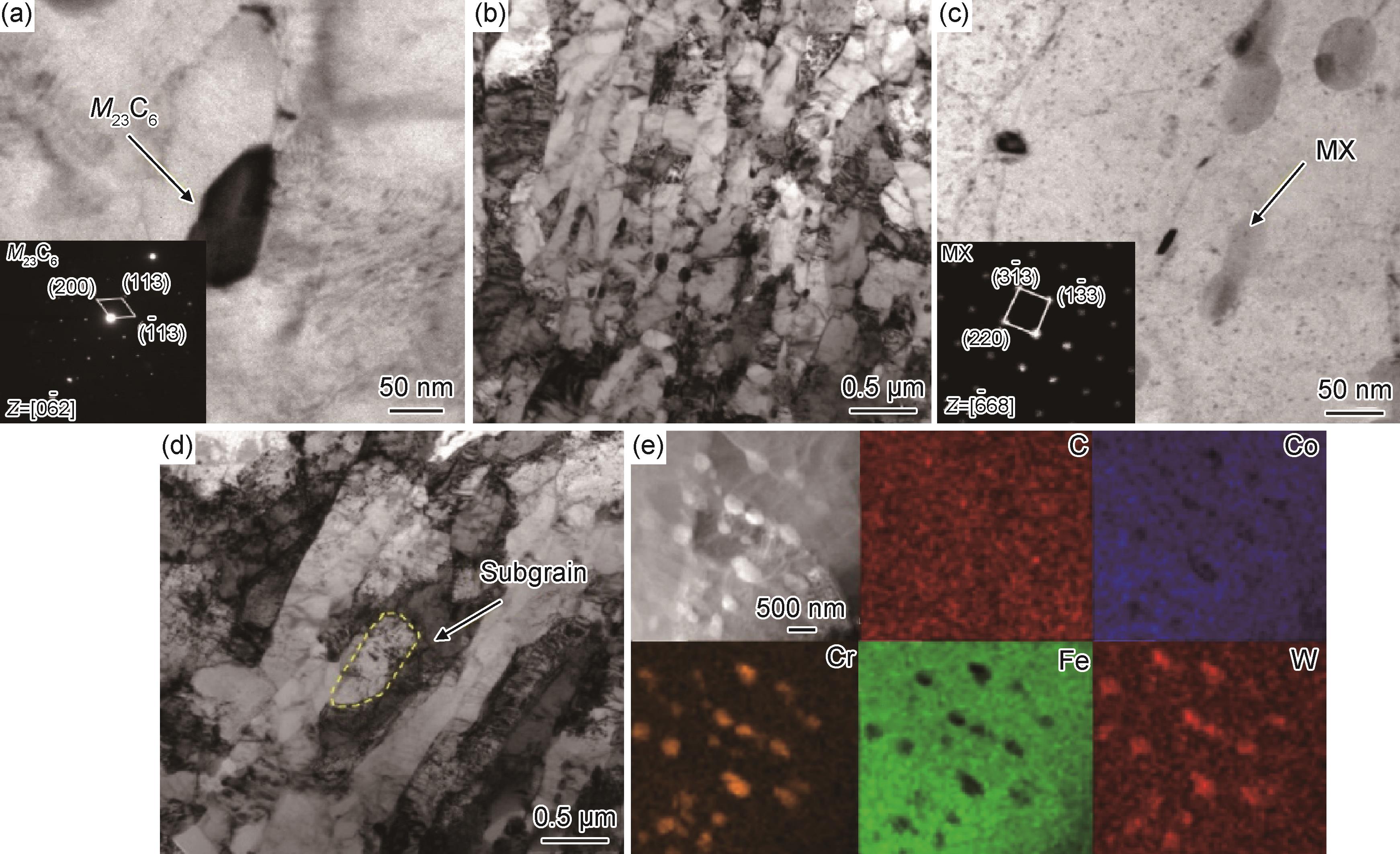
采用EBSD(electron backscatter diffraction),HRTEM( high resolution transmission electron microscopy)等表征手段,研究峰值温度及焊接热输入对G115钢焊接模拟热影响区界面微观组织演变的影响。结果表明:细晶焊接热影响区组织中M 23C6碳化物尺寸相比粗晶及临界焊接热影响区组织更为细小,仅为100 nm左右,析出强化作用明显。峰值温度提高使得小角度晶界数量有所提升,从而增加晶界强化效果。粗晶区组织几何位错密度最高为3.19×1014 m-2;临界焊接热影响区位错的回复、细小MX析出相的钉扎与亚晶的出现保证了材料的强度。对于细晶焊接热影响区组织,焊接热输入的提升使得位错发生湮灭,亚晶的形成受到抑制,从而促进马氏体板条亚结构转变为马氏体块状亚结构,屈服强度由1115 MPa下降到947 MPa。当焊接热输入为14.4 kJ/cm时,细晶焊接热影响区组织兼具良好的强度和韧性。
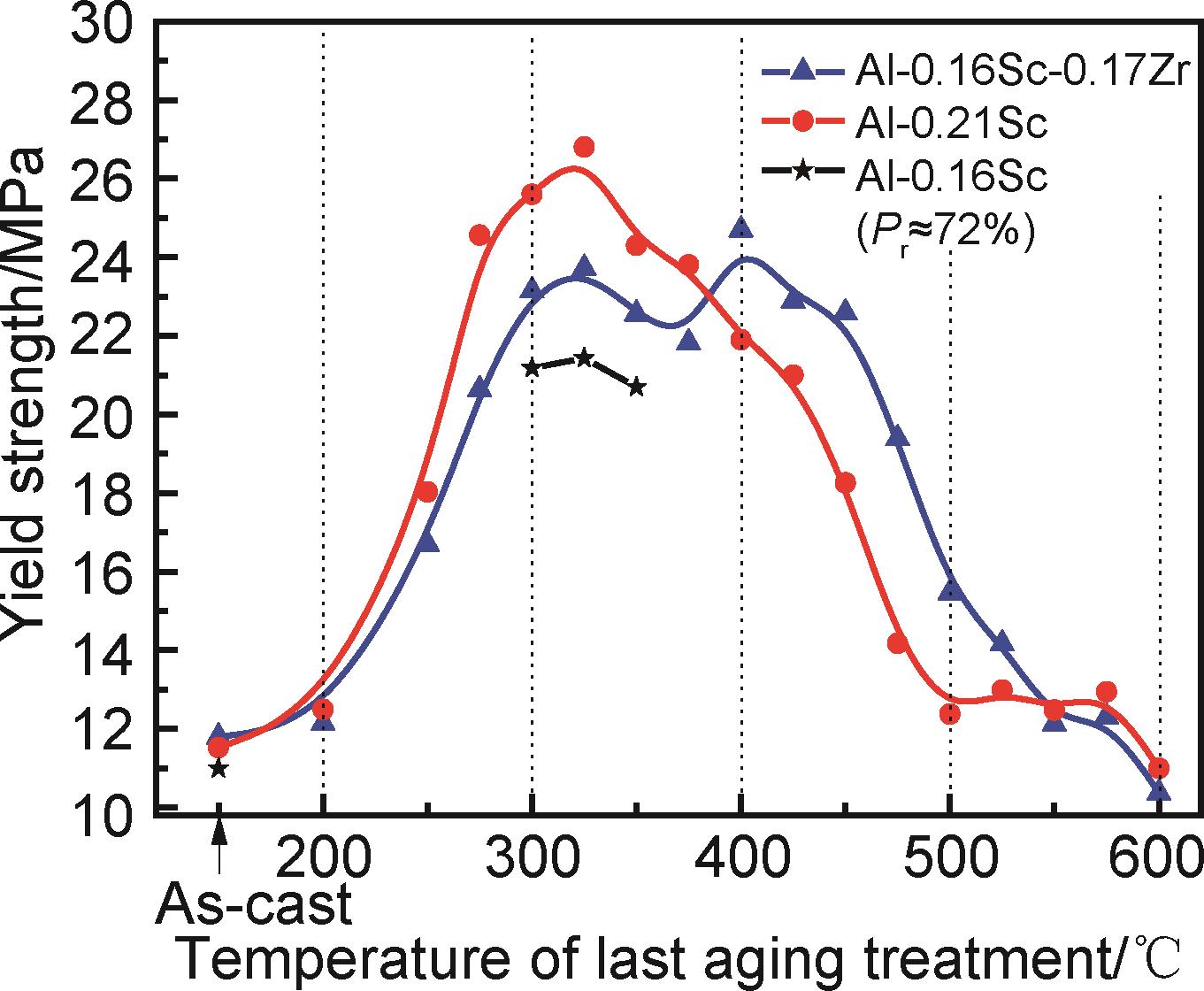
采用Ca和TiH2分别作为增黏剂和发泡剂,通过熔体发泡法成功制备了孔隙率(72±0.5)%的闭孔泡沫Al-0.16Sc,Al-0.21Sc和Al-0.16Sc-0.17Zr合金。研究了经等时时效处理后的泡沫合金微观组织和抗压强度。结果表明,在200~600 ℃之间的等时时效过程中,由于Al3Sc/Al3(Sc1- x Ti x )的沉淀强化,泡沫Al-0.16Sc和Al-0.21Sc合金在325 ℃下达到峰值屈服强度(分别为21.4 MPa和26.8 MPa)。与泡沫Al-Sc不同,泡沫Al-0.16Sc-0.17Zr合金在325 ℃和400 ℃下的屈服强度分别达到23.7 MPa和24.7 MPa,相比铸态合金屈服强度分别提升100.8%和109%。添加Zr可以显著提高泡沫Al-Sc合金的强度,还可有效抑制Al3Sc/Al3(Sc1- x Ti x )相粗化。

采用固体粒子和不含固体粒子在不同含氧量下的液体冲压发动机对C/C-SiC复合材料燃烧室内层进行测试,研究两种实验条件下烧蚀严重区域和一般区域的烧蚀量、烧蚀行为及材料烧蚀后的力学性能。结果表明:在含固体粒子条件下,烧蚀严重区域烧蚀量较大,而一般区域也有一定的烧蚀量,均比不含固体粒子条件下相应区域烧蚀量大;C/C-SiC复合材料表面涂层先发生氧化反应,生成的SiO2玻璃态膜覆盖在涂层表面,阻挡了氧气的进入,有效地保护了基体材料。随着温度不断上升,材料发生主动氧化,气流的剥蚀和冲刷会加速该过程,使得SiO2难以附着在产品内表面上,SiC基体和碳纤维失去保护而被损耗。纤维变细,强度逐渐降低,纤维的增韧效果大幅减小,两种实验条件下C/C-SiC复合材料的弯曲强度和剪切强度均发生了下降,在颗粒冲刷下,材料的力学性能损失更加严重。
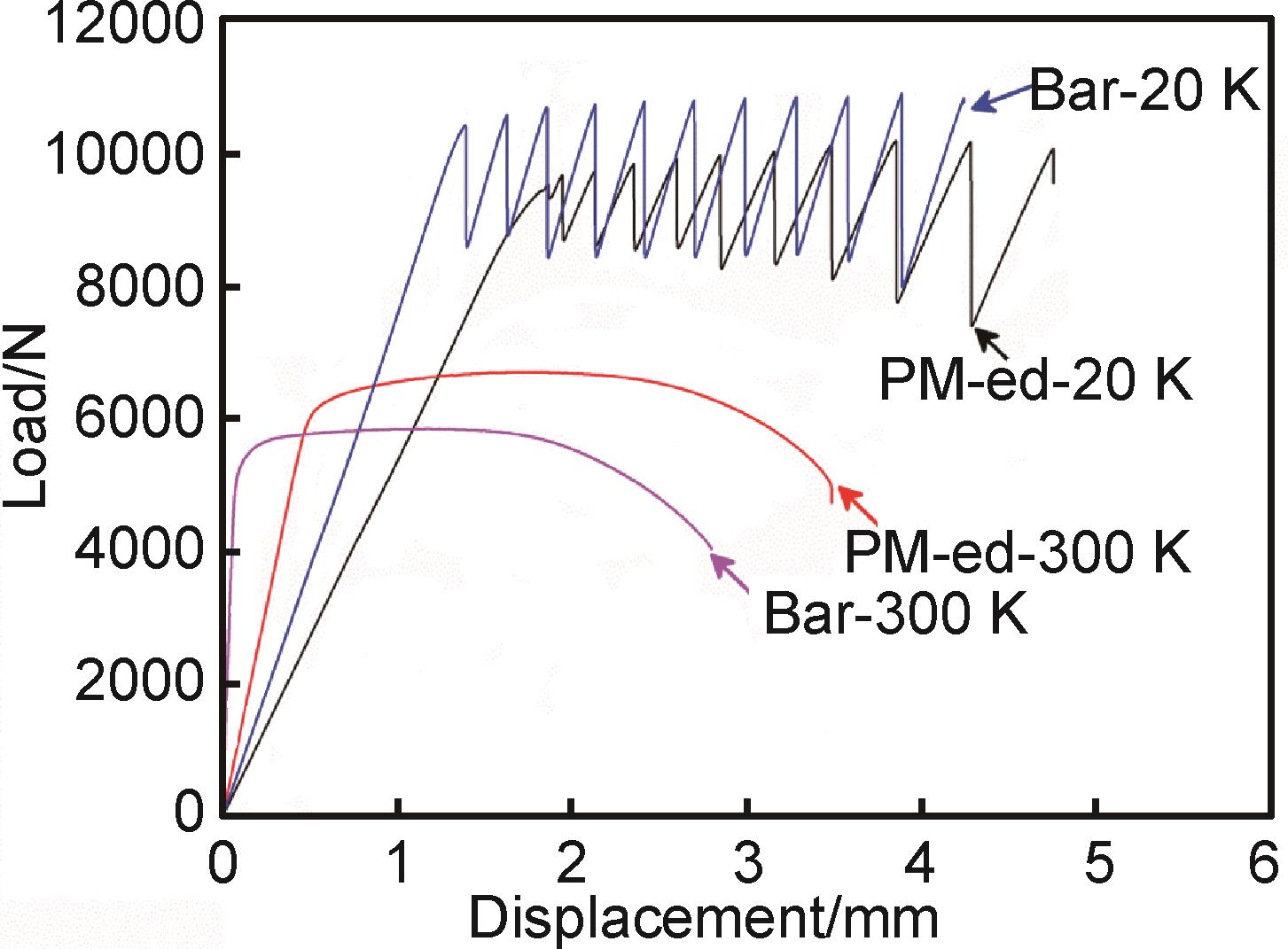
针对大推力运载火箭对高性能低温钛合金材料的需求,设计了一种新型1500 MPa级Ti-Al-V-Zr-Mo-Nb低温钛合金(CT1400),制备棒材及粉末冶金材料,并对其显微组织、拉伸性能和低温拉伸变形机理进行观察与分析。结果表明:CT1400低温钛合金主要由α相和少量β相组成,是一种典型的近α型低温钛合金。其棒材形成明显的等轴细晶组织,粉末冶金材料则是以片层组织为主的“网状”结构组织特征。两种方法制备的CT1400钛合金均具有优异的室温及低温拉伸性能,位错强化与晶界强化共同作用可稳定实现低温强度1500 MPa级别。此外,合金20 K低温条件下的孪生变形可通过协调晶体学取向特征、促进应变硬化等措施进一步提高CT1400钛合金的低温塑性,使其具备优异的低温强塑性。

采用脉冲钨极惰性气体保护焊(TIG)增材制造技术对TB6钛合金进行缺陷修复,研究工艺参数(脉冲电流和脉冲时间)和热处理对修复后TB6钛合金微观组织和力学性能的影响,以确定最佳的热处理工艺参数。结果表明:在脉冲电流为50 A,脉冲时间为40 ms时,修复状态下TB6钛合金的力学性能相对较好,抗拉强度为1113 MPa,伸长率为5.26%。对样品依次进行固溶和时效热处理,在不同温度(740,760,780 ℃)下固溶2 h后,初生α相逐渐溶解,而β相生长并均匀分布在基体中。水淬后,β相的生长受到抑制,β晶粒内析出针状的斜方马氏体α''相,导致抗拉强度下降,伸长率显著提高。在不同时效温度(500,520,540 ℃)下保温8 h,α''相不断生长,逐渐转变为等轴晶粒,力学性能显著提高。在780 ℃/2 h WC+520 ℃/8 h AC条件下获得最佳的组织和力学性能,抗拉强度为1119 MPa,伸长率为7.36%。
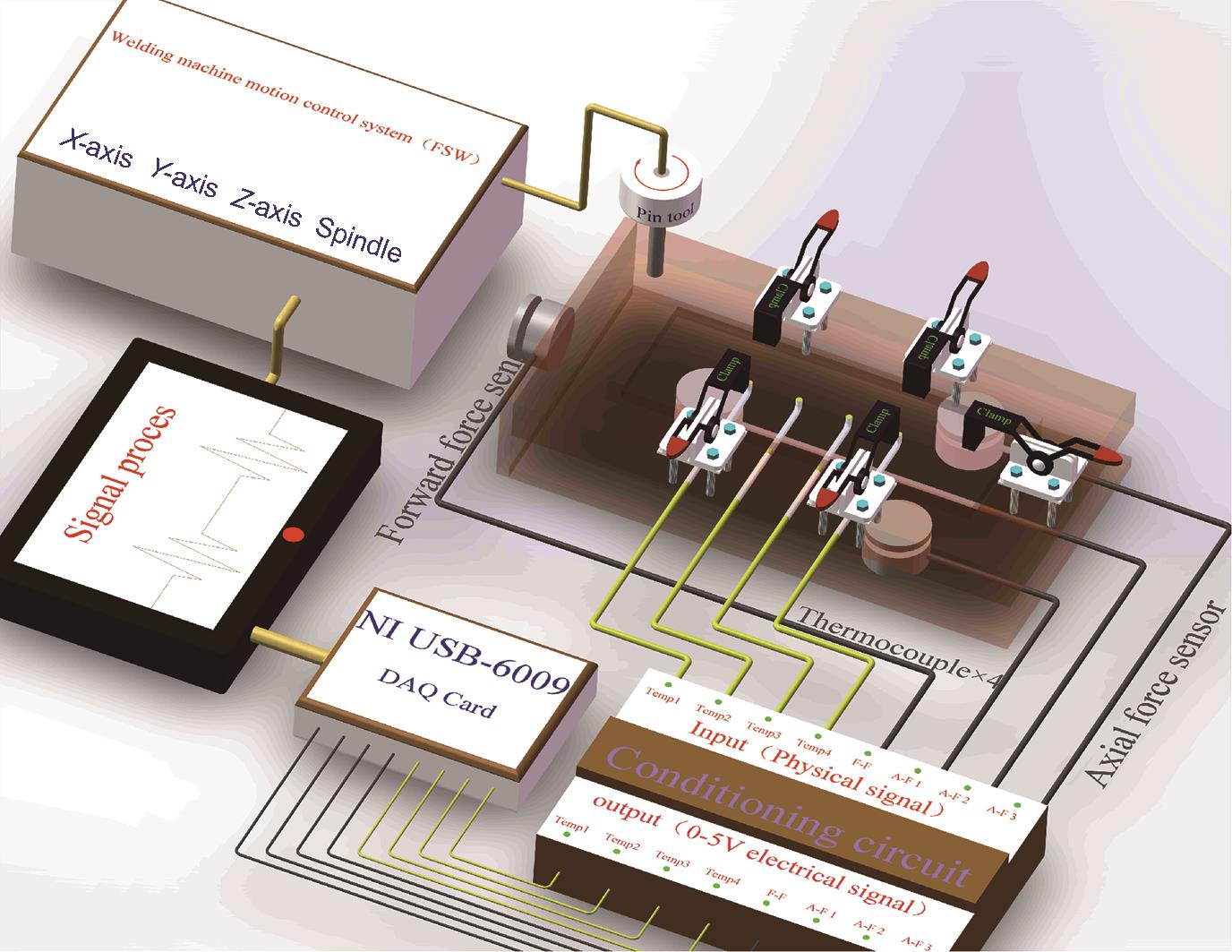
采用微连接搅拌摩擦焊技术焊接厚度为0.5 mm的6061-T6超薄铝合金,研究了3种不同轴肩形貌的搅拌头对6061-T6薄壁结构对接接头成形品质、微观组织、力学性能、焊接热循环及力的过程的影响差异,并逐一分析3种焊缝横截面塑性金属的流动特性。结果表明:焊缝表面成形效果受焊接热输入量的影响显著。3种轴肩形貌各异的搅拌头所形成接头横截面硬度分布趋势基本呈“W”形。无针的三渐开线导流槽轴肩焊接接头焊核区中心处最高硬度值及热机影响区最低硬度值均为三者中最高。三渐开线导流槽带针轴肩所形成接头力学性能表现突出,其拉伸强度、屈服强度和断后伸长率均高于其余两者,拉伸断口主要呈韧性断裂。热循环及力的过程参数能够精准反映焊接状态的变化趋势。维持焊缝金属软化所需热量来源于轴肩与工件的摩擦生热以及工件受轴肩轴向力和前进力所做之功。轴向力、前进力会随金属软化程度不同而波动,这种波动对塑性金属的迁移实现动态调节。轴肩表面对焊缝上部作用较强,驱动了前进侧与后退侧塑性金属迁移;搅拌头针部促进了塑性金属与垫板的作用,为焊缝金属上下部分流动提供了驱动力。实现最佳产热潜能是搅拌针与渐开线沟槽的综合结果,二者协同更易形成成形良好的焊缝。
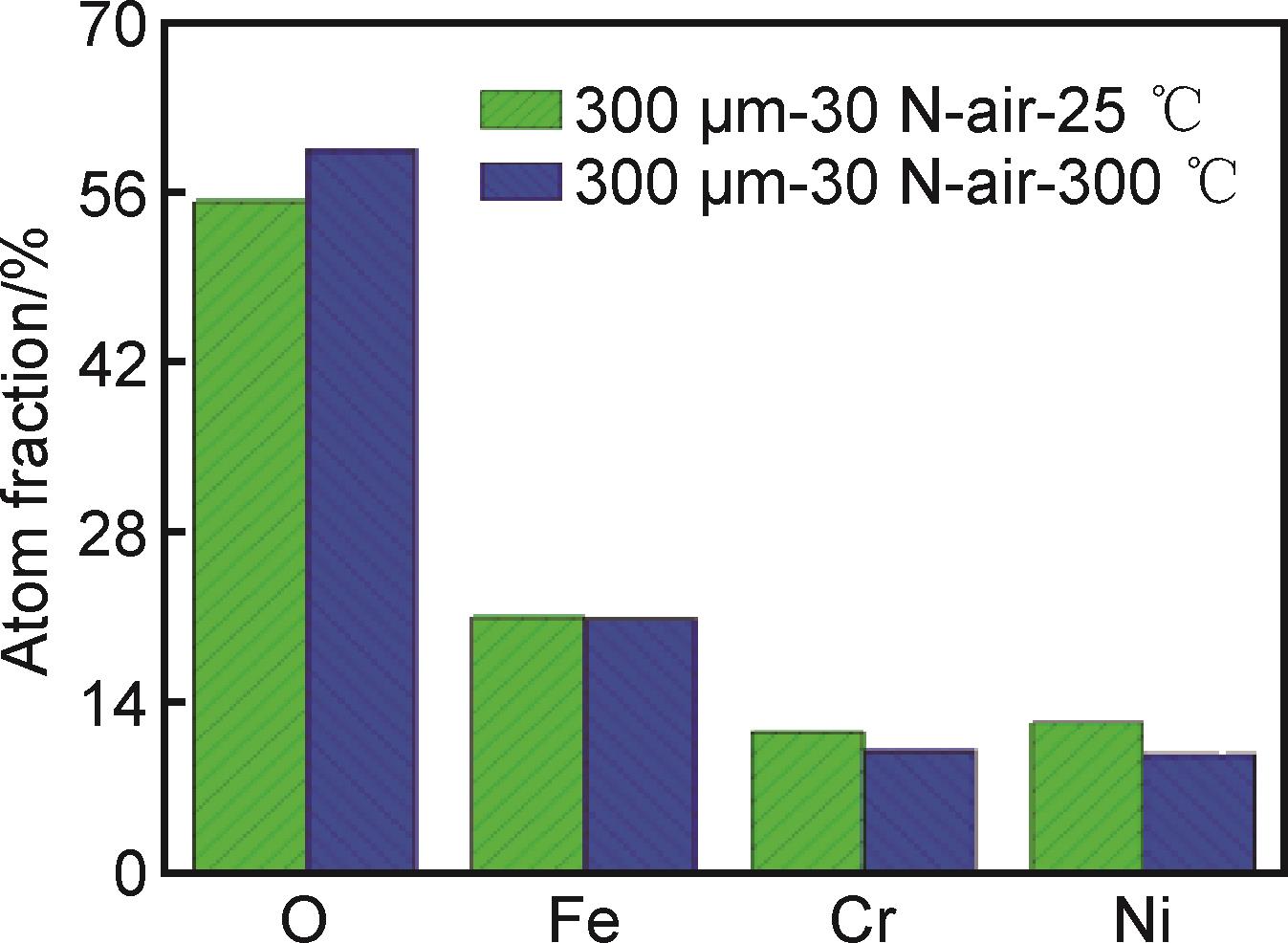
蒸汽发生器承受高温高压蒸汽作用,其传热管流致振动现角由二次侧向流引起。同时,周期性载荷导致Inconel 690合金管传热管与403SS抗振条存在微动磨损现象,从而使得传热管出现裂纹甚至破裂失效等问题,进而影响核电系统安全运行。采用微动磨损试验机进行Inconel 690 合金传热管与403SS抗振条在常温空气和高温空气下不同法向载荷以及位移幅值的摩擦磨损实验,并对Inconel 690合金传热管的表面磨损形貌及氧化成分进行分析,从而揭示蒸汽发生器传热管磨损失效机理。结果表明:在室温空气条件下,随着法向载荷的增大,磨痕表面出现磨屑堆积以及片层剥离,氧化程度逐渐加剧,微动磨损机制以摩擦氧化、磨粒磨损及剥层为主;在高温空气条件下,摩擦力峰值上升,磨痕深度增加且宽度减小,材料表面塑性流动显著,氧化和剥层的程度均有所加深,微动磨损机制以摩擦氧化、剥层为主。
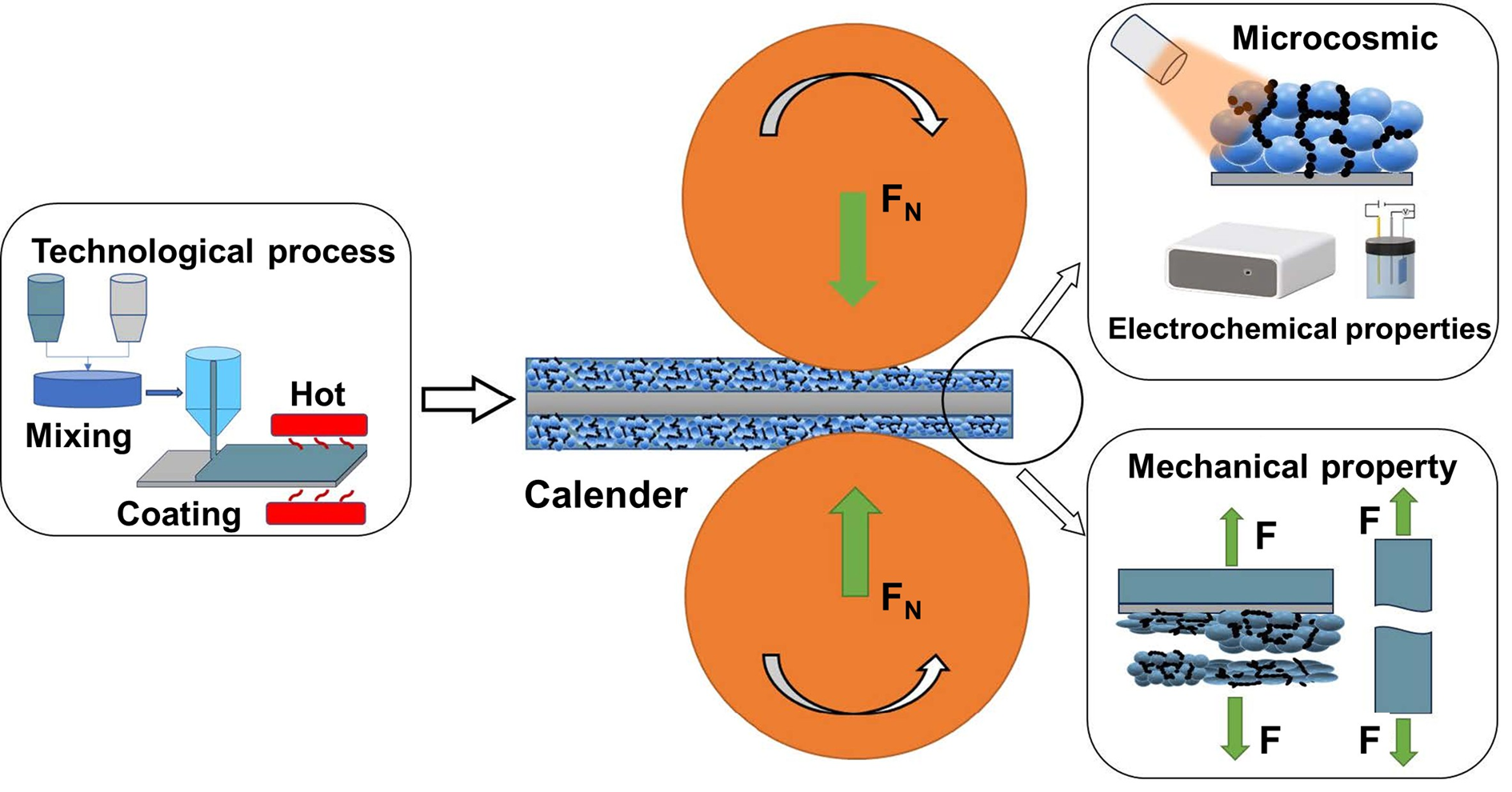
为探究电极制备工艺中辊压温度对锂电池正极极片微观结构与电极性能间的关系,利用二辊轧机,制备了辊压温度为25 ℃和150 ℃两种正极极片,研究了辊压温度对正极极片微观结构、厚度一致性、力学性能及电化学性能的影响。结果表明,随着辊压温度的提高,极片涂层颗粒压实密度显著提高,孔径较小,炭胶相均匀分布黏附在活性颗粒上,涂层颗粒破碎、裂纹及孔洞等缺陷减少,涂层更容易形成导电/黏结网络的电极结构。相比于室温辊压极片,热辊压极片辊压厚度一致性提高,回弹率降低了50%,极片结合强度由182.77 N/m提高至237.37 N/m,提高了29.87%;抗拉强度由20.47 MPa提高至24.44 MPa,提高了19.39%;极片电阻率由158.05 Ω·cm降低至119.41 Ω·cm,降低了24.45%;电导率由0.63 S/m提高至0.84 S/m,提高了33.33%。两种极片所组装的电池,热辊压极片的电化学性能优于室温辊压极片,循环容量保持率提高了18.65%。本研究通过调控辊压温度等工艺参数来优化电极性能,可以适度提高极片性能,对锂电池极片工业化制备过程中优化电极性能提供了研究依据。
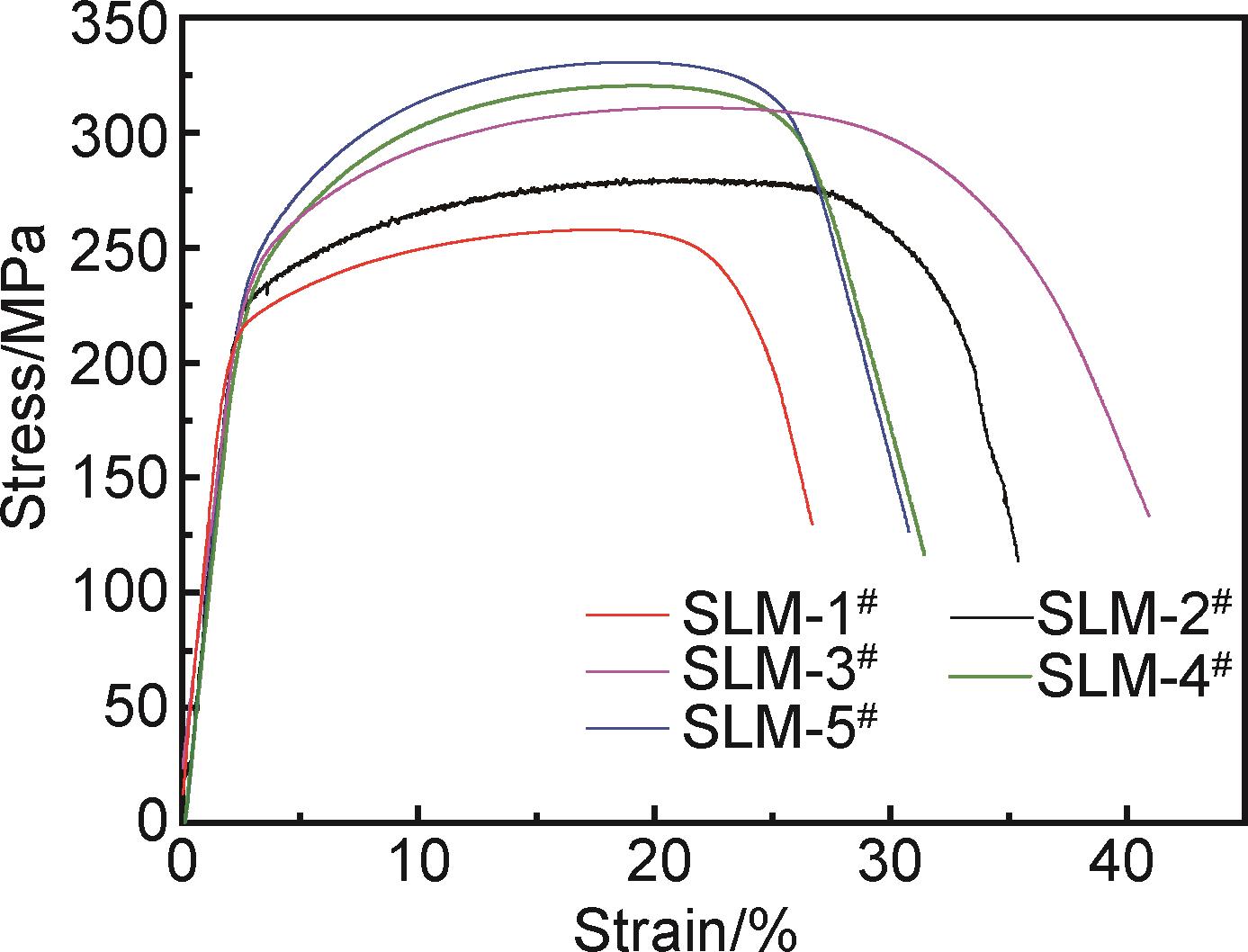
选区激光熔化(selective laser melting, SLM)技术制备的高性能复杂结构铜铬锆合金在电子元件、传热器等领域中具有广泛的应用前景。以CuCrZr合金粉末为原材料,采用SLM技术制备了块状CuCrZr合金样品,研究了激光体能量密度对SLM CuCrZr合金微观结构和性能的影响。结果表明:随着体能量密度的增加,试样表面因输入体能量密度较低,熔池流动性差异导致的不规则孔洞减少。最佳输入体能量密度为267 J/mm3(P=400 W,V=500 mm/s,h=0.1 mm),在最佳加工条件下SLM CuCrZr合金试样致密度可达98.34%,导电率为18.68%IACS,试样的极限抗拉强度和显微硬度均达到了最大值,分别为330.63 MPa和147.54HV。XRD 结果表明,SLM CuCrZr合金试样的相组成仅为α-Cu,且试样的布拉格峰与CuCrZr合金粉末的布拉格峰存在明显差异,此外,根据EBSD分析,在SLM过程中试样XY面产生了{110}强织构;SLM CuCrZr合金的断裂伸长率达到40.95%,拉伸断口形貌表明,未熔颗粒和孔洞等缺陷是降低合金强度的关键因素。
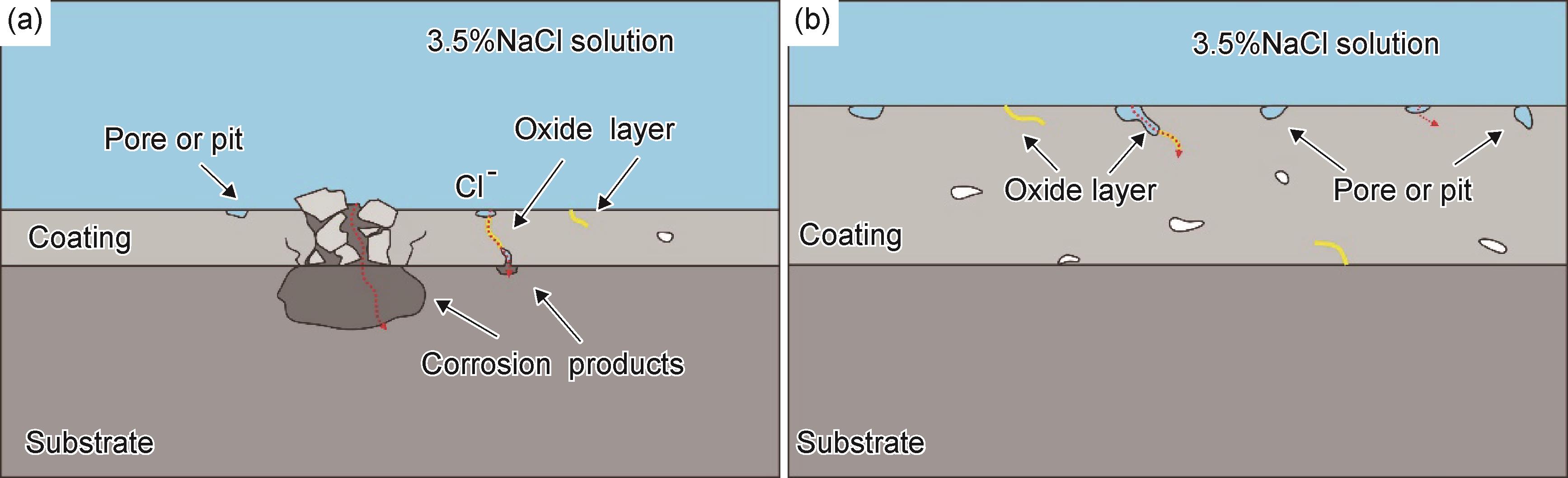
利用超音速火焰喷涂技术(HVOF)在镁合金表面沉积四种不同厚度的316不锈钢涂层(SSC2,SSC4,SSC7,SSC10),研究涂层的微观结构、沉积特性、残余应力和浸泡腐蚀特性。结果表明:因镁合金较低的熔点和硬度,喷涂颗粒易侵入基体并使其表面熔化,造成粒子的逃逸或飞溅,沉积效率较低;沉积较薄涂层(SSC2和SSC4)后,沉积颗粒逃逸或飞溅行为显著减少,沉积效率增加;沉积厚度增加至SSC7及以上时,沉积表面温度升高,粒子飞溅逐渐增多,涂层表面孔隙率和氧化物增加。随涂层厚度的增加,涂层残余压应力减小,应力分布均匀性提高,涂层中穿透性孔隙大幅降低并接近于零。SSC2和SSC4涂层内部存在穿透性孔隙,有效防护时间极短;厚涂层(SSC7级以上)在3.5%(质量分数)NaCl溶液中浸泡720 h后仍具防护作用。

以薄荷叶作为碳源,采用一步水热法制备出N掺杂碳点(N-CDs)和B,N共掺杂碳点(B,N-CDs)绿色荧光碳点。通过TEM,XRD,FT-IR,XPS,UV-Vis,XRF表征了CDs的形貌结构、元素成分、表面官能团及荧光性质。结果表明:制备的CDs尺寸均匀,表面有亲水的―OH,―COOH等基团。两种CDs均是典型的芳香体系,最大荧光发射峰分别在490 nm和440 nm,且表现出激发光依赖特性。经过在模拟太阳光光照120 min,N-CDs和B,N-CDs的对亚甲基蓝(MB)降解率分别为84%和67%。在活性物质捕获剂捕获实验中发现N-CDs在光催化过程产生活性物质主要是h+,·O 和e-,而B,N-CDs在光催化过程中产生的活性物质主要是h+和·O 。采用电子自旋共振谱(ESR)验证活性氧的类型和强度,两种碳点都检测出·O ,而N-CDs光催化过程还产生的1O2要多于B,N-CDs,进而使得N-CDs太阳光光催化降解MB的效率高于B,N-CDs。

{kind=link}