- Ei,ESCI收录期刊
- 中国科学引文数据库(CSCD)核心期刊
- 中文核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)



新一代高推重比航空发动机压气机和涡轮系统高温环境使用的叶片、盘、机匣、整体叶盘和整体叶环等构件设计通常选用先进高温钛合金材料。本文综述近年来我国600℃高温钛合金、阻燃钛合金、TiAl合金、连续SiC纤维增强钛基复合材料及其应用技术取得的最新研究进展,并提出材料及构件设计、加工和使用亟待突破的关键技术,包括工业铸锭成分高纯化和均匀化控制技术、大规格棒材及特殊锻件制备技术、整体叶盘和整体叶环零件机械加工技术、材料性能评价及应用设计技术等。先进高温钛合金材料的不断应用将有力推动我国航空发动机技术发展。

采用热压烧结法成功制备SiCp/Cu复合材料。采用溶胶-凝胶工艺在SiC颗粒表面制备Mo涂层,研究Mo界面阻挡层对复合材料热物理性能的影响。结果表明:过氧钼酸溶胶-凝胶体系能够在SiC颗粒表面包覆连续性、均匀性较好的MoO3涂层,最佳工艺配比为SiC:MoO3=5:1(质量比)、过氧化氢:乙醇=1:1(体积比),SiC表面丙酮和氢氟酸预清洗处理有利于MoO3涂层的沉积生长。MoO3在540℃第一步氢气还原后转变为MoO2,MoO2在940℃第二步氢气还原后完全转变为Mo,Mo涂层包覆致密完整。热压烧结SiCp/Cu复合材料微观组织致密均匀,且相比原始SiC颗粒增强的SiCp/Cu,经溶胶-凝胶法界面改性处理的SiCp/Cu复合材料热导率明显提高,SiC体积分数约为50%时,SiCp/Cu复合材料热导率达到214.16W·m-1·K-1。

利用双液铸造液膜连接工艺制备大平面的低碳钢/高铬铸铁耐磨板。采用SEM,EDS对复合层进行组织观察及成分分析。结果表明:不同厚度的复合板从低碳钢侧至高铬铸铁侧可以分为低碳钢→珠光体过渡层→复合层→高铬铸铁过渡层,双金属复合层完全实现了冶金结合。通过对复合层区域进行显微硬度分析,从低碳钢至高铬铸铁侧的显微硬度在345~1260HV范围梯度分布。复合层的显微组织主要为γ-Fe+粒状碳化物。高铬铸铁过渡层奥氏体组织呈现垂直复合层方向的树枝状生长,并随着耐磨板厚度的增加,奥氏体生长的方向性逐渐消失。根据低碳钢的温度变化初步建立了相关的温度场数学模型。

甘氨酸(GNP)为还原剂、硝酸盐为氧化剂,利用甘氨酸-硝酸盐燃烧法制备beta-Al2O3前驱粉料。利用热分析(TG/DSC)、X射线衍射分析(XRD)、扫描电镜(SEM)、核磁共振(NMR)和交流阻抗谱(EIS)等测试技术对beta-Al2O3的合成工艺进行研究。结果表明:该法合成beta-Al2O3前驱粉料的温度为1150℃,比固相反应法低了150℃,平均粒径约为42.0nm,具有较好的成型和烧结性能。将素坯在1620℃保温烧结,得到的烧结体的结构中Al(Ⅳ)和Al(Ⅵ)分别位于δ=45和δ=-6附近,相对密度为97.6%;350℃时的离子电导率为0.046S·cm-1。
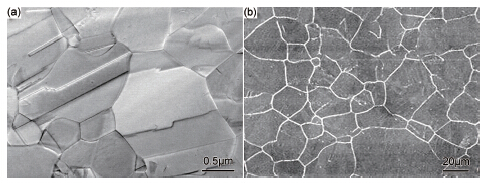
利用相逆转变原理采用冷变形使得亚稳奥氏体转变为形变马氏体,采用不同温度和时间退火分别获得纳米晶/超细晶和粗晶奥氏体不锈钢。通过拉伸实验得到不同晶粒尺寸的奥氏体不锈钢力学性能,采用透射电镜观察形变组织结构并利用扫描电镜观察断口特征。结果表明:高屈服强度纳米晶/超细晶奥氏体不锈钢通过形变孪晶获得优良塑性;而低屈服强度的粗晶奥氏体不锈钢发生形变诱导马氏体效应,得到良好的塑性;两组具有不同形变机制的奥氏体不锈钢拉伸断口均为韧性断裂。形变机制由形变孪晶转变为形变诱导马氏体归因于晶粒细化导致奥氏体稳定性大幅度提高。
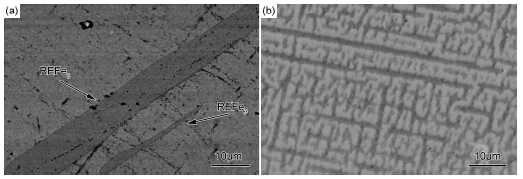
在模拟实验低真空环境下,将Tb,Dy及Fe合金元素经过熔炼、定向凝固、热处理后,制备了Tb0.27Dy0.73Fe1.91合金棒。测试合金棒的磁致伸缩性能,研究材料的组织结构,分析组织中缺陷产生的原因。结果表明:在低真空环境下,大量的孪生枝晶片层和普通孪晶组织产生,其中片层状孪晶具有良好的压磁效应和力学性能,而普通孪晶的产生对材料磁致伸缩性能产生不利影响。合金基体主要相为REFe2与REFe3耦合相,烧损导致合金的成分偏离,造成包晶REFe2相和初生REFe3相的耦合生长。与此同时,存在由于热应力产生的微裂纹和稀土元素偏聚烧损后产生的孔洞。这些组织和缺陷对TbDyFe合金棒的磁致伸缩性能和力学性能产生不利影响。
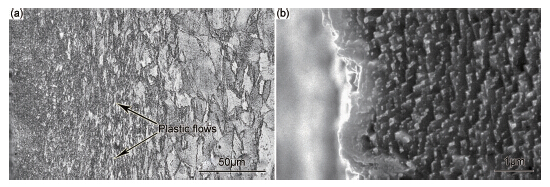
采用表面机械研磨处理(SMAT)对纯铜进行表面改性,通过金属蒸汽真空弧离子注入技术在纳米表层注入Mo离子。利用光学显微镜(OM)、X射线衍射分析仪(XRD)和扫描电镜(SEM)观察SMAT处理效果,表面存在纳米层和变形层,通过原子力显微镜(AFM)表征纳米层的晶粒尺寸。结果表明:晶粒尺寸得到了显著的抑制,表面纳米层的晶粒在退火后长大到163nm,而注入了Mo离子的只长大到72nm。此外,SMAT并离子注入后材料表面的硬度仅达到SMAT试样的3.5倍,是纯Cu基体硬度的7倍左右。Mo离子的分散和由SMAT及离子注入引入晶体缺陷的反应促使了这些优化现象的产生。

采用单辊急冷法制备(Fe0.52Co0.30Ni0.18)73Cr17Zr10非晶薄带,并对该合金进行等温退火。采用XRD,AFM,VSM研究退火温度对(Fe0.52Co0.30Ni0.18)73Cr17Zr10非晶合金的组织结构和磁性能的影响。结果表明:非晶合金晶化过程为Am→α-Fe(Co)+Am’→α-Fe(Co)+Cr2Ni3+Fe3Ni2+Cr2Zr+未知相。当退火温度Ti < 玻璃转变温度Tg时,由于结构弛豫、内应力的释放,合金的饱和磁化强度Ms有所提高;当晶化起始温度Tx < Ti < 第一晶化峰值温度Tp1时,由于铁磁性α-Fe(Co)相的析出,Ms显著提升;当Ti>Tp1时,由于晶粒长大和第二相的析出,Ms急剧恶化,565℃退火能够获得最好磁性能(Ms=106.8A·m2·kg-1)。490℃和565℃退火后薄带表面的AFM观察表明,AFM图片所呈现的颗粒尺寸要比用Scherrer法测得的α-Fe(Co)纳米晶尺寸大得多,这是典型的包裹晶粒现象。

采用不同工艺制备BSAS(BaO-SrO-Al2O3-SiO2)喷涂粉体。研究喷涂粉体特性及其对等离子喷涂工艺制备的环境障涂层结构和性能的影响。结果表明:粉体造粒工艺制备的BSAS喷涂粉体颗粒不均匀,流动性差。制备的涂层粗糙,孔隙率高,结合强度为24.1MPa;造粒烧结工艺制备的BSAS喷涂粉体表面圆滑,流动性好,沉积效率高。制备的涂层结构均匀,少孔隙,无裂纹,结合强度达到29.8MPa,涂层中BSAS相保留率最高,达到53.2%;熔融破碎工艺制备的BSAS粉体呈致密不规则块状,虽然流动性好沉积效率高,制备的涂层光滑且孔隙极少,但微裂纹较多,结合强度仅为14.2MPa,粉体经喷涂后发生相结构重组,BSAS相保留率为20.5%,对涂层的高温性能不利。分析认为,造粒烧结工艺制备BSAS粉体具有工艺过程简化、粉体质量好、相稳定性高等优点,更适合于等离子喷涂的要求。

以金刚石和无机溶胶为原料,采用喷雾干燥法制备金刚石-陶瓷结合剂复合粉体,将粉体压制、烧结,获得金刚石-陶瓷结合剂烧结体。采用扫描电镜和激光粒度分析仪对复合粉体的形貌和粒径分布进行表征,借助综合热分析仪选取复合体的烧结温度,利用抗折试验机、扫描电镜和X射线衍射分别对喷雾干燥法和熔融法所制烧结试样的抗弯强度、断面形貌及物相进行分析。结果表明:经喷雾干燥的复合粉体为球形,易于成型,且复合粉体尺寸分布范围较宽,利于提高坯体致密度;选取金刚石-陶瓷结合剂复合体的烧结温度为820℃,在此温度下结合剂可实现对金刚石的黏结和包裹;烧结后,随陶瓷结合剂含量增加,两种工艺所制试样的抗弯强度均有提高,气孔率都相应降低;当结合剂含量为32%(质量分数)时,喷雾干燥法所制烧结试样的微观结构均匀,易析晶,抗弯强度和气孔率分别为99.46MPa和38.55%;熔融法所制试样的抗弯强度和气孔率分别为72.42MPa和39.89%。
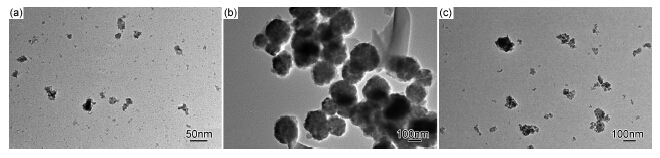
利用高能球磨法制备Sb2O3粉末,采用聚乙二醇-6000、十二烷基硫酸钠和OP-10对Sb2O3粉末进行表面改性,研究不同表面活性剂改性的Sb2O3颗粒对PVC复合材料体系阻燃性能的影响。运用X射线衍射仪(XRD)、透射电子显微镜(TEM)对Sb2O3的物相组成、颗粒形貌、平均粒径进行表征,利用X射线能量色散谱仪(EDS)、极限氧指数仪以及垂直燃烧实验分别对Sb2O3/PVC复合材料的粒子分布、阻燃性能进行研究。结果表明:当聚乙二醇-6000作为表面活性剂时,由于纳米Sb2O3粒子表面有机膜空间位阻效应较大,使得纳米Sb2O3在PVC基体中表现出良好的分散性。当纳米Sb2O3添加量为1.26%(质量分数,下同)时,PVC复合材料的氧指数为27.1%,材料处于难燃级别;当采用十二烷基硫酸钠和OP-10作为表面活性剂时,Sb2O3颗粒表面包覆效果差,Sb2O3颗粒粒径分别为100nm和150nm,Sb2O3在PVC基体中分散性变差,并出现团聚现象。当Sb2O3添加量为1.26%时,PVC复合材料的氧指数分别为24.7%和25.3%,材料未达到难燃级别。
使用Gleeble 3800热模拟试验机模拟F460钢单道次焊接条件下焊接粗晶热影响区的热循环过程,通过光镜(OM)、扫描电镜(SEM)分析热影响区的显微组织、确定临界事件,通过ABAQUS软件计算临界解理断裂应力σf,进而系统分析不同焊接热输入E下韧脆转变温度变化的内在机理。结果表明:随着E的提高,焊接粗晶热影响区显微组织依次为少量板条马氏体和大量细密的板条贝氏体,板条贝氏体较多的板条/粒状贝氏体,粒状贝氏体较多的板条/粒状贝氏体,粗大的粒状贝氏体。原始奥氏体晶粒、贝氏体团的最大尺寸随着E的提高而变大。在完全解理断裂的冲击断口上,寻找停留在缺口尖端附近的残留裂纹,通过对比残留裂纹长度、原始奥氏体晶粒大小、贝氏体团尺寸,发现不同E下解理断裂的临界事件尺寸都是贝氏体团大小,而临界事件尺寸越小,韧脆转变温度越低。此外,通过有限元模拟缺口尖端的应力分布得到σf,σf越大冲击韧度越好,随着E的提高σf降低,故进一步说明随着E的提高韧脆转变温度Tk上升的内在机理。
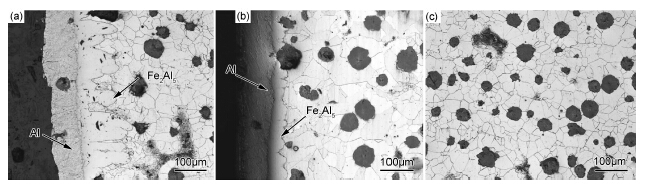
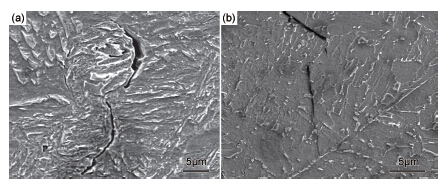
采用VK-9710型激光共聚焦显微镜对热浸镀铝球墨铸铁试样的三点弯曲失效过程进行原位观察,分析镀层和基体的裂纹萌生和扩展机理。结果表明:对于纯Al浸镀球墨铸铁,在拉应力作用下,铁铝合金镀层率先萌生裂纹,诱导临近基体中铁素体撕裂与石墨球剥离,裂纹近似垂直于拉应力方向并沿着临近石墨球最短途径扩展;压应力导致表面纯Al层剥离和铁铝合金层破碎,镀层失效对球墨铸铁基体基本无影响。对于Al-3.7Si-1.0RE浸镀球墨铸铁,拉应力作用下的失效机理与纯Al浸镀相似;压应力作用下纯Al层和铁铝合金层与基体脱开,表现为铁素体基体失效。
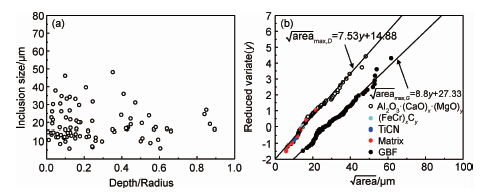
采用超声疲劳试验机研究SUJ2轴承钢的超长寿命疲劳。结果表明:对于复合氧化物和TiCN裂纹源,裂纹从夹杂物与基体界面处萌生;铁、铬合金碳化物裂纹源则为夹杂物本身开裂。颗粒状亮面(GBF)相对尺寸正比于裂纹源处夹杂物边缘的应力强度因子范围1/ΔKinc2,对于本实验的SUJ2材料,当ΔKinc>8MPa·m1/2时GBF不再形成。通过数据拟合得到了GBF内裂纹扩展规律
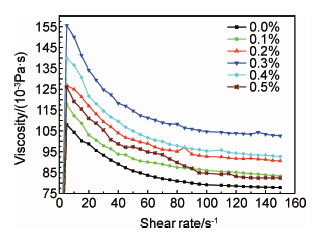
将占耐火粉料0%~0.5%(质量分数)的短切玻璃纤维加入到制壳用涂料中,配制纤维增强水玻璃型壳用涂料。采用R/S流变仪测试不同纤维加入量条件下涂料的流变性,研究短切玻璃纤维加入量对涂料流变性的影响规律。结果表明:含纤维涂料的表观黏度随着剪切速率的增大而逐渐减小,且均具有剪切稀化的特性,其变化规律与不含纤维的涂料相似。含纤维涂料表观黏度值均高于不含纤维涂料;在相同剪切速率下,含0.3%纤维的涂料表观黏度值均高于其他涂料。随着短切玻璃纤维加入量的增大,涂料的高剪黏度值先增加后减小。含0.3%短切玻璃纤维涂料的高剪黏度值最大,约为102.6×10-3Pa·s,比不含纤维的涂料增大约31.9%;且该涂料的触变环面积达到最大值11.8Pa·s-1,触变性好。未发现短切玻璃纤维的加入对涂料的屈服值及悬浮性有显著影响。
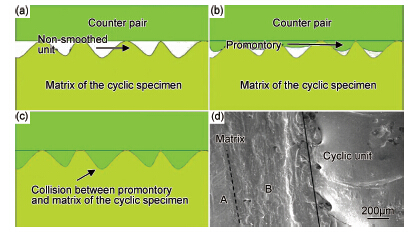
利用激光处理技术在灰铸铁表面加工了4种具有非光滑形态的试样,对比研究非光滑形态对对磨副的影响规律。结果表明:非光滑表面对对磨副的损伤机理与光滑试样不同,为非光滑表面凸起对对磨副的微观切削作用。非光滑表面对磨副的磨损质量均远大于未处理试样的对磨副,以对磨副磨损质量为评价指标,条状、环状、点状和网状对对磨副的损伤作用依次减小,损伤最小的网状对磨副其质量损失仅为等面积比下的条状对磨副的55.66%,在相同的单元体面积比和几乎相同的显微硬度条件下,通过调整单元体的形态可以有效地减轻对对磨副的损伤作用。这是由于不同形态的非光滑表面在磨损过程中的载荷分配机制不同。
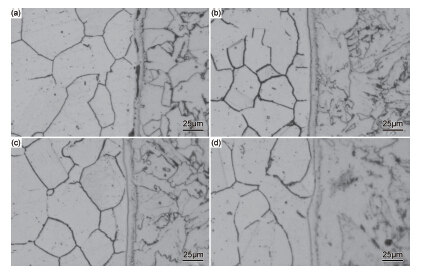
从微观组织和显微硬度两方面对真空热轧316L-Q345R不锈钢复合板试样性能进行评价。采用电子显微和能谱分析技术,对试样进行微观组织特征观察和成分含量测定,研究相结构及成分变化规律。通过硬度测试仪对复合板界面附近硬度进行测量,研究微观组织与硬度关系。结果表明:热轧后复合板Q345R侧显微组织以铁素体和珠光体为主,316L侧显微组织为单一奥氏体,一部分晶粒呈孪晶状态,Q345R低合金钢和316L不锈钢经过热轧可良好复合,复合界面平直;界面两侧元素存在扩散现象,不锈钢中Cr,Ni元素向低合金钢侧扩散,在界面形成富Cr,Ni薄层,低合金钢中C向不锈钢侧产生少量迁移;在复合界面处的硬度值较大,低合金钢侧远离界面位置复合板硬度与Q345R本身硬度值接近,而从界面到不锈钢侧硬度呈现先下降后上升至稳定的趋势。
在介绍微波固化技术的原理及其优点的基础上,综述了环氧树脂及其复合材料的微波固化研究进展,重点讨论了微波固化对环氧树脂及其复合材料固化体系的固化速率、固化产物力学性能和热性能的影响,介绍了颗粒增强环氧树脂和纤维增强环氧树脂两种适合微波固化的复合材料系及工业应用关键技术问题,并对环氧树脂及其复合材料微波固化的应用前景进行了展望。
SiC纤维增强金属基复合材料具有高的比强度、比刚度、耐腐蚀、耐高温等优异的综合性能,在实际应用中具有广阔的前景。本文主要总结了SiC纤维增强金属基复合材料的研究进展,分别阐述了SiC纤维增强铝基、钛基、铜基、镍基复合材料存在的问题、解决办法及应用现状。最后指出了限制复合材料实际应用的几点因素,包括:成本问题、界面问题、各向异性以及缺少质量检测评估体系。

