- Ei,ESCI收录期刊
- 中国科学引文数据库(CSCD)核心期刊
- 中文核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)


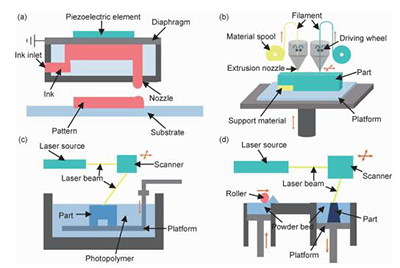
石墨烯因其优异的特性,被广泛用于制备聚合物基复合材料,而3D打印作为一种新兴的成型加工方式,正越来越多地应用到石墨烯/聚合物基复合材料的成型制造当中。本文介绍石墨烯/聚合物基复合材料的溶液混合、熔融混合以及原位聚合三种主要制备方式,重点论述喷墨打印成型、熔融沉积成型、立体光固化成型、选择性激光烧结等目前国内外用于石墨烯/聚合物基复合材料成型的3D打印方式及其各自的优势和劣势,以及3D打印成型的石墨烯/聚合物基复合材料制件在电子、能源、生物医学和航空航天等领域的应用,最后指出可打印性好、石墨烯分散均匀、功能特性优异的石墨烯/聚合物基复合材料的研制将会是未来该方向的研究重点。
综述了3D打印制备非晶合金材料工艺及性能的研究进展,介绍了激光选区熔化和激光立体成形两种研究较多的3D打印制备非晶合金的方法,重点讨论了成形过程中工艺优化、基体预热、双激光熔化对成形非晶合金中晶态及微裂纹的影响。分析3D打印技术现有缺陷如球化、孔隙,指出今后的研究中可采用重熔、退火、粉体基体预热、改变扫描方式等手段提升性能,以期制备出致密度高、无裂纹、无晶化且性能优异的块体非晶合金。

综述了陶瓷3D打印技术和材料的特性及其研究进展与应用现状,重点讨论了喷墨打印技术、熔化沉积成型技术、光固化成型技术、分层实体制造技术、激光选区熔化技术/激光选区烧结技术、三维打印成型技术、浆料直写成型技术的特性和研究进展,分析了磷酸三钙陶瓷、氧化铝陶瓷、陶瓷先驱体、SiC陶瓷、Si3N4陶瓷、碳硅化钛陶瓷的特性和应用现状,最后指出了陶瓷3D打印技术的发展方向是与传统陶瓷工艺相结合,实现陶瓷制品的快速生产及生物陶瓷制品、高性能陶瓷功能零件的制造。
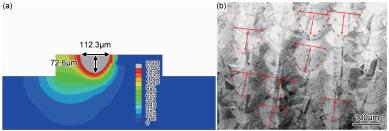
采用有限元模拟及实验验证相结合的方法,通过模拟随温度变化的粉体层和已凝固合金层的热物理参数转化及激光往复扫描过程等,研究了不同激光扫描速率和功率条件下,制件温度场分布、熔池大小的变化规律。基于激光线能量密度的激光热输入综合参数,总结了Inconel 718合金激光选区熔化过程中熔池大小的预测方法。结果表明,在激光的作用下,温度场等温线分布呈现椭球型,同时椭球型向已凝固合金层偏移。在本次实验参数研究范围内,激光线能量密度与成型过程中熔池大小之间呈线性增长关系。同时,本研究通过激光选区熔化设备制备了不同激光热输入条件下的Inconel 718合金试样,并对熔池大小进行了实验验证,所得实验数据与模型预测结果吻合良好。
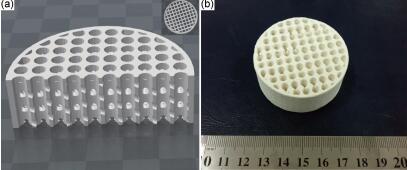
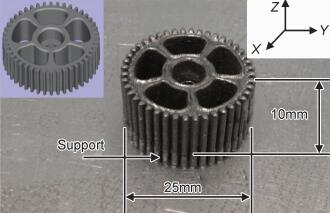
以煤系高岭土为原料,采用激光选区烧结(SLS)技术制造复杂结构的多孔陶瓷,研究SLS工艺参数和烧结温度对煤系高岭土多孔陶瓷性能的影响。利用X射线衍射仪(XRD)和扫描电子显微镜(SEM)表征煤系高岭土多孔陶瓷的物相组成和显微形貌。结果表明:煤系高岭土/环氧树脂E12复合粉末SLS成型效果良好;当激光功率为5W,扫描速率为2000mm/s,扫描间距为0.13mm,单层层厚为0.15mm时,陶瓷素坯可获得最佳的成型质量,其尺寸误差(Z方向),相对密度和抗弯强度分别为10.43%,37.89%和0.984MPa。随着烧结温度的升高,煤系高岭土多孔陶瓷的收缩率和抗弯强度逐渐增大,而显气孔率则逐渐减小;当烧结温度为1450℃时,煤系高岭土多孔陶瓷具有较高的显气孔率和抗弯强度,分别为44.55%和6.1MPa。煤系高岭土多孔陶瓷的主晶相为莫来石,具有典型的三维网络骨架结构。

石墨烯具有优异的力学、电学和热学等性能,被广泛应用于聚合物基复合材料的改性研究中。石墨烯表面惰性,与聚合物相容性较差,难以在复合材料中充分发挥优异的性能,因此需要对其进行表面修饰。与共价键表面修饰方法相比,对石墨烯进行非共价键表面修饰,可以在改善其表面活性的同时维持原始结构,更适合构筑高性能聚合物功能复合材料。本文综述了石墨烯非共价键表面修饰的研究进展,分析了采用非共价键修饰的石墨烯填充的复合材料结构与性能间的关系,讨论了复合材料存在的界面结合较弱问题,提出了复合材料低成本制备、微观结构精确调控的发展前景。
采用硼氢化钠(NaBH4)水溶液对一阶FeCl3插层石墨层间化合物(Graphite Intercalation Compound,GIC)进行膨胀剥离制备了高质量石墨烯,并由此制备了石墨烯/环氧树脂复合材料。结果表明:通过适当的无水氯化铁和天然鳞片石墨质量比,在330℃的条件下制备了FeCl3-GIC层间化合物。XRD和扫描电镜数据显示,石墨插层化合物的层间距从天然鳞片石墨的0.335nm增加到0.930nm,证明该层间化合物为一阶FeCl3-GIC。利用透射电子显微镜、拉曼光谱、傅里叶红外仪、X射线光电子能谱分析仪对石墨烯进行表征,表明成功制备了少数层或单层石墨烯,所得石墨烯结构缺陷较小,其ID/IG为0.09,C/O为40.80,对比天然鳞片石墨的ID/IG(0.17),说明NaBH4膨胀剥离的石墨插层化合物时,对天然鳞片石墨存在的结构缺陷进行了一定程度的修复。天然鳞片石墨的傅里叶红外谱图中存在C=O(1735cm-1),环氧结构C-O(1228cm-1)特征峰,而相对应的峰位置石墨烯没有官能团特征峰表现出来,表明硼氢化钠产生的氢成功还原石墨中的氧使石墨结构更完善。以该高质量石墨烯与环氧树脂制备的复合材料的导电性能随石墨烯含量的增加逐渐增强,体积电阻率从纯环氧树脂的1.95×1013Ω·cm降低到石墨烯体积分数为3.70%时的3.41×105Ω·cm,材料的导电性提高了8个数量级;材料断面形貌的SEM照片表明石墨烯与环氧树脂存在一定的不相容性。
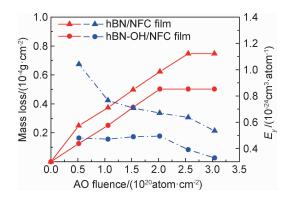
采用氢氧化钠溶液对六方氮化硼进行表面羟基化处理,以两种氮化硼和纤维素纳米纤维为原料通过真空抽滤层层自组装方法制备高氮化硼含量的柔性自支撑薄膜。在地面模拟空间环境中考察两种氮化硼膜的耐原子氧性能。结果表明:改性氮化硼膜比未改性膜的质量损失和剥蚀率分别下降了33%和38%。实验后两种薄膜表面呈现斑驳的"地毯状";主要元素发生了氧化,改性氮化硼膜中氧化硼含量更高;氮化硼晶体产生了晶格畸变。结合实验中两种氮化硼膜的行为变化,提出了其与原子氧的反应模型,分析了羟基化处理对氮化硼膜耐原子氧性能的影响。
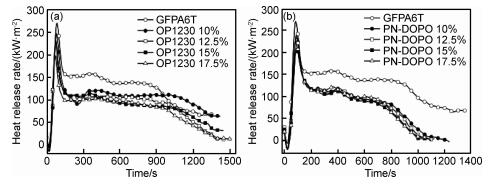
以9,10-二氢-9-氧杂-10-磷杂菲-10-氧化物(DOPO)为原料,合成一种DOPO衍生化合物PN-DOPO,通过FTIR、1H-NMR、31P-NMR和液质联用仪确定了该产物的分子结构。将PN-DOPO和二乙基次磷酸盐(OP1230)作为阻燃剂,制备阻燃玻纤增强高温尼龙GFPA6T复合材料,并通过垂直燃烧、锥形量热仪、TG、SEM及静动态力学进行表征分析。结果表明,PN-DOPO和OP1230的加入能降低燃烧级别。当PN-DOPO添加量为17.5%(质量分数)时,GFPA6T/PN-DOPO达到FV-0级,相对于GFPA6T/OP1230的热释放速率、总热释放量降低更明显,热降解残余量更高,成炭作用更明显。由动态力学性能分析可知加入的阻燃剂能与PA6T分子链发生一定程度的微交联,导致树脂基体的刚性增加。合成产物PN-DOPO在提高GFPA6T阻燃性能和保持力学性能方面比OP1230更明显。
采用机械研磨法制备地开石-醋酸铯插层复合物,利用TG-DTA,FTIR,XRD和FESEM表征并分析该插层复合物的形成过程。XRD结果显示地开石的层间距d(002)由0.72nm增至1.42nm,表明醋酸铯已成功进入地开石层间;FTIR谱显示新增3603cm-1峰表明醋酸根离子与地开石内表面羟基形成氢键,新增3548cm-1峰表明有部分水进入地开石层间;TG-DTA结果分析表明,插层复合物在110℃以下可以稳定存在,脱羟基温度降低180℃;FESEM研究表明:地开石骨架清晰,插层后形貌未发生大的变化。结合理论计算,推断水与醋酸铯分子一起进入地开石层间,与地开石内表面羟基相结合,并建立醋酸铯插层地开石的机理模型。
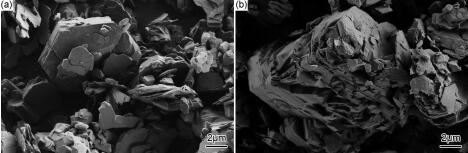
以CVI方法制备基体、以PIP工艺制备界面层成功制备出了具有Si-O-C界面层的碳纤维增强Si-C-N陶瓷基复合材料(C/Si-O-C/Si-C-N),研究了Si-O-C界面层对C/Si-C-N复合材料力学性能和热膨胀性能的影响。结果表明:C/Si-O-C/Si-C-N的抗弯强度与C/PyC/Si-C-N基本相当,Si-O-C界面层在C/Si-C-N中可起到与PyC界面层基本相同的作用;在实验温度区间内,C/Si-O-C/Si-C-N平均热膨胀系数比C/PyC/Si-C-N略有升高。
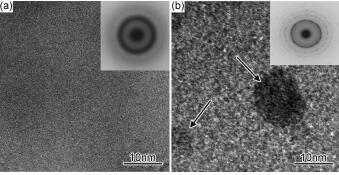
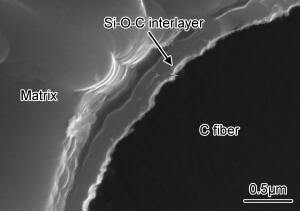
利用铜模铸造法制备直径为3mm的(Ti40Zr25Cu9Ni8Be18)100-xYx(x=0,1.0,1.5,2.0,3.0)合金棒材,采用X射线衍射仪(XRD)、扫描电镜(SEM)、透射电镜(TEM)、差式扫描量热计(DSC)和单轴压缩测试设备对合金的组织、玻璃形成能力和力学性能进行研究。结果表明:Y元素含量为1.0%(原子分数,下同)时,合金的衍射结果为非晶态;Y元素含量为1.5%时,诱发了非晶合金的纳米晶化。在高分辨透射电镜下可观察到,非晶基体上析出5~20nm左右的晶化相,含Y为1.5%的合金抗压强度高达1990MPa,塑性应变高达3.0%;Y添加后合金断口处剪切带数量增加。多剪切带之间的交错,阻碍不均匀形变,提高了合金的塑性和强度。

基体表面粗糙度对堆焊层组织和性能有着深刻的影响。采用热丝TIG在AISI8630表面堆焊Inconel625,研究基体表面粗糙度对堆焊层组织和耐腐蚀性能的影响。应用OM,EDS及SEM等对堆焊层的元素分布以及显微组织进行分析,采用失重法测定堆焊层腐蚀速率。结果表明:随着基体粗糙度值的减小,堆焊过程的陷光效应相应减弱,堆焊稀释率降低。堆焊层中铁元素含量随之减少,显微组织更加细化,分布更加均匀。当基体粗糙度值由12.5μm减小到0.4μm时,堆焊层耐腐蚀性能提高32%。

采用Gleeble热压缩、SEM及持久实验方法对617B合金的变形特性、组织演变行为以及析出相进行研究。结果表明:617B合金具有较高的变形抗力,其适宜挤压加工安全温度区间在1165~1200℃;合金失稳存在两种形式:一种为形成绝热剪切带,另一种为完全动态再结晶晶粒的异常生长;显微硬度随持久时间的延长先迅速提高而后趋于平稳,析出物以γ'为主,随着时间的延长析出物有所长大,但无有害相析出,具有较高的持久性能。

采用自制的自保护药芯焊丝在Q235钢表面进行明弧堆焊实验,调整药芯焊丝中钛的添加量制备多组Fe-Cr-C-B-Ti合金。通过硬度和磨损实验得出堆焊合金力学性能的变化规律,借助X射线衍射仪(XRD)和扫描电镜(SEM)对堆焊合金的物相组成和显微组织进行观测分析。结果表明:随着钛添加量的增加,堆焊层中有TiC和TiB2硬质相颗粒生成,并且TiC优先于TiB2产生。大量弥散分布的TiC和TiB2在磨损过程中能起到抗磨质点和阻碍位错运动的作用,能够显著提高堆焊合金的耐磨性。当堆焊合金中钛的质量分数从0.15%增加到1.43%时,堆焊层的硬度从56.5HRC增加到66HRC,而磨损失重量从0.5772g减少到0.0487g。

以6mm厚钢/铝合金对接接头为研究对象,进行了无任何填充材料的激光深熔焊接的工艺实验,通过调控焊接工艺参数,获得了良好焊缝成形的冶金结合接头。利用光学显微镜(OM)和电子背衍射散射(EBSD)分析方法,研究了不同激光偏移量及接头不同位置对界面金属间化合物(IMC)组织形态、物相组成及厚度的影响。结果表明:钢/铝异种合金激光深熔焊接头界面IMC组织主要由η-Al5Fe2及θ-Al13Fe4两相组成。激光偏移量的大小不仅影响接头界面IMC层的平均厚度,还影响界面IMC晶粒的尺寸:增加激光偏移量显著地减少了接头界面粗大针状θ-Al13Fe4相数量,细化了接头界面η-Al5Fe2层的晶粒,降低了接头界面η-Al5Fe2层平均厚度。就接头界面不同位置而言,在两种激光偏移量条件下,接头界面中部η-Al5Fe2层的晶粒尺寸和平均厚度最小。此外,从EBSD的相分布研究还发现,接头界面处清晰地显示了在钢基体与η-Al5Fe2层之间有θ-Al13Fe4相的形成。
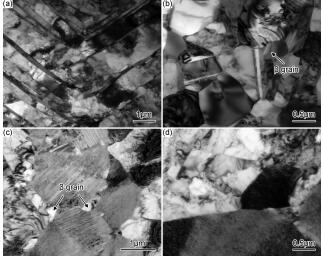
采用金相显微镜(OM)、扫描电镜(SEM)、透射电镜(TEM)和拉伸试验研究热变形(锻造、轧制)Ti-45Al-7Nb-0.3W(原子分数/%,下同)合金的显微组织与力学性能。结果表明:铸态Ti-45Al-7Nb-0.3W合金为近层片组织,主要由α2/γ层片晶团及分布在层片晶团周围的少量γ相和β相组成,层片晶团平均尺寸为100μm;经热包套锻造后,层片晶团发生破碎、扭折,并且室温抗拉强度较铸态提高了77MPa,800℃抗拉强度提高了36MPa;该锻态合金经热包套轧制后,合金组织转变为细小的双态组织,平均晶粒尺寸为25μm,合金力学性能进一步提高,其中室温抗拉强度提高到603MPa,伸长率为1.0%,800℃抗拉强度提高到716MPa,伸长率为3.6%。
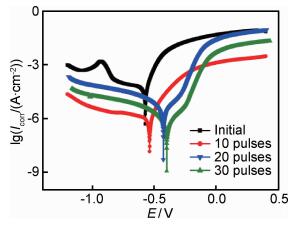
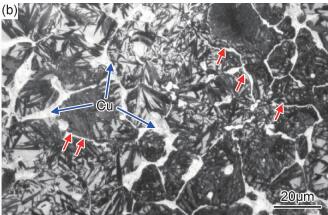
为改善20钢件的表面性能,利用强流脉冲电子束(HCPEB)技术与预置涂层相结合的技术在20钢表面合金化Cr元素以获得高性能的合金复合改性层。利用X射线衍射、金相显微镜、扫描电子显微镜、透射电子显微镜、维氏硬度计以及多功能微机电化学分析仪对合金化层的显微组织以及性能进行研究。结果表明:20钢经过HCPEB辐照合金化后,形成了厚度约为4~6μm的合金化改性层,Cr元素在样品表层发生了固溶和扩散。部分渗碳体在辐照诱发的应力作用下出现弯折、粒化等现象,并在基体溶解与Cr结合析出颗粒细小弥散的Cr23C6增强相。HCPEB辐照合金化后材料表层显微硬度提高了35%,腐蚀电流密度降低了1个数量级。
采用压制-烧结-熔渗工艺,制备一种高性能铁基粉末冶金气门座圈材料,在SRV Ⅳ摩擦磨损试验机上对比研究不同渗铜量下材料的微动磨损性能。结果表明:在一定范围内随着渗铜量的增加,试样密度、硬度及压溃强度显著提高,摩擦因数与磨损体积降低,磨损机理发生不同程度的变化。未渗铜或渗铜量低时,试样磨损机理主要表现为磨粒磨损及疲劳剥落;渗铜量为10%(质量分数,下同)的试样磨损机理为轻微磨粒磨损和疲劳剥落;渗铜量为15%的试样表现出最优抗微动性能,仅有轻微黏着磨损;当渗铜量达20%时,试样力学性能下降,磨损体积增大,磨损机理转变为以黏着磨损为主。渗铜后的试样抗微动磨损性能更优异。
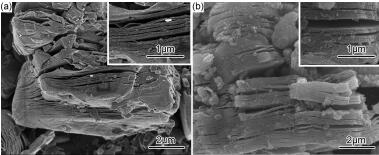
对Ti3AlC2进行氢氟酸(HF)腐蚀剥离,获得不同剥离程度的二维Ti3C2材料。利用X射线衍射仪(XRD)、扫描电子显微镜(SEM)等对不同剥离时间获得的样品晶体结构和微观形貌进行表征,采用紫外分光光度计测试其作为吸附剂对阳离子型亚甲基蓝(MB)和阴离子型刚果红(CR)有机染料的吸附性能,从吸附动力学和热力学角度分析吸附机理。结果表明:随着HF腐蚀剥离时间的延长,二维Ti3C2材料片层间距增加,对阳离子型亚甲基蓝、阴离子型刚果红有机染料均表现出较好的吸附性能,并符合准二级吸附动力学模型以及Langmuir和Freundlich吸附等温线拟合模型,说明该吸附过程是以化学吸附为主要吸附机制、单分子和多分子吸附模式共同作用、协同吸附的过程,并因阴阳离子染料的不同,作用机理不同,表现差异性吸附行为。
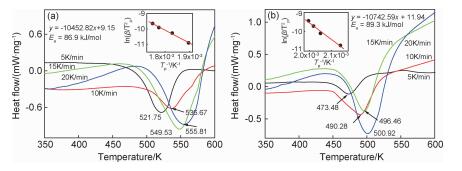
利用沉淀法制备纳米CuO,通过不同煅烧温度控制其晶粒尺寸。XRD测试表明,所得样品为CuO单相结构,晶粒尺寸分别为7.5,14.4nm和23.4nm。利用球磨法制备Mg2Ni-Ni-5%(摩尔分数,下同)CuO复合材料,对材料的电化学性能、动力学性能及气态放氢活化能进行测试分析。结果表明,添加纳米CuO可明显提高材料的最大放电性能,改善Mg基复合材料电极表面的电催化活性,提高材料体相内H的扩散能力。DSC测试表明,纳米CuO复合材料比无催化剂材料的放氢温度降低约50K。通过Kissinger公式计算得到Mg2Ni-Ni和Mg2Ni-Ni-5% CuO600复合材料的放氢活化能分别为86.9kJ/mol和89.3kJ/mol。

以马尾藻为原料,采用KOH活化法制备用于超级电容器的生物质基超级活性炭。制备的超级活性炭不仅比表面积巨大,孔隙结构丰富,而且以海藻作为前驱体原料明显降低了活性炭的生产成本。采用单因素实验法分析了浸渍比、活化温度和活化时间对马尾藻基活性炭孔隙结构(比表面积、孔容及孔径分布等)的影响,探索了制备马尾藻基超级活性炭的最佳工艺条件,并研究了所制活性炭用于制备超级电容器时的电化学性能。采用N2吸附-解吸附、SEM、XRD,恒电流充放电以及循环伏安法等表征手段考察超级活性炭样品的比表面积,孔结构以及电化学性能。实验结果表明,制备马尾藻基超级活性炭的最佳工艺条件为:浸渍比4:1,活化时间120min,活化温度800℃。在该实验条件下制得的活性炭比表面积高达2926m2/g,孔容高达1.536cm3/g,且所有活性炭的孔径大小几乎全部分布在4nm以内,孔径分布均匀。制备的超级电容器以6mol/L的KOH为电解液时,其比电容高达358.5F/g,表现出良好的电化学性能。