- Ei,ESCI收录期刊
- 中国科学引文数据库(CSCD)核心期刊
- 中文核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)


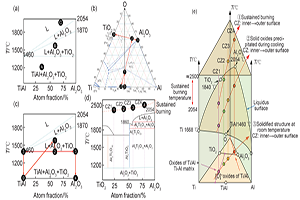
采用激光氧浓度实验方法结合超高温红外测温仪和高速摄像机原位观察、扫描电子显微分析和X射线衍射分析等方法, 对钛铝金属间化合物(TiAl合金)的点火燃烧行为进行研究, 揭示燃烧过程熔体的形成与运动规律、氧化物类型和结构特征, 进而探讨燃烧机理。结果表明:TiAl合金发生起燃及持续燃烧的激光功率和氧浓度临界条件分别遵循抛物线规律和抛物线+直线规律, 且显著高于近α型高温钛合金, 即具有更好的阻燃性能;TiAl合金的起燃温度高于基体相熔点, 起燃时基体部分熔化, 导致Al元素由内氧化机制转变为外氧化机制;扩展燃烧阶段形成的氧化物由内侧到燃烧表面依次为Al2O3, Al2Ti7O15, Al2TiO5和Al6Ti2O13相, 其中熔凝区内形成的连续网状Al2O3层能够阻碍熔体运动, 燃烧区内形成的Ti-Al-O三元相通过降低内层Al2O3的分解压提升Al2O3保护层的稳定性, 使TiAl合金具有良好的阻燃性能。
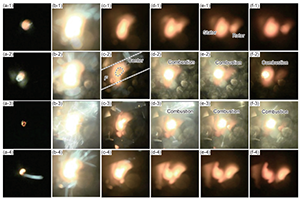
采用高温、高速摩擦点燃法研究Ti3Al基合金在220~380 m/s气流环境中的起燃行为, 结合理论计算分析气流速度对表面氧浓度、氧化控制步骤的影响, 探讨气流速度对起燃行为的影响机理。结果表明:当气流速度达到240 m/s时, Ti3Al基合金开始发生起燃;当气流速度达到360 m/s时, Ti3Al基合金不再发生起燃。低气流速度下, 高温下的表面氧浓度低于临界值, 氧化反应控制步骤由低温下的化学动力学过程转变为高温下的氧向合金表面的扩散过程。随着气流速度的加快, 虽然对流散热速率增大, 但表面氧浓度增大引起的氧化产热速率的增大速率比对流散热速率的大, 使得升温速率增大, 促进Ti3Al基合金发生起燃。高气流速度下, 高温下的表面氧浓度仍然高于临界值, 氧化反应控制步骤始终是化学动力学过程。随着气流速度的增大, 高温下的氧化产热速率增大速率比对流散热速率的小, 使得升温速率减小, 不利于Ti3Al基合金发生起燃。
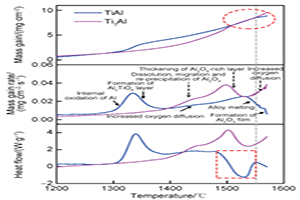
采用TGA/DSC同步热分析实验, SEM和EPMA表征及理论计算等方法对TiAl和Ti3Al合金在纯氧气氛下1450~1570 ℃的非等温氧化行为进行研究。结果表明:当氧化温度高于TiAl合金熔点时, TiAl合金熔体表面形成连续、致密的Al2O3阻氧层;熔体中Al与O反应的吉布斯自由能比Ti, Cr和Nb低50~150 kJ∙mol-1, TiAl合金熔体中Al原子的扩散系数(D)约为Ti原子的1.7倍, Al原子不断扩散到熔体表面, 且优先与O反应形成连续、致密的Al2O3层;Al2O3阻氧层阻隔氧和金属离子向基体内外扩散, 且TiAl合金熔化吸热, 降低基体温度, 减缓氧化速率, 使TiAl合金在1450~1570 ℃范围的抗非等温氧化性优于Ti3Al合金。
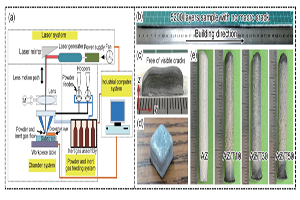
氧化物共晶陶瓷以其优异的高比强度、耐高温、耐腐蚀、抗氧化和抗蠕变等独特性能, 被认为是超高温氧化腐蚀等极端环境下长期稳定服役的理想材料之一, 在新一代高推重比航空发动机高温热端结构部件中具有巨大的应用前景。激光增材制造技术已成为近年来制备高性能复杂结构部件最具潜力的前沿技术, 然而陶瓷在激光快速凝固过程中, 裂纹缺陷极易产生, 严重影响构件的成形质量和性能, 成为制约工程化应用的关键。本文综述了激光近净成形和激光粉末床熔融两种典型陶瓷激光增材制造技术, 分析对比了两种技术制备的不同形状陶瓷样件的裂纹形态特征, 重点从微观组织形态特征、应力状态等角度探讨了激光增材制造氧化物陶瓷裂纹的形成机理, 并进一步从工艺参数优化、成分设计、外场辅助等三个方面改善微观组织与减小热应力以抑制裂纹进行系统总结。最后指出氧化物共晶陶瓷激光增材制造在粉末特性、成形主次因素、成形技术研究等方面的未来发展趋势及突破方向。
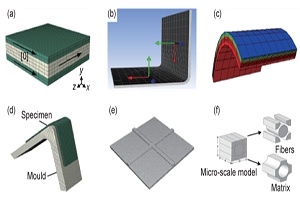
纤维增强热固性树脂基复合材料在高端制造领域应用广泛, 其固化过程涉及树脂流动、固化反应发生、残余应力引发固化变形等多个步骤。数值模拟纤维增强热固性树脂基复合材料的工艺成型过程是一个多场耦合的复杂问题, 建立完善的数值模拟方法用来预测其成型过程中的固化行为对于工艺类型选择、工艺参数设计和复合材料构件性能优化具有重要的理论与实践意义。本文归纳了数值模拟纤维增强热固性树脂基复合材料成型过程的主要研究进展, 并讨论了不同数值模型的适用条件, 通过分析同一问题不同模型的适用条件可以为复合材料固化工艺及参数设计的选择提供指导。提升精度和降低成本是数值模型迭代优化的主要研究方向。在此基础上, 本文对数值模拟纤维增强热固性树脂基复合材料成型过程进行了总结, 并认为未来可以从复合材料的树脂流动多尺度建模、机器学习与材料基因组方法在复合材料的构件优化设计中的应用和残余应力对复合材料的性能及使用寿命的影响等方面开展研究。
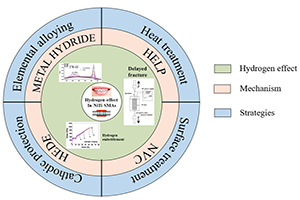
NiTi形状记忆合金应用于牙齿正畸弓丝、心血管支架、流体阀门等场景时受应力与化学腐蚀的双重作用, 导致合金出现一定程度的氢脆并影响构件的可靠性与安全性。本文围绕NiTi合金中的氢效应问题, 综述氢在NiTi合金中的占位、存在状态与扩散行为。总结NiTi合金中氢的含量、状态、分布和扩散系数的表征方法, 介绍氢对NiTi合金马氏体相变、阻尼行为的影响, 重点讨论NiTi合金的氢脆行为、氢脆影响因素及氢脆机制, 并总结用于避免或延迟NiTi合金氢脆发生的措施与方法。最后, 提出氢在NiTi合金各相中的扩散行为研究、氢分布的可视化表征以及氢-马氏体相变相互作用等研究方向, 以期为NiTi形状记忆合金的研究人员提供有益参考。

采用化学气相沉积(CVD)法在难熔金属Mo表面制备厚约8 μm的HfO2涂层。通过HSC Chemistry软件从热力学角度探究CVD HfO2的反应过程, 分析HfO2涂层的微观形貌、择优生长情况和纳米力学性能, 测试涂层与基体的结合力及抗热震性。结果表明:HfO2涂层与基体结合良好, 在经历25~2000 ℃, 100次循环热震后涂层表面未出现宏观剥落;划痕法测定的涂层附着力约23 N;在2.5~5 μm波段, 涂层表面平均发射率为0.48, 将Mo在该波段的平均发射率提高了近5倍。
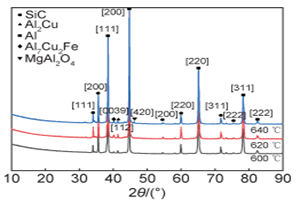
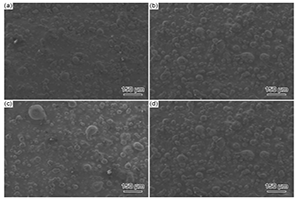
针对传统粉末冶金工艺制备成本高、制备效率低等问题, 采用冷等静压结合无压烧结及热挤压工艺制备15%(体积分数, 下同)SiC/2009Al复合材料。研究不同烧结温度(600, 620, 640 ℃)对15%SiC/2009Al复合材料微观组织及力学性能的影响。结果表明:在600 ℃下烧结, SiC与基体间的结合差, 微观下可观察到较多的大尺寸孔隙, 材料的致密度低, 力学性能差;在640 ℃高温下烧结, 坯锭产生大量液相, 并溢出到坯锭表面, 造成心部合金元素下降, 此外, 640 ℃会引发强烈的界面反应, 生成较多大尺寸脆性相, 成为材料断裂过程中的裂纹源, 导致材料性能下降;620 ℃为最佳烧结温度, 产生较多的液相能填充坯锭中的部分孔隙, 进而提高材料致密度以及界面结合强度, 复合材料的强度和塑性均取得最佳值, 抗拉强度与屈服强度分别达到505, 345 MPa, 伸长率达到7.2%。

Ti-6Al-4V合金因具有良好的强度、塑性、韧性、耐蚀性以及可焊性, 在航空航天以及化工装备制造领域具有广泛应用, 但其硬度以及耐磨性不高等性能短板, 一定程度上限制了其摩擦磨损工况下的服役寿命。本研究基于激光熔覆优化工艺方法, 增材制备具有TiC添加相的Ti-6Al-4V合金同质金属陶瓷熔覆层, 表征并验证TiC增强相对熔覆层组织以及基本力学性能的强化作用。结果表明:熔覆层主要物相包括α-Ti, β-Ti以及TiC, 其中TiC在熔覆层内过饱和析出, 且受熔覆层不同位置过冷度差异影响, 析出的TiC在熔覆层顶部以细小的颗粒状为主, 而在熔覆层中部则主要呈树枝及花瓣状析出, 熔覆层底部新增了麦穗状的析出形状, 而稀释区则未见明显TiC析出。熔覆层平均显微硬度为530HV0.5, 较基体提升了61%;在35 N载荷下, 熔覆层平均摩擦因数为0.3583, 较基体降低了11%, 体积磨损率约为基材的87%, 磨损形式为黏着磨损和磨粒磨损。
采用EHLA技术在45钢基材上制备TiC/IN625纳米复合涂层。分析不同热处理温度(800, 1000 ℃和1200 ℃)对TiC/IN625涂层微观组织、表面形貌、残余应力和耐腐蚀性的影响。结果表明:随着热处理温度的提升, 涂层偏析现象得到缓解。较HT0和HT800涂层, HT1000涂层中的Ti元素分布更加均匀。HT0涂层中的部分Laves相在HT1000涂层中开始溶解, 释放出Nb元素, 与C元素和Ti元素重新结合生成MC(M=Nb, Ti)碳化物。HT1200涂层表面微观组织中大尺寸的碳化物溶解, Ti元素和Ni等其他元素分布更加均匀, 并向枝晶间区域扩散。HT0涂层表面残余应力主要表现为残余拉应力, 其最大值为362 MPa。电化学腐蚀实验表明, 开路电位由HT0涂层的-0.139 V提高到HT1200涂层的-0.132 V。HT800, HT1000, HT1200涂层的电荷转移电阻(Rct)比HT0涂层更大, 相较于HT0涂层的4.785×105 Ω∙ cm2分别提高了46.2%, 31.2%和64.3%。
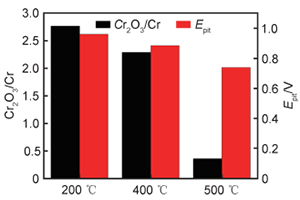
采用未时效、200、400 ℃以及500 ℃时效状态下10Cr13Co13Mo5Ni3W1VE(S280)马氏体超高强度不锈钢为研究对象, 通过X射线衍射(XRD)、透射电子显微镜(TEM)、背散射电子衍射(EBSD)等测试方法, 结合电化学测试手段与X射线光电子能谱仪(XPS)测试, 分析S280的微观组织结构特征演变与钝化膜结构成分与耐蚀性能, 研究钝化膜稳定性特征与材料微观组织结构的关系。结果表明:500 ℃时效温度下的S280钢有细小弥散的富含Cr, Mo元素的析出相, 分布在马氏体板条中。随着时效温度升高, 无明显的残余奥氏体及逆转变奥氏体析出。在成膜电位(0.1~0.85 V)下, S280钝化膜在pH=8.5的硼酸盐缓冲液中呈p型半导体性质, 表现为双层膜结构, 外部由疏松多孔的Fe/Cr氢氧化物组成, 内层由致密的Cr/Fe氧化物构成, 其成分主要是Cr2O3。通过电化学阻抗测试结合Mott-Schottky分析, 探明S280在200 ℃时效下耐蚀性最好, 其耐蚀性能由晶界取向特性与沉淀相导致的元素偏析共同影响。
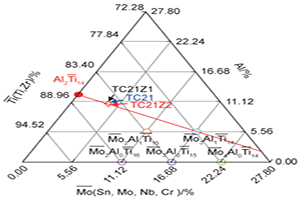
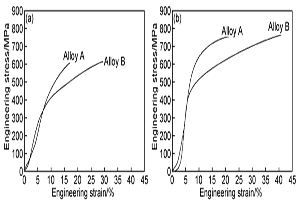
运用源自最成熟Ti-6Al-4V合金的双团簇成分式, 解析了高损伤容限的双相TC21(Ti-6Al-2Zr-2Sn-2Mo-2Nb-1.5Cr)钛合金成分, 指出其成分式由13个α-Ti和4个β-Ti结构单元构成。与Ti-6Al-4V相比, β-Ti结构单元从5减少到4, 但是引入了更多的β稳定元素, 使得该合金具有更好的强塑性。在此基础上, 本工作将TC21的β-Ti团簇式内各β稳定元素原子等比例配比以增加混合熵, 大量增加Zr含量以进一步提升β相稳定性, 设计了团簇式为α-{[Al-Ti12](AlTi2)}13+β-{[(Al-(Ti12Zr2)]Sn0.75Mo0.75Nb0.75Cr0.75}4(原子分数)的新合金TC21Z2, 相应质量分数为Ti-5.9Al-5.4Zr-2.6Sn-2.1Mo-2.0Nb-1.1Cr。采用真空铜模倾铸工艺进行样品制备, 进而研究了合金的铸态组织和拉伸力学性能。研究发现, TC21Z2铸态组织为α+少量细针状α'马氏体+少量β相, 其抗拉强度约为1289 MPa, 屈服强度约为1181 MPa, 伸长率约为1.4%, 强度和塑性均高于同样状态下TC21合金。
采用亚快速凝固和真空烧结两种工艺方法制备了钴铬镍合金, 详细研究了工艺方法及Cr, Ni含量对合金组织演变规律的影响。结果表明, 亚快速凝固工艺所获得的钴铬镍合金组织组成不受成分变化的影响, 凝固组织为γ-fcc+ε-hcp两相组织的胞状枝晶, 枝晶干为γ-fcc相, 枝晶间为ε-hcp相, 二次枝晶间距随结晶速率增大而减小, 主要溶质元素Cr, Ni在两相间产生偏析, Cr元素富集在枝晶间, Ni元素在枝晶干富集。真空烧结工艺所制备钴铬镍合金组织构成由成分组成决定, 低镍含量合金烧结体为单相ε-hcp组织, 晶粒随烧结温度的升高呈现急剧粗化特征;高镍含量合金烧结体为γ-fcc+ε-hcp双相组织, 晶粒细小且γ-fcc相呈现明显的孪晶和层错结构。烧结合金较铸造合金呈现明显的塑性增长, 位错是烧结低镍ε-hcp单相合金性能提升的主要因素, 孪晶和层错则是高镍γ-fcc+ε-hcp两相合金组织性能提升的主要因素。
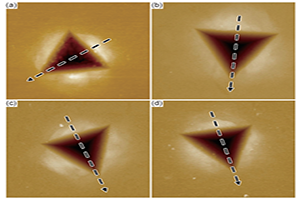
聚变堆包层结构材料在服役期间会产生辐照损伤, CLAM钢作为热核聚变堆的首选结构材料, 对其进行辐照行为研究十分有必要。采用高能氦离子对CLAM钢进行辐照实验, 利用纳米压痕实验结合原子力显微镜(AFM)研究CLAM钢在辐照过程中的微观组织演化和力学性能的变化。结果表明:辐照后的CLAM钢中形成位错环和He泡, 且随着辐照剂量的增加, 位错环和He泡密度增加, 尺寸增大。辐照后CLAM钢发生显著的辐照硬化效应, 随着辐照剂量的增加, 辐照硬化程度增加, 但当辐照剂量增大到一定程度, 辐照硬化效应减弱。利用DBH模型和FKH模型讨论辐照中微观结构的变化对辐照硬化效应的影响。随着辐照剂量的增加, 压痕周围材料隆起堆积的范围减小, 堆积高度增加, 且高剂量辐照后压痕周围的堆积中出现了剪切带, 表明CLAM钢辐照后脆性明显增加。
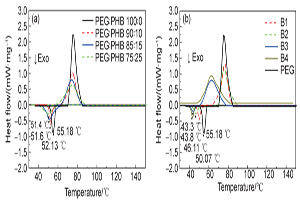
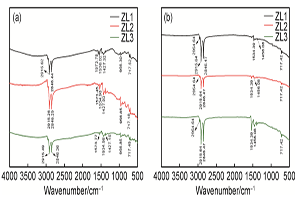
金属注射成型(MIM)中使用水溶性聚乙二醇(PEG)和聚甲基丙烯酸甲酯(PMMA)黏结剂体系会导致大量孔洞形成, 该黏结剂体系导热性差, 使得零件尺寸越大, 注射脱模时间越长。用聚(β-羟基丁酸酯)(PHB)作为PEG结晶抑制剂可解决上述问题。采用导热系数仪、DSC、流变学实验、傅里叶变换红外光谱(FTIR)等, 研究PHB含量对黏结剂导热系数、结晶行为、喂料流变特性、注射保压时间及生坯显微结构的影响。结果表明:PHB/PEG共混物随着PHB含量的增加, 结晶温度从纯PEG的55.18 ℃下降至25%(质量分数, 下同)PHB改性的51.4 ℃, 熔融焓从79.5 J/g逐渐增加至107.6 J/g, 导热系数从0.2433 W·m-1·K-1适当增加至0.3469 W·m-1·K-1, 黏结剂结晶度的增加可改善其导热性能;由于PEG/PHB/PVAc三元体系中存在复杂氢键的相互作用, 导致黏结剂结晶温度从未添加PHB的50.07 ℃降低并稳定在添加25% PHB的43.3℃;添加15% PHB后制备的喂料黏度与剪切速率符合幂律流体规律, 在120 ℃时喂料的剪切稀化指数从未改性的0.77减小至0.62, 相同注射条件下注射脱模时间从未改性的100 s缩短至50 s便可获得表面光滑无裂纹、内部孔洞少且分布均匀的钛注射生坯。
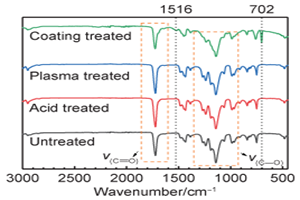
为研究不同表面预处理方法对定向有机玻璃表面性能以及与热塑性聚氨酯(TPU)间黏结强度的影响规律及机理, 使用AFM、FTIR和接触角测量仪测定酸处理、等离子处理和过渡层处理后定向有机玻璃的表面化学组成、粗糙度与表面接触角, 并使用90°剥离实验测试预处理前后定向有机玻璃与TPU之间的黏结强度。结果表明:酸处理和等离子处理后定向有机玻璃表面粗糙度和表面极性增加, 同时表面润湿性能得到改善, 使黏结强度分别上升了14%和22%;而过渡层预处理提高了基材与TPU的化学相容性, 处理后定向有机玻璃表面极性与TPU相近, 降低了界面张力, 明显改善界面黏结性能, 黏结强度由4.44 kN/m上升至23.61 kN/m。

以L-赖氨酸为还原剂和交联剂, 采用一步水热法制备嵌入CdS纳米薄片(CdS NSs)的三维CdS/还原氧化石墨烯(CdS/rGO)复合气凝胶。结果表明:CdS/rGO复合气凝胶大的比表面积BET(Brunauer-Emmett-Teller, BET)和海绵状性质可增强对污染物的吸附, 且其质量轻可漂浮在水面上可增强对光的吸收, 同时rGO的引入促进了光生电荷的分离, 使该复合气凝胶的光催化性能得到明显提升。在可见光照射下, CdS/rGO复合气凝胶可以在45 min内将盐酸四环素(tetracycline hydrochloride, TC)完全降解, 1.5 h后几乎所有TC都已经矿化。此外, CdS/rGO复合气凝胶还显示出高稳定性并且容易从反应体系中分离出来, 进行回收循环使用。经过5次循环使用后, CdS/rGO复合气凝胶的光催化活性没有明显降低。
以无机铪溶液为前驱体, 采用化学气相渗透法(CVI)和前驱体浸渍裂解法(PIP)制备密度为2.14 g/cm3的C/C-HfC复合材料, 分析其微观结构和组成, 测试材料的抗烧蚀性能。结果表明:HfC陶瓷均匀地分散于基体的孔隙中, 且与基体结合紧密。引入HfC陶瓷可以显著增强C/C复合材料的抗烧蚀性能。在相同的热流条件下, 烧蚀时间为120 s时, C/C-HfC复合材料的线烧蚀率为6.20×10-2 mm·s-1, 质量烧蚀率为2.03×10-2 g·s-1, 分别比C/C复合材料降低了48.33%和40.12%。在烧蚀过程中, HfC会与热流中的氧气反应生成熔融的HfO2, 均匀地覆盖在基体的表面形成保护层, 隔绝热流, 防止基体被氧化, 同时阻止热量的传递。熔融HfO2的蒸发也会带走表面的部分热量。随着烧蚀时间的增加, HfO2的损耗会逐渐上升, 基体表面的保护层会逐渐被破坏, 热流对基体产生的烧蚀损伤会更为严重。
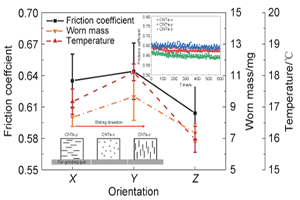
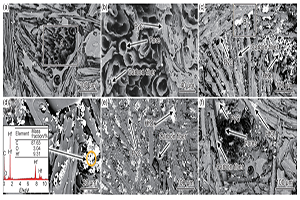
应用机械剪切诱导法制备定向碳纳米管/丁苯橡胶(CNTs/SBR)复合材料, 研究碳管含量、定向性对复合橡胶材料力学特性和摩擦学特性的影响规律, 分析这些结果产生的机理。结果表明:CNTs取向对SBR复合材料的摩擦学性能有显著影响。当CNTs-z垂直于摩擦界面和滑动方向, CNTs-z/SBR的力学、摩擦学性能均优于CNTs-x/SBR和CNTs-y/SBR。当CNTs平行于摩擦界面时, 与滑动方向一致的CNTs-x/SBR力学性能优于与滑动方向垂直时的CNTs-y/SBR。CNTs-z可以提升橡胶复合材料的抗剪切性能, 降低温升幅度和表面黏附作用, 有效提升橡胶材料的摩擦学性能。载荷和速度工况下, 摩擦因数与磨损量为负相关关系, 即摩擦因数减小而磨损量增大, 速度对摩擦学性能的影响大于载荷。研究结果可以为CNTs复合轮胎橡胶材料的摩擦学性能改善以及产业化应用提供科学参考。
基于利用超细立磨与钢渣制备钢渣基盾粉(简称盾粉)的研究成果, 以橡胶工业配方制备盾粉/橡胶复合材料。测试矿物成分、化学成分、粒度分布、结构组成、微观结构和热稳定性, 从微观层面阐述盾粉用于橡胶工业配方的相关机理。结果表明:当盾粉替代炭黑比例为5%~10%(质量分数, 下同)时, 盾粉与橡胶基体的相容性较好, 盾粉/橡胶复合材料拉伸强度为16.16~17.06 MPa, 高于15 MPa, 拉伸伸长率为619.8%~668.21%, 高于350%, 磨耗量为130~196 mm3, 小于200 mm3, 均满足国标要求;当盾粉替代炭黑比例为5%时, 盾粉/橡胶复合材料的硫化时间缩短、硫化速率指数提高。盾粉/橡胶复合材料燃烧时, 一方面盾粉中SiO2与硫自由基、Fe、Zn、Al发生反应形成Si-Mg阻燃体系、Si-Al阻燃体系与Si-Fe消烟体系;另一方面盾粉与橡胶体系产生关联作用组成致密的炭层, 阻止部分热量的传递与火焰的蔓延。
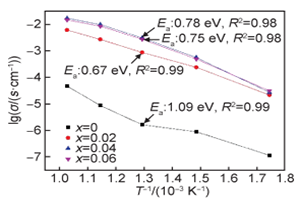
采用固相合成法制备了x=0, 0.02, 0.04和0.06的Na0.5Bi0.49Ti1-xFexO3-δ (NBT)粉末材料, 经压制成型并在1000~1150 ℃烧结制备了片状陶瓷样品。通过XRD, SEM和EIS测试研究了Fe3+掺杂量x对NBT陶瓷性能的影响。结果表明, NBT材料在掺杂Fe3+后出现了新相NaBiTi6O14, 且含量随x的增加而变多。材料在掺杂后的烧结温度降低了100~150 ℃, 同时材料的晶粒变得细小。在300~700 ℃测试温度范围内, x=0.02, 0.04和0.06的样品的电导率在相同温度下都处于同一数量级, 相对于x=0的样品的电导率提升了约1000倍。x=0.04的样品具有最高的电导率, 在600 ℃和700 ℃的测试温度下, 电导率分别达到9.8 mS/cm和17.0 mS/cm。
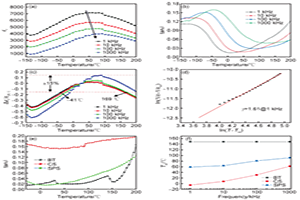
采用传统固相反应法合成BaTiO3-xBi(Ni0.5Zr0.5)O3粉体和放电等离子体烧结技术制备BaTiO3-xBi(Ni0.5Zr0.5)O3陶瓷, 研究陶瓷的晶体结构、微观形貌、介电和阻抗性能。结果表明:BaTiO3-0.10Bi(Ni0.5Zr0.5)O3陶瓷具有钙钛矿型, 晶体结构为赝立方相, 晶粒尺寸约为0.64 μm, 密度为5.81 g/cm3, 最大介电常数为7149, 且随频率升高相变温度向高温移动。在1 kHz下, BaTiO3-0.10Bi(Ni0.5Zr0.5)O3陶瓷的ln(1/ε-1/εm) 与ln(T-Tm)的拟合曲线斜率为1.61, 在-41~169 ℃内, Δε/ε25 ℃≤±15%, 表明样品有良好的温度稳定性。此外, 随温度和频率的升高, 材料的阻抗降低, 在50 ℃下, 当频率为100 Hz时, 电阻为2.33×106 Ω, 离子电导率为10-8 S/cm。
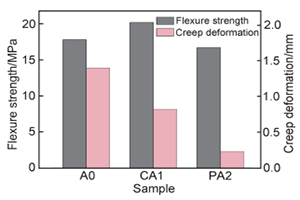
氧化铝是硅基陶瓷型芯中的常用矿化剂, 但其对石英析晶的促进或抑制作用却存在两种相反的结论。为探究不同氧化铝添加剂对硅基陶瓷型芯性能与析晶行为的影响, 分别采用高纯氧化铝、普通氧化铝作为矿化剂, 制备氧化铝改性硅基陶瓷型芯。高纯氧化铝粉对方石英的析晶起到抑制作用, 而普通氧化铝粉反而促进方石英的析晶。普通氧化铝粉比高纯氧化铝粉含有更多的碱金属、碱土金属氧化物杂质, 这些氧化物作为网络修饰体降低结晶活化能, 促进方石英的析晶。两种氧化铝矿化剂对型芯的线收缩率、致密化和力学性能影响表现出很大差异。由于普通氧化铝粉促进方石英析晶和烧结致密化, 显著提高型芯的抗蠕变能力。当普通氧化铝粉加入量为5%(质量分数)时, 陶瓷型芯表现出良好的综合性能, 其收缩率为0.63%, 室温弯曲强度为20.2 MPa, 1540 ℃/0.5 h双支点挠度为0.23 mm, 可满足精密铸造对型芯的要求。


{kind=link}