- Ei,ESCI收录期刊
- 中国科学引文数据库(CSCD)核心期刊
- 中文核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)



Melt growth ceramics (MGC) is a new type of ceramic material with microstructure obtained by melting and solidification of raw materials. The clean and high-strength bonding interface shared by atoms makes it have excellent high-temperature mechanical properties and microstructure stability close to the melting point. It shows great application potential in the field of high thrust weight ratio aero-engine and heavy gas turbine hot end components in the future. Laser directed energy deposition (LDED) technology can effectively overcome the limitations of traditional preparation methods of MGC in terms of cycle, energy consumption and structural complexity. It provides a new solution for direct additive manufacturing of MGC components, and has become a research hotspot at home and abroad. Based on the introduction of the process principle of LDED technology, the microstructure characteristics and properties of different MGCs prepared by this technology at home and abroad were summarized in this paper, and the main research on the control of microstructure and cracking behaviour was comprehensively discussed. Based on the existing research progress, the development trend and key scientific problems to be further solved in this field were discussed. It was pointed out that inhibiting cracking and improving microstructure and properties are the primary problems faced at present. The development of materials and new processes is the key to breaking through the existing bottleneck and promote the development and application of MGC-LDED.
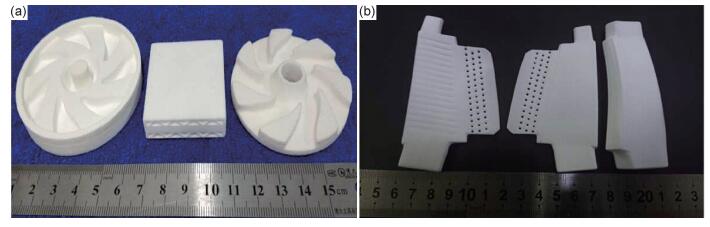
Ceramic casting mould is a kind of complex part which is used in the field of investment precision casting to mold the inner and outer structure of casting. With the increase of the complexity of casting, more delicate and complex casting mould is needed to meet the casting demand. However, the traditional ceramic casting method like injection molding has many disadvantages such as high cost, long research and development cycle, and it is difficult to meet the requirements of increasingly complex fine structure molding. As a rapid prototyping method, 3D printing technology can accurately form complex structures. Its application in casting production can not only solve the problem of forming complex structures, but also reduce the production cost and shorten the production cycle. The 3D printing technology in the application of the ceramic mould production was mainly expounded in this article. The research and application of the ceramic mould was introduced from the types and the features of 3D printing ceramic mould material, typical 3D printing mould technology and post-processing method of 3D printing mould technology. The future development of this technology was prospected, it was pointed out that 3D printing technology can effectively solve the molding problem of complex ceramic casting, so as to meet the casting demand of complex hollow structure metal parts.
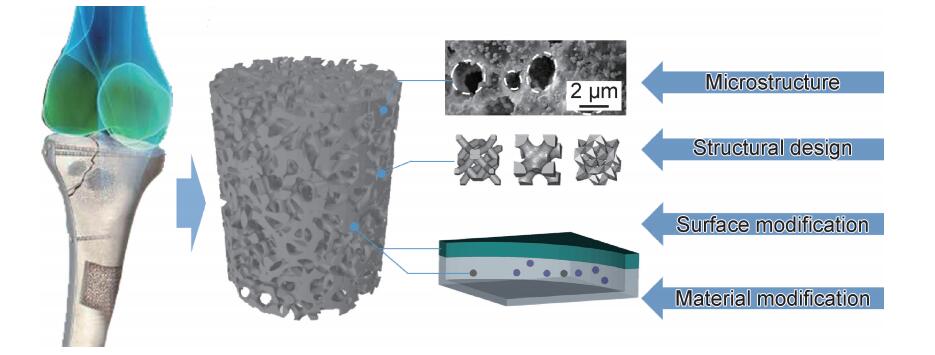
In recent years, photocured ceramics has become one of the rapidly developing additive manufacturing technologies. Bioceramics have a promising future in tissue engineering due to their good cellular compatibility, however, a single bioceramic material is difficult to take into account both mechanical properties and biocompatibility, so the application and promotion are greatly limited. In this paper, the modification and design methods of bioceramic materials suitable for photocuring were reviewed. The comprehensive effects of material modification, surface modification, structural design and microstructural regulation on the biological properties such as bone conduction, bone induction, antibacterial, angiogenesis promotion and other biological properties as well as and basic mechanical properties of were discussed. It was pointed out that the function of photocurable bioceramics can be fully realized and its further application can be promoted through the combination of modification and regulation methods, and the realization and interaction mechanism of multifunction should be explored.
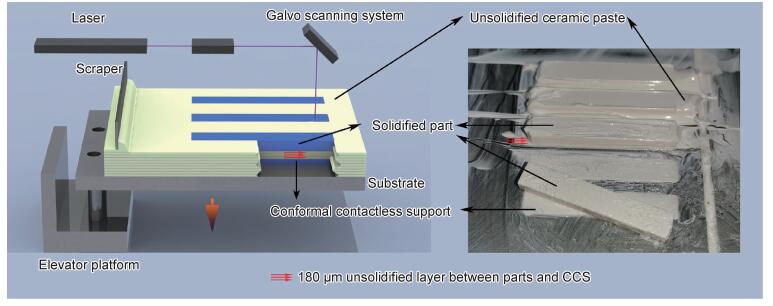
Ceramic 3D printing based on stereolithography has attracted wide attention because it can fabricate complex ceramic components with high dimensional accuracy, good surface finish, uniform microstructure, and excellent mechanical properties. It is one of the important technical means to achieve high-performance parts by additive manufacturing. The core of the technology is to prepare ceramic slurries with high solid loading and good printability, and its composition has a vital influence on the curing effect and printing process. In this review, two main additive manufacturing methods, stereolithography (SL) and digital light processing (DLP), commonly used in ceramic 3D printing were introduced, and advantages and disadvantages of the two methods were compared. Based on the research work in the field of ceramic slurries in recent years, the effects of monomer/oligomer and diluent, dispersant, physical properties of ceramic particles and solid loading on viscosity, shear thinning/thickening behavior, viscoelasticity, yield stress were discussed. Finally, the main development trends and challenges of ceramic slurries via stereolithography were put forward in, and a general guiding principle for the construction of ceramic slurries with high solid loading was provided.

The shortcomings of long period, high cost and slow response in making ceramic core by using investment casting method were overcome by using stereolithography and gel casting, which is of great significance for the rapid manufacturing of the single crystal blades with complex structure. The evolution rule of high temperature strength and shrinkage of silica based ceramic core was studied. The addition amount of nano zirconia power and aluminum powder and sintering time were explored. The micro morphology of the sample was characterized by field emission scanning electron microscope, and the high temperature strength of the sample was measured by three-point bending method. The results show that: when the mass fraction of nano zirconia power is 2.16%, the mass fraction of aluminum powder is 9.8% and the sintering time is 3.9 h, the maximum high temperature strength value of silicon oxide-based ceramic core reaches 14.3 MPa. The value of high temperature strength meets the needs of directional solidification casting of single crystal blade. There are no obvious cracks on the surface of the prepared ceramic core, the structure is complete and the molding quality is good.
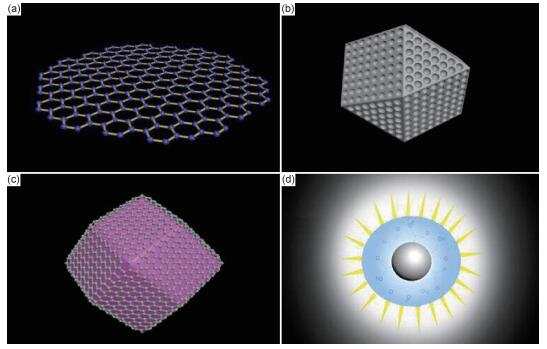
Photocatalytic technology is an effective way to solve the two major problems of environmental problems and energy crisis in today's human society. Semiconductor materials were favored in early research. However, a single semiconductor photocatalyst has disadvantages such as poor response to visible light and easy recombination of electron-hole pairs. Photocatalytic technology has low efficiency in the application of dye wastewater degradation. Therefore, researchers have conducted in-depth studies on the new composite nanomaterials as photocatalysts to degrade dye wastewater. The research progress and main results of three new composite nanomaterials of graphene, metal organic framework, and carbon quantum dots for photocatalytic degradation of pollutants in dye wastewater were introduced in this article. According to the idea of design and upgrading of composite nanomaterials, the preparation methods of some new composite nanomaterials were briefly described, and the degradation efficiency of target pollutants was analyzed. By summarizing the performance of different photocatalytic materials to degrade pollutants in water, the future development trend was prospected. The future development trend and research focus of new composite nanomaterials in the direction of photocatalysis are targeted treatment of wastewater and industrialization.
The TiAlN-based coatings have good mechanical and anti-oxidation properties. Therefore, they have been widely used in the surface protection of typical mechanical parts, such as aero-engine compressor blades, cutting tools and precision molds. However, with the continuous improvement of the performance requirements of mechanical parts, the service conditions of the coating are becoming more and more harsh, and the reliability and service life of the protective coating are facing more severe challenges. Addition of the pre-transitional elements into TiAlN coatings is an effective method to improve their properties in various aspects for a prolonged service life. In this work, based on the ternary TiAlN coating, the effects of the addition of pre-transitional elements X (X=V, Cr, Y, Zr, Nb, Mo, Hf, Ta and W) on the structures and properties of TiAlN coatings were systematically discussed with the aid of phase diagrams. Furthermore, the composition-structure-property relationship of TiAlXN coatings was tentatively established. In view of the problems faced by adding pre-transitional elements to TiAlN coating, such as lack of phase diagram calculation assistance, failure behavior of quaternary coating in extreme environment and high cost of coating preparation equipment, the prospects of developing quaternary phase diagram of TiAlXN system combined with phase field simulation, developing TiAlN based high entropy coating and vigorously developing coating preparation technology combined with the advantages of vapor deposition technology were put forward in this paper.
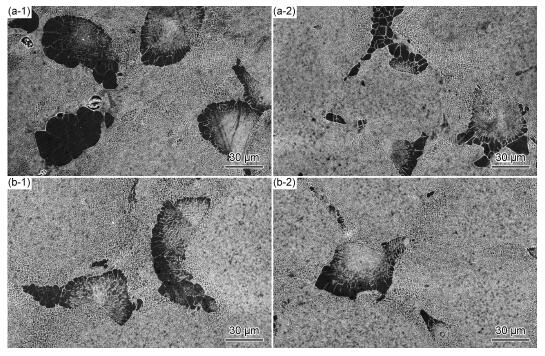
In order to investigate the solidification microstructures in typical section dimensions of a third generation single crystal superalloy DD9 turbine blade with 1500℃ and 1540℃ mould temperatures during directional solidification process, Optical microscopy (OM) and scanning electron microscopy(SEM) were used to analyse the solidification structure of typical sections of the blade. The results show that with increasing mould temperatures, the dendrite patterns have a tendency of becoming more refined, and the secondary dendritic arms tend to be highly developed. With the same mould temperature, the dendrite patterns in the blade aerofoil section are more refined than those in the tenon section. Also with increasing mould temperatures, the γ' precipitates of the interdendritic regions and the dendritic cores tend to be refined, the γ' precipitation size dispersion decreases, and the size distributions of the γ' precipitates follow the normal distribution law. Compared with the interdendritic regions, almost 61% reduction of the γ' precipitation average sizes is measured in the dendritic core. With the same mould temperature, the γ' precipitation sizes in the aerofoil section are more refined than those in the tenon section. Compared with the decreasing sectional areas, the increasing mould temperatures bring down the γ' precipitation sizes obviously. The sizes and contents of the γ-γ' eutectics decrease with increasing mould temperatures. The morphologies of γ-γ' eutectics show both sunflower-like shape and plate-like shape.

One-staged forming of porous C/C composites as well as volume fraction control of pores were realized, based on thermophysical property analysis and proportioning design of raw materials. Short fiber reinforced C/C-SiC composites with high densification and low content of residual Si were prepared by hot-pressing-infiltration two-step method at low temperature. The structural evolution of C/C-SiC composites was analyzed in detail, the mechanical properties as well as failure behaviors were also investigated. Results show that the porous C/C composites present bipolar distribution in pore size, adding aramid fibers is an effective method to improve the connectivity of network pores, exhibiting a significant regulatory effect. Both SiC network skeleton and pinning structure with strong interface between SiC matrix and carbon fiber bundle can entrust the excellent mechanical properties of C/C-SiC composites with high carbon fiber content. In addition, the fracture toughness of C/C-SiC composites can be improved significantly with the addition of aramid fibers, resulting in the increase of crack propagation path. The isotropic distribution of carbon fiber in plane and the uniform distribution of ceramic phase between layers play a positive role in improving the bearing capacity and friction stability of C/C-SiC composites.
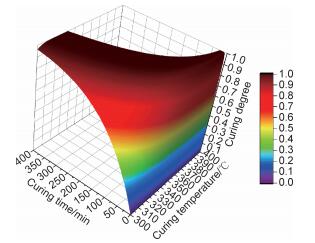
Aiming at the need of aero-engines, investigation was made into the curing process and thermal stability of a polyimide-matrix structural composite. The curing kinetic equation of EC-380A resin was established. The curing degree of the resin was simulated as a function of the curing temperature and time. Further, combined with the resin rheology, the curing process of the EC-380A composite was established and verified. Large-scaled aero-engine typical structural components were fabricated. Thermal stability of the composite was estimated by mass loss, internal quality of the flaw-embedded laminate, and mechanical property after thermal ageing. By multi-temperature step curing at 330-380℃, the flaw-free composite could be manufactured under the circumstance of an integrated layup. The composite has excellent thermal stability with thermal resistance of 370-400℃. The mass loss rate is around 1.3% after ageing for 1000 h at 370℃ and 285℃.No new flaw or propagation of the embedded flaw occurs for the composite after thermal ageing at 400℃, indicating a high-temperature structural stability.
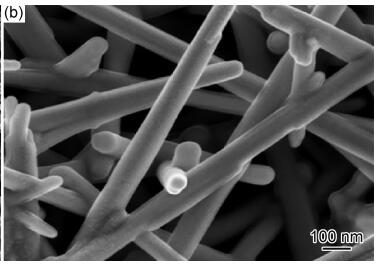
MnO2 nanorods were prepared by using the hydrothermal method and freeze-drying technology, and then molded into the MnO2/paraffin circular samples in different filling concentrations. The crystalline phase, microstructure and electromagnetic parameters of the samples were characterized and tested by X-ray diffractometer (XRD), scanning electron microscopy (SEM), and vector network analyzer (VNA). Sample meta-surface was designed and simulated by CST software and the pre and post simulation calculation and research of the meta-surface were carried out. The results show that prepared MnO2 powder has a rod structure with the diameter and length of the rod about 50-100 nm, 5-10 μm, respectively. The single cylindric structure is well-shaped, and the overall structure is homogeneous with crystallinity. Moreover, the tangent of dielectric loss(tanδ) increases with concentration, making a great contribution to the electromagnetic attenuation coefficient (α) of the sample of MnO2/paraffin, which increases with filling concentration of MnO2 nanorods. Microwave absorption frequency domain of MnO2/paraffin material is significantly broadened by the design of meta-surface, namely, the optimal bandwidth in 2-18 GHz can reach 14.32 GHz. The reason is the superposition of absorption peaks over a specified frequency range, which is caused by the coexistence of multiple resonances of the meta-surface.

Uniaxial compression tests were carried out on mullite fiber reinforced silica aerogel composites in the out-of-plane direction. Influences of different ultimate strains and thermal exposure temperatures on the compression springback behavior and deformation recovery capability were investigated. Internal mechanisms based on the microstructure morphology changes were explained. Phenomenological mechanical models were established respectively for the deformation behavior in the loading and unloading stages. The results show that the compression springback behavior of mullite fiber reinforced silica aerogel composites exhibits nonlinear characteristics. The greater the ultimate strain, the worse the deformation recovery capability. High temperature thermal exposure pre-treatment has an effect on the compression springback property, the higher the thermal exposure temperature, the worse the deformation recovery capability. The aggregation of matrix particle-cluster structure and the formation and collapse of the large size holes are main causes. The phenomenological mechanical model can be used to describe the stress-strain curve of the composites during loading and unloading. The fitting results are in good agreement with the experimental data.
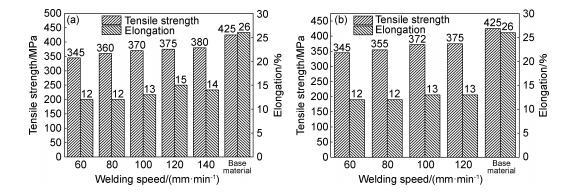
The stationary shoulder friction stir welding (SSFSW) processes for 2A14-T4 aluminum alloy with the thickness of 8.5 mm were performed by using the self-developed tools, and the influences of welding process parameters on the microstructure and mechanical properties of SSFSW welded joints were investigated. The results show that the SSFSW joints with smooth weld surface and defect-free for aluminum alloy thick-plate can only be obtained under the process parameter condition of lower rotational speed (rotational speed ω=400-600 r/min and welding speed v=60-120 mm/min).The weld zone of SSFSW joints mainly consists of nugget zone (NZ), and the widths of thermo-mechanically affected zone (TMAZ) and the heat affected zone (HAZ) around the NZ are obviously reduced; the NZ is similar with the shape of tool pin and it is composed of two kinds of fine equiaxed grains with different sizes, the grains on the advancing side are more finer than that of retreating side. The profiles of microhardness across the weld section present the "W" shape, the hardness values of NZ reach the 80%-90% of the base metal of hardness value, the softened region is produced between interfaces of TMAZ and HAZ, and its hardness is the lowest with the 72% of the base metal of hardness value. The tensile strengths of SSFSW joints reach the 88% of base metal under the welding parameters of ω=500 r/min, v=140 mm/min, and the fractured sites are always located at the softened zones between TMAZ and HAZ on the retreating side, exhibiting the toughness fracture features.
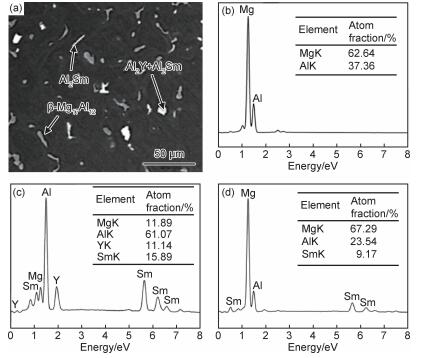
The effects of solo rare earth Y and combined rare earth Y and Sm elements on the microstructure and mechanical properties of AZ91D magnesium alloy were studied by controlling variable method.The grain refinement mechanism of rare earth elements on AZ91D alloy was analyzed. The results show that the effect of combined addition of rare earth Y and Sm on AZ91D alloy is better than that of solo addition of rare earth Y significantly. More effective heterogeneous nucleation sites for α-Mg are achieved by adding Y and Sm to AZ91D alloy produced bulk phase Al2Y and acicular phase Al2Sm. When the addition content is 0.8% (mass fraction) Y and 1.0%Sm, the α-Mg grain size is the smallest and most uniform. The hardness, tensile strength and elongation of the alloy are 67.42HV, 153.37 MPa and 3.62% respectively, the mechanical properties of as-cast AZ91D alloy at room temperature are improved. However, the mechanical properties of the AZ91D alloy at room temperature decrease after exceeding this optimum addition.
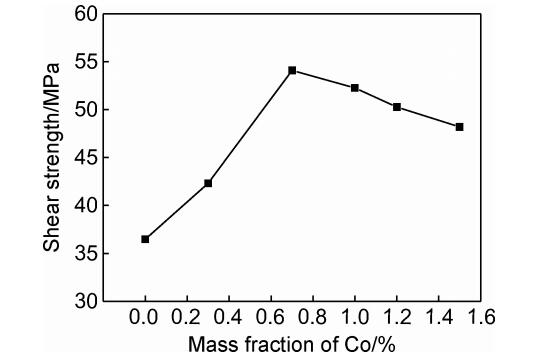
The microstructure of Sn35Bi-xCo(x=0%, 0.3%, 0.7%, 1.0%, 1.2%, 1.5%, mass fraction) composite solder/Cu joints was observed by scanning electron microscopy (SEM).Combined energy spectrum (EDS) and XRD analysis, the difference of joint structure was studied. The mechanical properties of joints were tested by universal testing machine, and the influence mechanism of Co particle content on the structure and properties of SnBi/Cu joints was studied. The results show that, with the increase of Co particle content, the wettability of Sn35Bi-Co composite solder increases first and then decreases. When Co particle content is 0.7%, the wettability is the best.When appropriate amount of Co particles is added to the Sn35Bi/Cu joint in the solidification stage, the weld microstructure can be effectively refined, the IMC layer of the interface is more flat, Co atoms in the weld replace Cu atoms in the interface Cu6Sn5 layer, and the (Cu, Co)6Sn5 solid solution can be formed, which can strengthen the IMC layer of the interface.The shear strength of Sn35Bi-Co/Cu joints increases first and then decreases with the increase of Co particle content. When Co particle content is 0.7%, the maximum value of 54.09 MPa is obtained.
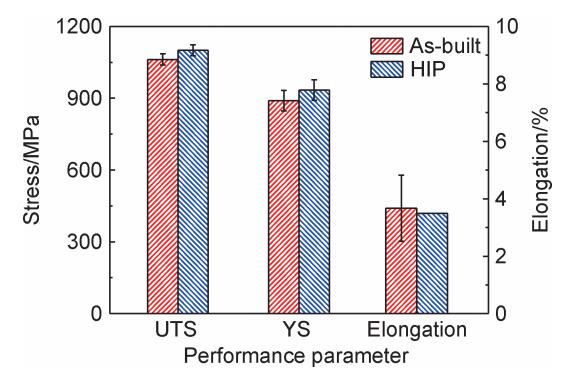
Ti2AlNb based alloys is considered to be the most potential material material to replace the traditional Ni-based superalloys, because of its excellent high-temperature specific strength, creep resistance and high fracture toughness. Ti-22Al-25Nb alloy was fabricated by selective electron beam melting(SEBM), and the density of as-built samples reached 5.42-5.43 g/cm3through process optimization. The microstructure, phase evolution and mechanical property of the as-built and HIPed Ti2AlNb alloy samples were investigated. The results show that the microstructure of the as-built and HIPed samples both show the columnar crystalline structures along the deposition direction, which are all composed of B2, O and α2 phases, and the amount of O/α2 phase gradually increases from top to bottom. After HIP, the width and amount of the O/α2 phase are reduced and relatively uniform when compared with that of the as-built samples. In the bottom area, the microhardness of the as-built sample exhibits higher value of about (345.87±5.09)HV, while the hardness increases to 388.91-390.48HV after HIP. The ultimate tensile strength and elongation of the as-built sample at room temperature are (1061±23.71) MPa and (3.67±1.15)% respectively, and the ultimate tensile strength increases to (1101±23.07) MPa and the elongation reduces to 3.5% after HIP.

In order to study the influence of the service temperature load and material microstructure on the thermal fatigue crack growth behavior of SiCp/A356 composites, and to clarify the microscopic mechanism of thermal fatigue crack growth, the thermal fatigue crack growth test of SiCp/A356 composites was carried out. The results show that the crack growth process includes the slow growth stage caused by the deflection of SiC particles and the release of the driving force of the secondary crack growth, and the rapid growth stage where the main crack is connected with the micro-damage front end of the crack growth. When the heating temperature is low, the "step-like" feature of crack growth is obvious, the overall growth rate is slower, and the crack width is smaller, the crack propagation methods are particle fracture, light-mass matrix tearing and cracking along the interface. When the heating temperature is higher, the "oblique straight-line jump" stage is more obvious, the crack width is large and the growth rate is high, the crack growth is dominated by particle shedding and large-scale matrix tearing. Main crack always propagates forward with less resistance by choosing to follow the SiC particle group or directly pass through the α-Al matrix, when Si phase is loaded, it is easy to fracture and become the source of crack propagation. At the same time, the micro-damage at the front end of the crack propagation has a guiding effect on the crack propagation.
|
Founded in 1956 (monthly) ISSN 1001-4381 CN 11-1800/TB Sponsored by AECC Beijing Institute of Aeronautical Materials |